1.本公开涉及一种用于由空气成型的纤维素坯料结构形成纤维素产品的成型模具系统。该成型模具系统包括第一模具部分和第二模具部分,其中,该第一模具部分和该第二模具部分被构造用于在按压方向上相对于彼此移动。本公开进一步涉及一种用于在成型模具系统中由空气成型的纤维素坯料结构形成纤维素产品的方法。
背景技术:
2.纤维素纤维常被用作用于生产或制造产品的原材料。由纤维素纤维形成的产品可以在需要具有可持续产品的许多不同情形中使用。纤维素纤维可以生产多种产品,例如一次性的盘子和杯子、餐具、盖子、瓶盖、咖啡包、坯料结构和包装材料。
3.成型模具系统通常在由包括纤维素纤维的原材料制造纤维素产品时使用,并且传统上纤维素产品是用湿式成型技术生产的。通常用于纤维素纤维产品的材料是湿式模制的浆料。湿式模制的浆料具有被视为可持续包装材料的优势,这是因为它是由生物材料生产的并且可以在使用后回收。因此,湿式模制的浆料针对不同的应用的普及率迅速增加。湿式模制的浆料制品通常通过将抽吸成型模具浸没到包含纤维素纤维的液体或半液体浆料悬浮液或浆料中来形成,并且当施加吸力时,通过将纤维沉积到成型模具上,按照所需产品的形状来形成浆料体。对于所有的湿式成型技术,存在对湿式模制的产品进行干燥的需求,其中干燥是生产中非常耗时且耗能的部分。对于纤维素产品的美学、化学和机械性能的要求正在增加,并且由于湿式成型的纤维素产品的性能,机械强度、柔性、材料厚度的自由度、以及化学性能受到限制。在湿式成型工艺中,也难以高精度地控制产品的机械性能。
4.生产纤维素产品的领域中的一个进展是不使用湿式成型技术来形成纤维素纤维。代替由液体或半液体浆料悬浮液或浆料形成纤维素产品,使用空气成型的纤维素坯料结构。将空气成型的纤维素坯料结构插入到成型模具中,并且在纤维素产品的成型期间,纤维素坯料经受高成型压力和高成型温度。当将纤维素坯料结构插入到成型模具中时,存在纤维素坯料结构以不期望的方式破裂开的风险,这导致纤维素产品的不恰当成型。这是传统纤维素高压成型模具的常见问题,尤其是对于深冲压产品,从而导致产品质量低。传统成型模具的其它问题(尤其是在形成深冲压产品时)是在插入到成型模具期间形成纤维素坯料结构的裂缝、纤维分离、材料断裂或其它不希望的结构弱化。
5.因此,需要一种改进的成型模具系统和方法,用于由空气成型的纤维素坯料结构形成纤维素产品。
技术实现要素:
6.本公开的一个目的是提供一种用于由空气成型的纤维素坯料结构形成纤维素产品的成型模具系统;以及一种用于在成型模具系统中由空气成型的纤维素坯料结构形成纤维素产品的方法,其中避免了先前提到的问题。这个目的至少部分通过独立权利要求所述
的特征来实现。从属权利要求包含用于由空气成型的纤维素坯料结构形成纤维素产品的成型模具系统以及用于在成型模具系统中从空气成型的纤维素坯料结构形成纤维素产品的方法的进一步进展。
7.本公开涉及一种用于从空气成型的纤维素坯料结构形成纤维素产品的成型模具系统。该成型模具系统包括第一模具部分和第二模具部分,其中,该第一模具部分和该第二模具部分被构造用于在按压方向上相对于彼此移动。第二模具部分包括成型空腔部段和入口部段,其中,该入口部段被布置成连接至成型空腔部段并且被构造用于促进纤维素坯料结构移位至成型空腔部段的成型空腔中。入口部段包括限定入口开口的过渡表面,其中入口开口具有朝向成型空腔的锥形构造。
