1.本技术主要涉及烟用滤棒设备技术领域,特别是涉及一种多元滤棒复合设备及工艺。
背景技术:
2.多元复合滤棒是卷烟领域中的重要原料之一,多元滤棒能够提高消费者抽吸卷烟的舒适度;同时不同的多元滤棒能够丰富滤棒烟支的产品品类;进而提升烟支产品的品牌辨识度。市场上较为常见的有二元滤棒及二元滤棒复合机、三元滤棒及三元滤棒复合机;对于四元复合滤棒及更多元复合滤棒的制造基本依赖现有的二元滤棒复合机和三元滤棒复合机分批次复合制作;如:目前简单的abcd四元复合滤棒制作,通常先采用二元滤棒复合机将a、b基本段复合ab基棒单元,在将ab基棒单元与c、d基棒通过三元滤棒复合机复合成所需的abcd四元复合滤棒;该四元复合滤棒复合工艺两次复合,降低了生产效率的同时,增加了基棒复合中所用的高透纸层数,材料成本高。
技术实现要素:
3.为解决上述技术问题,本发明提供一种新的多元滤棒复合设备及工艺。
4.本发明提供的技术方案如下:
5.一种多元滤棒复合设备,包括:
6.复合装置、切割装置以及多件基棒分切机构,
7.每件基棒分切机构均包括:进料斗、分切单元和输送轮组;
8.进料斗用于各元基棒的上料输送;
9.所述分切单元包括:分切毂轮和刀库;所述分切毂轮设置于所述进料斗的出口侧;所述刀库设置于所述分切毂轮的一侧;分切毂轮设有承接基棒用的毂轮槽,以及与所述刀库的刀片配合用的分切槽;
10.所述输送轮组包括:与所述分切毂轮对接的拨盘,以及与所述拨盘对接的输送轮;
11.多件基棒分切机构并排设置,且多件基棒分切机构的输送轮组依次对接;
12.多件基棒分切机构用于将各来料基棒分切成预设规定长度的基棒单元,并将分切成的基棒单元按照目标多元滤棒的进行组合排序,以输出按照目标多元滤棒顺序排列的棒段组合结构;
13.所述复合装置对接于最末端基棒分切机构的输送轮组,复合装置用以将所述按照目标多元滤棒顺序排列的棒段组合结构复合形成目标滤棒长条;
14.所述切割装置用于切割所述目标滤棒长条,以形成所述目标多元滤棒。
15.需说明的是,本技术多元滤棒复合设备中的多指大于等于四的整数。
16.进一步地,本技术的多元滤棒复合设备,包括:设置于所述复合装置与切割装置之间的转运装置,所述转运装置用以将复合装置输出的所述目标滤棒长条转运输送至所述切割装置。
17.进一步地,所述转运装置为输送带装置或机械手装置;
18.所述输送带装置的进料端与所述复合装置的出料端相连,输送带装置的出料端与所述切割装置的进料端相连;复合装置输出的目标滤棒长条经输送装置输送至切割装置;
19.或者式,复合装置输出的目标滤棒长条通过机械手装置转运至切割装置。
20.进一步地,依据目标多元滤棒,确定按照所述目标多元滤棒顺序循环排列的棒段组合结构;
21.依据循环排列的所述棒段组合结构,设定复合设备中的基棒分切机构数量。
22.本技术还提供一种多元滤棒复合工艺,包括以下步骤:
23.获取目标多元滤棒;
24.依据所述目标多元滤棒,确定按照所述目标多元滤棒顺序循环排列的棒段组合结构;
25.依据循环排列的所述棒段组合结构,确定复合设备中所需基棒分切机构的数量,以及多件基棒分切机构中的各元基棒进料布局;
26.复合设备中的所有基棒分切机构一同连续输出按所述目标多元滤棒顺序循环排列的棒段组合结构;
27.基于所述棒段组合结构,复合形成目标多元滤棒长条;
28.切割所述目标多元滤棒长条,以形成所述目标多元滤棒。
29.进一步地,所述基于所述棒段组合结构,复合形成目标多元滤棒长条;包括:通过复合设备中的复合装置将按照目标多元滤棒顺序循环排列的棒段组合结构复合形成目标滤棒长条。
30.进一步地,所述切割所述目标多元滤棒长条,以形成所述目标多元滤棒;包括:通过复合设备的切割装置切割所述目标滤棒长条,以形成所述目标多元滤棒。
31.有益效果:
