1.本实用新型涉及拉铆设备领域技术,尤其是指一种双头自动拉钉机。
背景技术:
2.拉钉机被广泛地使用于各种组装工序中,用以将工件组装到一起,其主要在夹持拉钉后,将拉钉置入结合物的对应穿孔内,拉钉机是目前国内先进的铆接工具,广泛应用于五金等行业中;现有技术中的拉钉机大多采用单头气动拉钉枪,工作效率低;另一方面,当有拉钉未与待加工产品紧固连接时,现有技术中的拉钉机通常不能检测并将拉钉进行回收,次品率高,加工精准度低;因此,针对这一现状,迫切需要开发一种双头自动拉钉机,以满足实际使用的需要。
技术实现要素:
3.有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种双头自动拉钉机,其通过采用上料机构、拉钉机构和不良回收机构自动化的实现了拉钉上料、拉钉铆接和不良品回收,降低了人工成本,提高了工作效率。
4.为实现上述目的,本实用新型采用如下之技术方案:
5.一种双头自动拉钉机,其包括机架、用于放置待加工产品的放料座、用于拉钉上料的上料机构、用于将拉钉铆接至待加工产品上的拉钉机构和用于回收铆接不紧固之拉钉的不良回收机构,该机架上设置有用于安装放料座、上料机构、拉钉机构和不良回收机构的工作台;该拉钉机构位于放料座和上料机构之间;该不良回收机构位于放料座侧旁;该拉钉机构包括支撑架、横向驱动组件、纵向驱动组件、竖向驱动组件、第一气动拉钉枪和第二气动拉钉枪,该横向驱动组件安装于支撑架左侧,该纵向驱动组件安装于横向驱动组件的输出端,该竖向驱动组件安装于纵向驱动组件的输出端,该第一气动拉钉枪和第二气动拉钉枪竖向平行的安装于竖向驱动组件的输出端;该第一气动拉钉枪和第二气动拉钉枪均与上料机构的出料端相对应;该不良回收机构具有用于吸取铆接不紧固拉钉的取料驱动气缸,该取料驱动气缸可移动式位于放料座侧旁。
6.作为一种优选方案:所述不良回收机构还包括横移驱动组件、纵移驱动组件和竖移驱动组件,该横移驱动组件横向的安装于支撑架右侧,该纵移驱动组件安装于横移驱动组件的输出端,该竖移驱动组件安装于纵移驱动组件的输出端,上述取料驱动气缸安装于竖移驱动组件的输出端。
7.作为一种优选方案:所述上料机构包括振动盘和连接于振动盘出料端的直振送料器,该直振送料器上开设有用于供拉钉输送的料道,该料道的端部设置有用于防止拉钉掉落的限位块。
8.作为一种优选方案:所述料道前端设置有用于检测是否有拉钉的物料传感器。
9.作为一种优选方案:所述横向驱动组件包括横向驱动装置和横向滑座,该纵向驱动组件包括纵向驱动装置和纵向滑座,该竖向驱动组件包括竖向驱动装置和竖向滑座,该
横向驱动装置安装于支撑架左侧,该横向滑座安装于横向驱动装置的输出端,该纵向驱动装置安装于横向滑座上,该纵向滑座安装于纵向驱动装置的输出端,该竖向驱动装置安装于纵向滑座上,该竖向滑座安装于竖向驱动装置的输出端。
10.作为一种优选方案:所述横移驱动组件包括横移驱动装置和横移滑座,该纵移驱动组件包括纵移驱动装置和纵移滑座,该竖移驱动组件包括竖移驱动装置和竖移滑座,该纵移驱动装置安装于横移滑座上,该竖移驱动装置安装于纵移滑座上;所述放料座侧旁设置有回收盒,上述取料驱动气缸可移动式位于放料座和回收盒之间。
11.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过采用上料机构、拉钉机构和不良回收机构自动化的实现了拉钉上料、拉钉铆接和不良品回收,降低了人工成本,提高了工作效率;通过采用不良回收机构对铆接完成的产品进行检测,并将拉钉进行回收,提高了加工的精准度,降低了次品率,节约了资源;通过采用第一气动拉钉枪和第二气动拉钉枪同步对待加工产品进行拉钉铆接,提高了工作效率,提高了产品一致性。
12.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
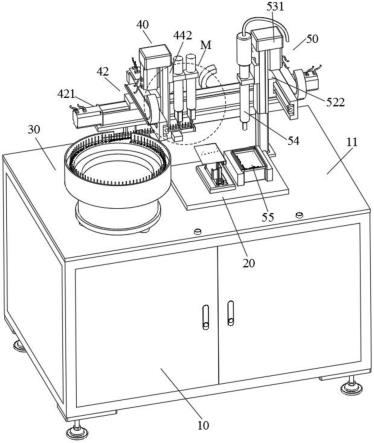
13.图1为本实用新型之双头自动拉钉机立体结构示意图;
14.图2为本实用新型之双头自动拉钉机除去机架立体结构示意图;
15.图3为本实用新型之图1中m处放大图。
