1.本实用新型涉及电气产品装配检测设备的技术领域,尤其涉及一种用于接插件端盖双向装配机构。
背景技术:
2.世界电气零部件产业伴随着电气产业的发展而发展。而电气工业产业结构的调整、生产方式的改进、产品技术的更新以及高新技术的融入,电气零部件企业生存和发展进入了一个前所未有的竞争环境。对于生产方式的改进,装配制造行业也进入了快速发展的时期。在高速发展的社会中,提升生产效率成为越来越多企业的追求。因此,在装配制造中应用装配自动化技术成为很多装配企业的首选。在国内的电气零部件装配企业中,通常情况下,电气接插件的装配,都是独立的工位站人工进行装配作业,每个工位对应一种装配工序,完成后流入下一工序装配,主要是通过人工或者其工位预先排布好,再进行装配作业,完成以后需要对其检查,是否装配到位,这样人工协作的方式,占用大量的人力和物力,还时常会出现残次品,由于检测不到位,导致废品常常发生,使得生产成本提高,效率也是极其低下。针对电气产品装配行业在大批量生产模式下的需要,提出电气产品装配检测一体化设备的研发。
技术实现要素:
3.本实用新型的一种用于接插件端盖双向装配机构,是以提高生产率、提高成品率为前提,在节省人力的基础上,满足生产需要,实现人机相结合,取代人工装配过程。
4.一种用于接插件端盖双向装配机构,包括振动盘上料机构a、横移装置b、夹爪取出机构c、两个双向装配机构d,振动盘上料机构a的输出端与横移装置b相配合,横移装置b与夹爪取出机构c的夹取位置相配合,夹爪取出机构c的输出端与双向装配机构d相配合。
5.优选的是,本实用新型的振动盘上料机构a由圆振和双直振组成,圆振将接插件端盖正确方向输出到双直振,直振输出端盖到横移装置b。
6.优选的是,本实用新型的横移装置b,包括安装在支撑板顶部的接件工装,支撑板的下端面与滑动气缸连接,滑动气缸的底部安装于第一安装板上。
7.优选的是,本实用新型的夹爪取出机构c,包括安装于第一安装支架侧面的无杆缸,无杆缸下方安装第一滑轨滑块,无杆缸上的滑块与第一滑轨滑块之间设置第一连接板,第一连接板的侧面垂直设置第二连接板,第二连接板上设置第一气缸,第一气缸上固定气爪安装板,气爪安装板的两端分别设置气爪,每个气爪上安装两个第一手指片。
8.优选的是,本实用新型的双向装配机构d为对称机构,上安装板与下安装板之间设置四根安装支撑杆;上安装板的上端面设置夹爪气缸,夹爪气缸上设置两个夹爪片;夹爪气缸长度方向的两侧设置导向工装,导向工装上远离夹爪气缸的一端设置用于夹持导向工装的安装块,安装块的外侧设置第一连接块,安装块分别安装在两条滑轨的滑块上,滑轨与上安装板固定,推压块固定于第一连接块的底部;第一连接块的外侧设置第一浮动接头,第一
浮动接头与第二气缸的推杆连接,第二气缸固定在气缸安装块上,气缸安装块位于上安装板的上端面。
9.优选的是,本实用新型的第一连接块的侧端面设置限位挡块,导向工装长度方向的两侧设置若干个位于上安装板的第一限位块。
10.优选的是,本实用新型的上安装板的下端面设置气缸安装板,下安装板的上端面设置与气缸安装板相匹配的第三气缸,第三气缸的驱动端设置固定在下安装板上端面的第二滑轨滑块,第二滑轨滑块上设置连接块,连接块上设置用于固定气动夹爪的第二安装支架,气动夹爪上安装两个第二手指片;连接块的一侧连接第二浮动接头,第二浮动接头与第四气缸的推杆连接;滑动滑块长度方向的两侧设置若干个位于下安装板上的第二限位块。