32.本技术提供的一种多元滤棒复设备,包括复合装置、切割装置以及多件基棒分切机构;通过多件基棒分切机构将各来料基棒分切成预设规定长度的基棒单元,并将分切成的基棒单元按照目标多元滤棒的进行组合排序,输出按照目标多元滤棒顺序排列的棒段组合结构;复合装置将按照目标多元滤棒顺序循环排列的棒段组合结构复合形成目标滤棒长条;以及切割装置切割所述目标滤棒长条,形成所需的目标多元滤棒。本技术的多元滤棒复合设备能够仅一次复合制造出所需的目标多元复合滤棒。
附图说明
33.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
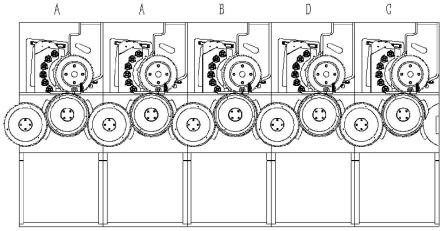
34.图1为本发明一种多元滤棒复合设备的结构示意图;
35.图2为图1中基棒分切机构的结构示意图;
36.图3为本发明一种多元滤棒复合工艺的流程图;
37.图4为本技术一实施方案中目标四元复合滤棒的排序结构图;
38.附图标记:10、进料斗,20、分切单元,21、分切毂轮,22、刀库,30、输送轮组,31、拨盘,32、输送轮,40、机架。
具体实施方式
39.为了使本领域的技术人员更好地理解本技术中的技术方案,下面将对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
40.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件上,它可以直接在另一个元件上或者间接设置在另一个元件上;当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至另一个元件上。
41.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
42.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多该特征。在本技术的描述中,“多个”、“若干个”的含义是两个或两个以上,除非另有明确具体的限定。
43.须知,本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本技术可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本技术所能产生的功效及所能达成的目的下,均应仍落在本技术所揭示的技术内容所能涵盖的范围内。
44.如图1、图2所示,本发明实施例提供一种多元滤棒复合设备,包括:复合装置、切割装置以及多件基棒分切机构;每件基棒分切机构均包括:进料斗10、分切单元20和输送轮组30;进料斗用于各元基棒的上料输送;所述分切单元包括:分切毂轮21和刀库22;所述分切毂轮设置于所述进料斗的出口侧;所述刀库设置于所述分切毂轮的一侧;分切毂轮设有承接基棒用的毂轮槽,以及与所述刀库的刀片配合用的分切槽;所述输送轮组30包括:与所述分切毂轮对接的拨盘31,以及与所述拨盘对接的输送轮32;多件基棒分切机构并排设置,且多件基棒分切机构的输送轮组依次对接;多件基棒分切机构用于将各来料基棒分切成预设规定长度的基棒单元,并将分切成的基棒单元按照目标多元滤棒的进行组合排序,以输出按照目标多元滤棒顺序排列的棒段组合结构;所述复合装置对接于最末端基棒分切机构的输送轮组,复合装置用以将所述按照目标多元滤棒顺序排列的棒段组合结构复合形成目标滤棒长条;所述切割装置用于切割所述目标滤棒长条,以形成所述目标多元滤棒。
45.上述方案中,通过多件基棒分切机构将各来料基棒分切成预设规定长度的基棒单元,并将分切成的基棒单元按照目标多元滤棒的进行组合排序,输出按照目标多元滤棒顺序排列的棒段组合结构;复合装置将按照目标多元滤棒顺序循环排列的棒段组合结构复合形成目标滤棒长条;以及切割装置切割所述目标滤棒长条,形成所需的目标多元滤棒。本申
请的多元滤棒复合设备能够仅一次复合制造出所需的目标多元复合滤棒。
46.作为一种优选方案,本技术的多元滤棒复合设备,包括:设置于所述复合装置与切割装置之间的转运装置,所述转运装置用以将复合装置输出的所述目标滤棒长条转运输送至所述切割装置。
47.具体的,所述转运装置为输送带装置或机械手装置;