8.这些特征的优点在于,具有由过渡表面限定的锥形构造的入口开口促进将纤维素坯料结构运送或移位到成型空腔中。纤维素坯料结构是在处理时容易破损的蓬松结构,并且与这种蓬松的纤维素结构组合使用的传统成型模具在成型过程期间经常产生问题。当将纤维素坯料结构插入到成型模具中时,存在纤维素坯料结构以不期望的方式破裂开的风险,这导致纤维素产品的不恰当成型。利用根据本公开的入口开口的锥形构造,避免了这些问题,对于深冲压产品也是如此。通过入口开口,可以在成型模具系统中生产具有高质量和产品光洁度的产品。当将纤维素坯料结构移位到成型模具中时,锥形构造防止裂缝、纤维分离、材料断裂或其它不希望的结构弱化的形成。该系统还能够生产深冲压产品,该深冲压产品在完成后缺乏在基本垂直于按压方向的方向上或者在基本上与深冲压产品的侧面正交或垂直的方向上从深冲压产品的侧面向外延伸的表面。在纤维素产品中,可因此避免类似于帽子边沿的这种表面,在这种情况中,不需要该表面的。与金属深冲压产品不同,对于纤维素产品,由于纤维素产品的材料特性,在深冲压纤维素产品形成之后,这种表面不容易通过例如研磨或切割去除。
9.根据本公开的一个方面,过渡表面从第二模具部分的外模具部段朝向成型空腔的空腔入口开口延伸。
10.根据本公开的另一方面,第一模具部分的第一壁表面部段和过渡表面形成内撕开布置。内撕开布置被构造用于在第一壁表面部段和过渡表面之间将纤维素坯料结构部分与纤维素坯料结构至少部分地分离。通过分离纤维素坯料结构部分与纤维素坯料结构,简化了纤维素坯料结构到成型空腔中的运送。对于高质量纤维素产品的高效成型来说,纤维素坯料结构可能是过大的结构,并且分离提供了更小且更易成型的结构。
11.根据本公开的一个方面,第一模具部分包括从第一壁表面部段向外布置的第二壁表面部段。第二模具部分包括从入口开口向外布置的第三壁表面部段。第二壁表面部段和第三壁表面部段形成外撕开布置,并且该外撕开布置被构造用于在第二壁表面部段和第三壁表面部段之间预分离纤维素坯料结构。通过纤维素坯料结构的预分离,更进一步地简化了纤维素坯料结构到成型空腔中的运送。纤维素坯料结构被构造成预分离的较小结构,该预分离的较小结构适合于内撕开布置的进一步分离步骤。该两步分离过程高效地形成了高质量的纤维素产品,并且预分离提供了更小且更易成型的纤维素坯料结构。
12.根据本公开的另一方面,过渡表面具有弯曲锥形构造。弯曲锥形构造提供了过渡表面的平滑过渡形状,用于纤维素坯料结构的高效且受控的移位。
13.根据本公开的另外方面,过渡表面包括在朝向成型空腔的方向上从外模具部段延
伸的第一表面部段,以及在朝向成型空腔的方向上从第一表面部段延伸的第二表面部段。第一表面部段具有弯曲锥形构造,并且第二表面部段具有弯曲锥形构造或截头圆锥状锥形构造。具有两个表面部段(具有所述形状)的构造提供了纤维素坯料结构的替代的有效且受控的移位。
14.根据本公开的一个方面,第二模具部分进一步包括边缘成型部段,该边缘成型部段被造成用于预成形纤维素坯料结构部分并且形成纤维素产品的边缘。边缘成型部段布置在入口部段和成型空腔部段之间。当纤维素坯料结构部分的纤维素纤维被压紧并且被推入到成型空腔中时,形成纤维素产品的边缘。当纤维素坯料结构部分移位到成型空腔中时,布置在纤维素坯料结构部分的上部部段处的纤维被压缩并且成形为边缘。纤维在按压方向上的压缩和运送支撑在纤维素坯料结构部分的移位期间形成紧凑且轮廓分明的边缘。边缘成型部段可以进一步用于确保纤维素坯料结构部分与纤维素坯料结构完全或基本上完全分离。
15.根据本公开的另一方面,边缘成型部段包括壁表面。壁表面连接入口部段和成型空腔部段,并且壁表面在按压方向上或基本上在按压方向上在入口部段和成型空腔部段之间延伸。在按压方向上的延伸用于高效地将纤维素坯料结构部分与纤维素坯料主体分离。壁表面平行于或基本上平行于按压方向布置。壁表面以及边缘成型部段在按压方向上的延伸可以根据成型模具系统的设计而变化。
16.根据本公开的另外方面,入口部段包括从外模具部段朝向成型空腔延伸的一个或更多个突起,和/或从外模具部段朝向成型空腔延伸的一个或更多个凹槽。一个或更多个突起和/或一个或更多个凹槽被构造用于控制纤维素坯料结构到成型空腔中的移位。一个或更多个突起和/或一个或更多个凹槽支撑进入成型空腔的受控移位。
17.根据本公开的一个方面,入口部段被布置为第二模具部分的一体结构。利用这种构造,第二模具部分可以由具有高强度和高光洁度的单件材料制成。