11.1、本实用新型采用气缸和滑轨滑块结合使用,提高了装配精准度,并可以节约在设备内的安装区域,降低空间使用成本;
12.2、本实用新型采用第四气缸先行推出,气动夹爪将端盖预装到位,第四气缸打开,第三气缸下行,两端第二气缸推出推压块将端盖向中间方向压紧,带着气动夹爪同时向中间方向,连接块到达第二限位块位置,端盖压装完成。限位装置可以有效的防止产品端盖压装过产生撞击,造成不良品。
13.3、本实用新型在下安装板长边侧面设置用于对机构位置调节的调整装置,随动调节产品位置,避免对产品损坏。
14.4、本实用新型是以提高生产率、提高成品率为前提,在节省人力的基础上,满足生产需要,实现人机相结合,取代人工装配过程;在有效节省空间的基础上,减少工作过程中存在的事故风险。
附图说明
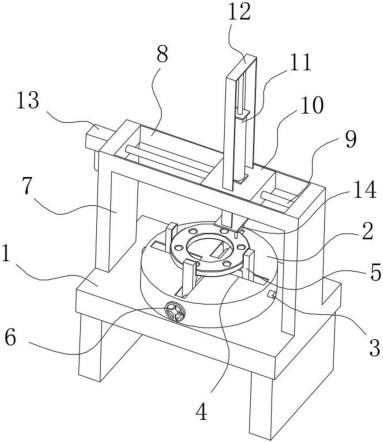
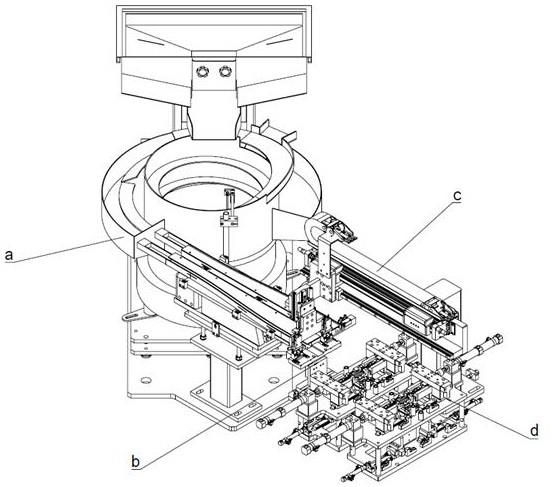
15.图1是本实用新型的总装图。
16.图2是本实用新型横移装置b的结构示意图。
17.图3是本实用新型夹爪取出机构c的结构示意图。
18.图4是本实用新型双向装配机构d的结构示意图。
19.图5是图4的右视图。
20.其中:振动盘上料机构a,横移装置b,夹爪取出机构c,两个双向装配机构d,1、接件工装,2、支撑板,3、滑动气缸,4、第一安装板,5、第一安装支架,6、无杆缸,7、第一滑轨滑块,8、第一连接板,9、第二连接板,10、第一气缸,11、气爪安装板,12、气爪,13、第一手指片,14、下安装板,15、支撑杆,16、上安装板,17、气缸安装块,18、第二气缸,19、第一浮动接头,20、第一连接块,21、安装块,22、滑轨,23、推压块,24、导向工装,25、夹爪片,26、夹爪气缸,27、限位挡块,28、第一限位块,29、定位衬套,30、第二手指片,31、气动夹爪,32、第二安装支架,33、连接块,34、第二滑轨滑块,35、第二浮动接头,36、第四气缸,37、第二限位块,38、调整装置,39、第三气缸,40、气缸安装板,41、支撑件,42、安装固定块,43、调整螺栓。
具体实施方式
21.下面结合附图对本实用新型的技术方案进行详细说明:
22.如图1所示,一种用于接插件端盖双向装配机构,包括振动盘上料机构a、横移装置
b、夹爪取出机构c、两个双向装配机构d,振动盘上料机构a的输出端与横移装置b相配合,横移装置b与夹爪取出机构c的夹取位置相配合,夹爪取出机构c的输出端与双向装配机构d相配合。
23.如图1所示,本实用新型的振动盘上料机构a由圆振和双直振组成,圆振将接插件端盖正确方向输出到双直振,直振输出端盖到横移装置b。
24.如图2所示,本实用新型的横移装置b,包括安装在支撑板2顶部的接件工装1,支撑板2的下端面与滑动气缸3连接,滑动气缸3的底部安装于第一安装板4上。
25.端盖从直振将产品输送到横移装置b上的接件工装1上对应的端盖槽中,传感器1-1检测到产品在位后,滑动气缸3推出,将端盖从直振输出口位置移出,到等待夹取位置。