16.附图标识说明:
17.图中:10、机架;11、工作台;20、放料座;30、上料机构;31、振动盘;32、直振送料器;321、料道;322、限位块;323、物料传感器;40、拉钉机构;41、支撑架;42、横向驱动组件;421、横向驱动装置;422、横向滑座;43、纵向驱动组件;431、纵向驱动装置;432、纵向滑座;44、竖向驱动组件;441、竖向驱动装置;442、竖向滑座;45、第一气动拉钉枪;46、第二气动拉钉枪;50、不良回收机构;51、横移驱动组件;511、横移驱动装置;512、横移滑座;52、纵移驱动组件;521、纵移驱动装置;522、纵移滑座;53、竖移驱动组件;531、竖移驱动装置;532、竖移滑座;54、取料驱动气缸;55、回收盒。
具体实施方式
18.本实用新型如图1至图3所示,一种双头自动拉钉机,包括有机架10、用于放置待加工产品的放料座20、用于拉钉上料的上料机构30、用于将拉钉铆接至待加工产品上的拉钉机构40和用于回收铆接不紧固之拉钉的不良回收机构50,其中:
19.该机架10上设置有用于安装放料座20、上料机构30、拉钉机构40和不良回收机构50的工作台11;该拉钉机构40位于放料座20和上料机构30之间;该不良回收机构50位于放料座20侧旁;该拉钉机构40包括支撑架41、横向驱动组件42、纵向驱动组件43、竖向驱动组件44、第一气动拉钉枪45和第二气动拉钉枪46,该横向驱动组件42安装于支撑架41左侧,该纵向驱动组件43安装于横向驱动组件42的输出端,该竖向驱动组件44安装于纵向驱动组件43的输出端,该第一气动拉钉枪45和第二气动拉钉枪46竖向平行的安装于竖向驱动组件44
的输出端;该第一气动拉钉枪45和第二气动拉钉枪46均与上料机构30的出料端相对应;该不良回收机构50具有用于吸取铆接不紧固拉钉的取料驱动气缸54,该取料驱动气缸54可移动式位于放料座20侧旁。
20.待加工产品放置于放料座20上,上料机构30对拉钉上料,拉钉机构40之横向驱动组件42、纵向驱动组件43和竖向驱动组件44驱动第一气动拉钉枪45和第二气动拉钉枪46进行横向、纵向和竖向移动,第一气动拉钉枪45和第二气动拉钉枪46将上料机构30上的拉钉转移并铆接至待加工产品中,不良回收机构50之取料驱动气缸54移动至待加工产品侧旁,取料驱动气缸54将铆接不紧固的拉钉取走进行回收;该取料驱动气缸54的取料力度小于将铆接紧固拉钉拔起的力度,取料驱动气缸54能够将铆接不紧固的拉钉取走,但并不能将连接紧固的拉钉拔起;通过采用不良回收机构50对铆接完成的产品进行检测,并将拉钉进行回收,提高了加工的精准度,降低了次品率,节约了资源。
21.通过采用第一气动拉钉枪45和第二气动拉钉枪46同步对待加工产品进行拉钉铆接,提高了工作效率,提高了产品一致性;通过采用上料机构30、拉钉机构40和不良回收机构50自动化的实现了拉钉上料、拉钉铆接和不良品回收,降低了人工成本,提高了工作效率。
22.该不良回收机构50还包括横移驱动组件51、纵移驱动组件52和竖移驱动组件53,该横移驱动组件51横向的安装于支撑架41右侧,该纵移驱动组件52安装于横移驱动组件51的输出端,该竖移驱动组件53安装于纵移驱动组件52的输出端,上述取料驱动气缸54安装于竖移驱动组件53的输出端;该横移驱动组件51、纵移驱动组件52和竖移驱动组件53驱动取料驱动气缸54进行横移、纵移和竖移,取料驱动气缸54将铆接不紧固的拉钉转移并回收。
23.该上料机构30包括振动盘31和连接于振动盘31出料端的直振送料器32,该直振送料器32上开设有用于供拉钉输送的料道321,该料道321的端部设置有用于防止拉钉掉落的限位块322;该料道321对拉钉具有限位作用,防止拉钉位置偏移;通过采用限位块322,限定了拉钉移动的位置,防止拉钉移动至料道321端部时发生掉落。
24.该料道321前端设置有用于检测是否有拉钉的物料传感器323;通过采用物料传感器323能够掌握拉钉来料情况,提高了加工精准度。
