1.本发明涉及电容器技术领域,具体为一种低噪音电容器的制造方法。
背景技术:
2.两个相互靠近的导体,中间夹一层不导电的绝缘介质,这就构成了电容器。当电容器的两个极板之间加上电压时,电容器就会储存电荷。电容器的电容量在数值上等于一个导电极板上的电荷量与两个极板之间的电压之比。电容器的电容量的基本单位是法拉(f)。在电路图中通常用字母c表示电容元件。
3.目前,电容器在工作中发出的噪声越来越得到重视。对此,不同的生产厂家已经尝试采用不同的方法来降低电容器,但对电容器的噪音降低的效果有限,无法满足人们的使用需求,为此,我们提出一种低噪音电容器的制造方法。
技术实现要素:
4.本发明的目的在于提供一种低噪音电容器的制造方法,具备低噪音的优点,解决了电容器的噪音降低的效果有限,无法满足人们使用需求的问题。
5.为实现上述目的,本发明提供如下技术方案:一种低噪音电容器的制造方法,包括壳体,所述壳体内腔的底部焊接有外网筒和内网筒,所述外网筒和内网筒之间填充有降噪胶泥,所述内网筒的内侧设置有芯子,所述芯子的上端设置有引脚,所述壳体的内腔与外网筒和芯子的外侧之间设置有热固性封装材料,该低噪音电容器的制造方法包括以下步骤:壳体:溶铝锭-熔炼-铸轧-冷轧-热处理-分切-冲压成型;卷绕:根据电容器的容量、尺寸将金属化聚合物膜卷绕成电容器芯子;热压:在一定的热压温度和热压时间下将卷绕成型的电容器芯子在模具上热压定型,使其每一层充分贴合;外网筒和内网筒:选取一百八十目到三百目之间铝金属网板,分切后卷绕定型,接着分别焊接在壳体内腔的底部,并且外网筒和内网筒之间的间隔在一毫米到三毫米之间;填充:在外网筒和内网筒之间填充降噪胶泥,并压实,接着,对外网筒外侧和内网筒内侧进行清理,接着,填充热固性封装材料;组装:将热压后的电容器芯子经过喷金、聚合、赋能、点焊、封装、固化等步骤,制造为成品电容器;其中,降噪胶泥包括如下质量份数的各组分:丁二烯橡胶110份,软化剂300-550份,聚酯纤维26-46份,铝粉18-30份,增粘剂25-55份,填充剂3800-4200份,增白剂18-35份,降噪胶泥的制备方法,其步骤为:(1)、泡胶:将丁二烯橡胶在开炼机上压成1.3~2mm厚的胶片,然后将丁二烯橡胶胶片置于自身重量2~3倍的软化剂中,浸泡不少于24小时;
(2)、捏炼:将步骤(1)浸泡后的丁二烯橡胶胶片和软化剂的混合物置入捏合机中,然后加入增粘剂、聚酯纤维、铝粉、填充剂、增白剂和剩余的软化剂,捏合30~40分钟,捏合温度达到55~80℃时排出捏合好的胶泥;(3)、成型:将步骤(2)捏合好的胶泥填入预成型机内,通过调整挤出机口型,得到所需尺寸的降噪胶泥成品。
6.优选的,所述填充剂为500~600目的重质碳酸钙。
7.优选的,所述软化剂为透明石蜡油或透明环烷油。
8.与现有技术相比,本发明的有益效果如下:本发明通过外网筒和内网筒的设置,能够对噪音进行阻隔分散,降低了噪音的传播,同时,在降噪胶泥的作用下,能够对噪音进行阻隔和缓冲,并在热固性封装材料的辅助下,实现了有效降噪的能力,满足了人们的使用需求。
附图说明
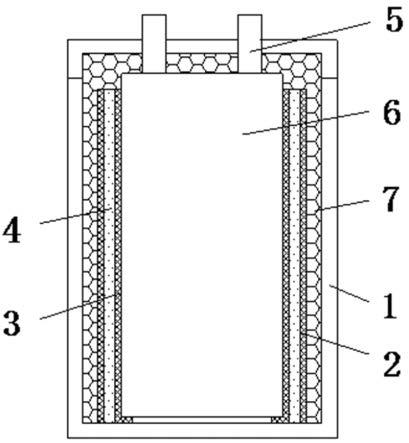
9.图1为本发明电容器结构示意图。
10.图中:1、壳体;2、外网筒;3、内网筒;4、降噪胶泥;5、引脚;6、芯子;7、热固性封装材料。
具体实施方式
11.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
12.本申请的壳体1、外网筒2、内网筒3、降噪胶泥4、引脚5、芯子6和热固性封装材料7部件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
13.请参阅图1,一种低噪音电容器的制造方法包括壳体1,壳体1内腔的底部焊接有外网筒2和内网筒3,外网筒2和内网筒3之间填充有降噪胶泥4,内网筒3的内侧设置有芯子6,芯子6的上端设置有引脚5,壳体1的内腔与外网筒2和芯子6的外侧之间设置有热固性封装材料7,该低噪音电容器的制造方法包括以下步骤:壳体1:溶铝锭-熔炼-铸轧-冷轧-热处理-分切-冲压成型;卷绕:根据电容器的容量、尺寸将金属化聚合物膜卷绕成电容器芯子;热压:在一定的热压温度和热压时间下将卷绕成型的电容器芯子在模具上热压定型,使其每一层充分贴合;外网筒2和内网筒3:选取一百八十目到三百目之间铝金属网板,分切后卷绕定型,接着分别焊接在壳体内腔的底部,并且外网筒2和内网筒3之间的间隔在一毫米到三毫米之间;填充:在外网筒2和内网筒3之间填充降噪胶泥4,并压实,接着,对外网筒2外侧和内网筒3内侧进行清理,接着,填充热固性封装材料7;