26.如图3所示,本实用新型的夹爪取出机构c,包括安装于第一安装支架5侧面的无杆缸6,无杆缸6下方安装第一滑轨滑块7,无杆缸6上的滑块与第一滑轨滑块7之间设置第一连接板8,第一连接板8的侧面垂直设置第二连接板9,第二连接板9上设置第一气缸10,第一气缸10上固定气爪安装板11,气爪安装板11的两端分别设置气爪12,每个气爪12上安装两个第一手指片13。
27.无杆缸6驱动夹取机构在第一滑轨滑块7上移动,当气爪12到达横移装置b上方,第一气缸10推出,气爪12下移到夹取位置。气爪12分别夹取一件端盖,无杆缸回位带动夹取端盖的气爪达到双向装配机构d上方。
28.如图4、图5所示,本实用新型的双向装配机构d为对称机构,上安装板16与下安装板14之间设置四根安装支撑杆15;上安装板16的上端面设置夹爪气缸26,夹爪气缸26上设置两个夹爪片25;夹爪气缸26长度方向的两侧设置导向工装24,导向工装24上远离夹爪气缸26的一端设置用于夹持导向工装24的安装块21,安装块21的外侧设置第一连接块20,安装块21分别安装在两条滑轨22的滑块上,滑轨22与上安装板16固定,推压块23固定于第一连接块20的底部;第一连接块20的外侧设置第一浮动接头19,第一浮动接头19与第二气缸18的推杆连接,第二气缸18固定在气缸安装块17上,气缸安装块17位于上安装板16的上端面。
29.如图4、图5所示,本实用新型的第一连接块20的侧端面设置限位挡块27,导向工装24长度方向的两侧设置若干个位于上安装板16的第一限位块28。
30.如图4、图5所示,本实用新型的上安装板16的下端面设置气缸安装板40,下安装板14的上端面设置与气缸安装板40相匹配的第三气缸39,第三气缸39的驱动端设置固定在下安装板14上端面的第二滑轨滑块34,第二滑轨滑块34上设置连接块33,连接块33上设置用于固定气动夹爪31的第二安装支架32,气动夹爪31上安装两个第二手指片30;连接块33的一侧连接第二浮动接头35,第二浮动接头35与第四气缸36的推杆连接;第二滑轨滑块34长度方向的两侧设置若干个位于下安装板14上的第二限位块37。
31.三芯线由机械手放入双向装配机构d中间位置,第三气缸39安装于气缸安装板40侧面,两个支撑件41安装在第三气缸39上方。定位衬套29安装于上安装板16对称中心。第三气缸39上升,伸出支撑件41,先放两根在支撑件41上,第四气缸36夹紧,夹爪片25夹住两根芯,放入第三根在夹爪片25上方,同时夹爪取出机构c将取出的端盖分别放入导向工装24,两端气动夹爪31夹紧端盖,第四气缸36先行推出,气动夹爪31将端盖预装到位,第四气缸36打开,第三气缸39下行,两端第二气缸18推出推压块23将端盖向中间方向压紧,带着气动夹
爪同时向中间方向,连接块33到达第二限位块37位置,端盖压装完成。
32.如图5所示,下安装板14的长边侧面设置用于对机构位置调节的调整装置38。调整装置38由安装固定块42、调整螺栓43组成,调整螺栓43穿过安装固定块42,拧入下安装板14长边对应螺纹孔中;当设备生产产品换型时,双向装配机构d所对应的夹爪位置可能出现偏移,此时手动调节调整螺栓43,即可实现位置调节。
33.本实用新型在多个位置使用气缸和滑轨滑块结合使用,结构简单紧凑,大大提高了装配的精准度,并且可以减少安装工装的空间,节约设备空间的使用区域,减低设备成本。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。