25.该横向驱动组件42包括横向驱动装置421和横向滑座422,该纵向驱动组件43包括纵向驱动装置431和纵向滑座432,该竖向驱动组件44包括竖向驱动装置441和竖向滑座442,该横向驱动装置421安装于支撑架41左侧,该横向滑座422安装于横向驱动装置421的输出端,该纵向驱动装置431安装于横向滑座422上,该纵向滑座432安装于纵向驱动装置431的输出端,该竖向驱动装置441安装于纵向滑座432上,该竖向滑座442安装于竖向驱动装置441的输出端。
26.该横向驱动装置421包括横向驱动电机和横向丝杆,该横向驱动电机安装于支撑架41上,该横向驱动电机的轴端连接横向丝杆,该横向丝杆和横向滑座422转动配合;该纵向驱动装置431包括纵向驱动电机和纵向丝杆,该纵向驱动电机安装于横向滑座422上,该纵向驱动电机的轴端连接纵向丝杆,该纵向丝杆和纵向滑座432转动配合;该竖向驱动装置441包括竖向驱动电机和竖向丝杆,该竖向驱动电机安装于纵向滑座432上,该竖向驱动电机的轴端连接竖向丝杆,该竖向丝杆和竖向滑座442转动配合;该横向驱动装置421驱动横向滑座422横向移动;该纵向驱动装置431驱动纵向滑座432纵向移动;该竖向驱动装置441
驱动竖向滑座442竖向移动;通过采用横向驱动电机加横向丝杆的方式提高了位置移动的精准度和稳定性;该横向驱动组件42、纵向驱动组件43、竖向驱动组件44满足了第一气动拉钉枪45和第二气动拉钉枪46位置移动的要求。
27.该横移驱动组件51包括横移驱动装置511和横移滑座512,该纵移驱动组件52包括纵移驱动装置521和纵移滑座522,该竖移驱动组件53包括竖移驱动装置531和竖移滑座532,该纵移驱动装置521安装于横移滑座512上,该竖移驱动装置531安装于纵移滑座522上;所述放料座20侧旁设置有回收盒55,上述取料驱动气缸54可移动式位于放料座20和回收盒55之间。
28.该横移滑座512安装于横移驱动装置511的输出端;该纵移滑座522安装于纵移驱动装置521的输出端;该竖移滑座532安装于竖移驱动装置531的输出端;该横移驱动装置511包括横移驱动电机和横移丝杆,该横移驱动电机安装于支撑架41右侧,该横移驱动电机的轴端连接横移丝杆,该横移丝杆和横移滑座512转动配合;该纵移驱动装置521包括纵移驱动电机和纵移丝杆,该纵移驱动电机安装于横移滑座512上,该纵移驱动电机的轴端连接纵移丝杆,该纵移丝杆和纵移滑座522转动配合;该竖移驱动装置531包括竖移驱动电机和竖移丝杆,该竖移驱动电机安装于纵移滑座522上,该竖移驱动电机的轴端连接竖移丝杆,该竖移丝杆和竖移滑座532转动配合;该横移驱动装置511驱动横移滑座512横移;该纵移驱动装置521驱动纵移滑座522纵移;该竖移驱动装置531驱动竖移滑座532竖移;通过采用横移驱动电机加横移丝杆的方式提高了位置移动的精准度和稳定性;通过横移驱动组件51、纵移驱动组件52和竖移驱动组件53满足了取料驱动气缸54的位置移动要求;取料驱动气缸54将铆接不紧固的拉钉吸取并转移至回收盒55中,节约了资源。
29.该双头自动拉钉机的使用方法及原理如下:
30.待加工产品放置于放料座上,上料机构对拉钉上料,拉钉机构之横向驱动组件、纵向驱动组件和竖向驱动组件驱动第一气动拉钉枪和第二气动拉钉枪进行横向、纵向和竖向移动,第一气动拉钉枪和第二气动拉钉枪将上料机构上的拉钉转移并铆接至待加工产品中,不良回收机构之取料驱动气缸移动至待加工产品侧旁,取料驱动气缸将铆接不紧固的拉钉取走进行回收。
31.本实用新型的设计重点在于,通过采用上料机构、拉钉机构和不良回收机构自动化的实现了拉钉上料、拉钉铆接和不良品回收,降低了人工成本,提高了工作效率;通过采用不良回收机构对铆接完成的产品进行检测,并将拉钉进行回收,提高了加工的精准度,降低了次品率,节约了资源;通过采用第一气动拉钉枪和第二气动拉钉枪同步对待加工产品进行拉钉铆接,提高了工作效率,提高了产品一致性。
32.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所做的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。