组装:将热压后的电容器芯子经过喷金、聚合、赋能、点焊、封装、固化等步骤,制造为成品电容器;其中,降噪胶泥4包括如下质量份数的各组分:丁二烯橡胶110份,软化剂300-550份,聚酯纤维26-46份,铝粉18-30份,增粘剂25-55份,填充剂3800-4200份,增白剂18-35份,降噪胶泥4的制备方法,其步骤为:(1)、泡胶:将丁二烯橡胶在开炼机上压成1.3~2mm厚的胶片,然后将丁二烯橡胶胶片置于自身重量2~3倍的软化剂中,浸泡不少于24小时;(2)、捏炼:将步骤(1)浸泡后的丁二烯橡胶胶片和软化剂的混合物置入捏合机中,然后加入增粘剂、聚酯纤维、铝粉、填充剂、增白剂和剩余的软化剂,捏合30~40分钟,捏合温度达到55~80℃时排出捏合好的胶泥;(3)、成型:将步骤(2)捏合好的胶泥填入预成型机内,通过调整挤出机口型,得到所需尺寸的降噪胶泥4成品。
14.填充剂为500~600目的重质碳酸钙。
15.软化剂为透明石蜡油或透明环烷油。
16.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
技术特征:
1.一种低噪音电容器的制造方法,包括壳体,所述壳体内腔的底部焊接有外网筒和内网筒,所述外网筒和内网筒之间填充有降噪胶泥,所述内网筒的内侧设置有芯子,所述芯子的上端设置有引脚,所述壳体的内腔与外网筒和芯子的外侧之间设置有热固性封装材料,该低噪音电容器的制造方法包括以下步骤:壳体:溶铝锭-熔炼-铸轧-冷轧-热处理-分切-冲压成型;卷绕:根据电容器的容量、尺寸将金属化聚合物膜卷绕成电容器芯子;热压:在一定的热压温度和热压时间下将卷绕成型的电容器芯子在模具上热压定型,使其每一层充分贴合;外网筒和内网筒:选取一百八十目到三百目之间铝金属网板,分切后卷绕定型,接着分别焊接在壳体内腔的底部,并且外网筒和内网筒之间的间隔在一毫米到三毫米之间;填充:在外网筒和内网筒之间填充降噪胶泥,并压实,接着,对外网筒外侧和内网筒内侧进行清理,接着,填充热固性封装材料;组装:将热压后的电容器芯子经过喷金、聚合、赋能、点焊、封装、固化等步骤,制造为成品电容器;其中,降噪胶泥包括如下质量份数的各组分:丁二烯橡胶110份,软化剂300-550份,聚酯纤维26-46份,铝粉18-30份,增粘剂25-55份,填充剂3800-4200份,增白剂18-35份,降噪胶泥的制备方法,其步骤为:(1)、泡胶:将丁二烯橡胶在开炼机上压成1.3~2mm厚的胶片,然后将丁二烯橡胶胶片置于自身重量2~3倍的软化剂中,浸泡不少于24小时;(2)、捏炼:将步骤(1)浸泡后的丁二烯橡胶胶片和软化剂的混合物置入捏合机中,然后加入增粘剂、聚酯纤维、铝粉、填充剂、增白剂和剩余的软化剂,捏合30~40分钟,捏合温度达到55~80℃时排出捏合好的胶泥;(3)、成型:将步骤(2)捏合好的胶泥填入预成型机内,通过调整挤出机口型,得到所需尺寸的降噪胶泥成品。2.根据权利要求1所述的一种低噪音电容器的制造方法,其特征在于:所述填充剂为500~600目的重质碳酸钙。3.根据权利要求1所述的一种低噪音电容器的制造方法,其特征在于:所述软化剂为透明石蜡油或透明环烷油。
技术总结
本发明公开了一种低噪音电容器的制造方法,包括壳体,壳体内腔的底部焊接有外网筒和内网筒,外网筒和内网筒之间填充有降噪胶泥,内网筒的内侧设置有芯子,芯子的上端设置有引脚,壳体的内腔与外网筒和芯子的外侧之间设置有热固性封装材料,该低噪音电容器的制造方法包括以下步骤:壳体:溶铝锭-熔炼-铸轧-冷轧-热处理-分切-冲压成型,卷绕:根据电容器的容量、尺寸将金属化聚合物膜卷绕成电容器芯子。本发明通过外网筒和内网筒的设置,能够对噪音进行阻隔分散,降低了噪音的传播,同时,在降噪胶泥的作用下,能够对噪音进行阻隔和缓冲,并在热固性封装材料的辅助下,实现了有效降噪的能力,满足了人们的使用需求。满足了人们的使用需求。满足了人们的使用需求。
技术研发人员:党小军 张腾跃 党建
受保护的技术使用者:东莞市新熠杰电子科技有限公司
技术研发日:2022.11.29
技术公布日:2023/1/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。