48.所述输送带装置的进料端与所述复合装置的出料端相连,输送带装置的出料端与所述切割装置的进料端相连;复合装置输出的目标滤棒长条经输送装置输送至切割装置;或者式,复合装置输出的目标滤棒长条通过机械手装置转运至切割装置。
49.更为优选的,本技术依据目标多元滤棒,确定按照所述目标多元滤棒顺序循环排列的棒段组合结构;依据循环排列的所述棒段组合结构,设定复合设备中的基棒分切机构数量。依据上述方案来确定基棒分切机构数量,能够确定出所需的基棒分切机构的最小数量,有效节约成本。
50.参照图3,本技术还提供一种多元滤棒复合工艺,包括以下步骤:
51.获取目标多元滤棒;
52.依据所述目标多元滤棒,确定按照所述目标多元滤棒顺序循环排列的棒段组合结构;
53.依据循环排列的所述棒段组合结构,确定复合设备中所需基棒分切机构的数量,以及多件基棒分切机构中的各元基棒进料布局;
54.复合设备中的所有基棒分切机构一同连续输出按所述目标多元滤棒顺序循环排列的棒段组合结构;
55.基于所述棒段组合结构,复合形成目标多元滤棒长条;
56.切割所述目标多元滤棒长条,以形成所述目标多元滤棒。
57.上述的多元滤棒复合工艺方案,只需要通过一次复合,制造形成所需的目标多元复合滤棒,减少工序提高生产效率的同时,还能够有效减少基棒复合过程中用的高透纸材料,降低材料成本。
58.进一步地,所述基于所述棒段组合结构,复合形成目标多元滤棒长条;包括:通过复合设备中的复合装置将按照目标多元滤棒顺序循环排列的棒段组合结构复合形成目标滤棒长条。
59.进一步地,所述切割所述目标多元滤棒长条,以形成所述目标多元滤棒;包括:通过复合设备的切割装置切割所述目标滤棒长条,以形成所述目标多元滤棒。
60.参照图1、图2和图4所示,本技术所需制造一种bacdcab的目标四元复合滤棒,a、b、c、d分别指代各元基棒;图中,abacdc复合滤棒长条,abacdc复合滤棒长条的竖线位置为切割装置的刀头切割位,按竖线切割可形成bacdcab的目标四元复合滤棒。图1中沿分切基棒的输送方向依次为c基棒分切机构、d基棒分切机构、b基棒分切机构、a基棒分切机构和a基棒分切机构;各基棒分切机构的进料斗、分切单元和输送轮组均设置于机架40。
61.现有滤棒复合设备设计过程中,参照abacdc的复合滤棒长条结构,依据该复合滤棒长条结构的abacdc-abacdc的循环结构方式,通常设置六件基棒分切机构,各自分切排序输出abacdc的棒段组合结构,进而复合形成目标四元滤棒长条。
62.本技术基于bacdcab的目标四元复合滤棒,确定出其bacdca循环排列的棒段组合
结构,依据bacdca-bacdca的循环结构方式,复合设备中的基棒分切机构数量则只需要五件,且配合复合装置,依旧能制造出所需的目标四元复合滤棒长条。
63.具体的,图1所示的复合设备中,c基棒分切机构每次提供两件分切好的c基棒段,d基棒分切机构每次提供一件分切好的d基棒段,b基棒分切机构每次提供两件分切好的b基棒段,第一件a基棒分切机构每次提供两件分切好的a基棒段,末端的a基棒分切机构每次提供两件分切好的a基棒段。通过设置各基棒分切机构的输送轮组的转速比,能够确保d基棒段间隔的落入两件c基棒段之间,两件b基棒段分别按aba-aba的形式落入四件a基棒段中;确保形成bacdca-bacdca的循环排列的棒段组合结构,进而配合复合装置一次复合制造出所需的目标四元复合滤棒长条。相较于现有滤棒复合设备常规设计思路,能够确定出所需的基棒分切机构的最小数量,有效节约复合设备成本。
64.需要说明的是,本技术的复合装置、切割装置、拨盘、输送轮和刀库的具体结构均参照现有技术设置。本技术的多元滤棒复合工艺还包括:控制系统,复合装置、切割装置和多件基棒分切机构均与控制系统连接,控制系统参照现有技术设置,用以控制复合装置、切割装置以及多件基棒分切机构的运转。
65.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