18.根据本公开的另一方面,第一模具部分和/或第二模具部分包括变形元件。变形元件被构造用于在成型空腔中的纤维素坯料结构上施加成型压力。变形元件提供纤维素产品的高效成型,尤其是在具有复杂形状或结构增强的情况下。
19.根据本公开的另外方面,成型压力在1-100mpa,优选4-20mpa的范围中。在所述压力范围内形成纤维素产品是通过纤维素纤维在纤维素坯料结构中的氢键来确保高效的原纤维聚集。
20.根据本公开的一个方面,成型压力是均衡成型压力。均衡成型压力提供具有复杂形状的纤维素产品的高效成型。
21.根据本公开的另一方面,变形元件的侧壁部段和过渡表面形成压紧布置。压紧布置被构造用于在侧壁部段和过渡表面之间压紧纤维素坯料结构。压紧布置确保纤维素坯料结构到成型空腔中的高效运送,其中在按压方向上具有减小尺寸的狭口或间隙在第一模具部分和/或第二模具部分沿按压方向移动期间被形成在侧壁部段和过渡表面之间。
22.本公开进一步涉及一种用于在成型模具系统中由空气成型的纤维素坯料结构形成纤维素产品的方法。该成型模具系统包括第一模具部分和第二模具部分,并且该第一模具部分和该第二模具部分在按压方向上相对于彼此可移动地布置。第二模具部分包括成型空腔部段和入口部段。入口部段被布置成连接至成型空腔部段并且被构造用于促进纤维素
坯料结构移位至成型空腔部段的成型空腔中。入口部段包括限定入口开口的过渡表面,其中入口开口具有朝向成型空腔的锥形构造。该方法包括以下步骤:提供空气成型的纤维素坯料结构并且将该纤维素坯料结构供给到成型模具系统;在第一模具部分和第二模具部分之间的位置中,在第一构型中将纤维素坯料结构布置成与入口部段连接;在按压方向上移动第一模具部分和/或第二模具部分,并且利用第一模具部分将纤维素坯料结构移位到成型空腔中,并且在纤维素坯料结构的移位期间,控制具有过渡表面的纤维素坯料结构从第一构型到第二构型的成形,其中,在第二构型中的纤维素坯料结构被成形为三维纤维素坯料主体;通过将三维纤维素坯料主体加热至成型温度并且利用成型压力在第一模具部分和第二模具部分之间的成型空腔中按压三维纤维素坯料主体,形成纤维素产品。
23.该方法的优点在于,由过渡表面限定的锥形构造促进通过入口开口将纤维素坯料结构运送或移位到成型空腔中。纤维素坯料结构是容易在处理时破损的蓬松结构,并且过渡表面防止纤维素坯料结构以不期望的方式破裂开,这导致形成高质量的纤维素产品,对于深冲压产品也是如此。通过入口开口,可以在成型模具系统中生产具有高光洁度的产品。锥形构造进一步防止在将纤维素坯料结构移位到成型模具中期间形成裂缝、纤维分离、材料断裂或其它不希望的结构弱化。至于该系统,该方法还能够生产深冲压产品,该深冲压产品在完成后缺乏在基本垂直于按压方向的方向上或者在与深冲压产品的侧面基本正交或垂直的方向上从深冲压产品的侧面向外延伸的表面。对于纤维素产品,可因此避免类似于帽子边沿的这种表面,在这种情况中,这种表面是不需要的。与金属深冲压产品不同,对于纤维素产品,由于纤维素产品的材料特性,在深冲压纤维素产品形成之后,这种表面不容易通过例如研磨或切割去除。
24.根据本公开的一个方面,第一模具部分的第一壁表面部段和过渡表面形成内撕开布置。该方法包括以下步骤:在第一模具部分和/或第二模具部分沿按压方向移动期间,利用第一壁表面部段和过渡表面之间的内撕开布置来至少部分地撕开纤维素坯料结构。通过分离纤维素坯料结构部分与纤维素坯料结构,简化了纤维素坯料结构到成型空腔中的运送。对于高质量纤维素产品的高效成型来说,纤维素坯料结构可能是过大的结构,并且分离提供了更小且更易成型的结构。
25.根据本公开的另一方面,该方法包括以下步骤:在纤维素坯料结构的撕开期间,至少部分地分离纤维素坯料结构部分与纤维素坯料结构,其中,被至少部分地分离的纤维素坯料结构部分形成处于第二构型的三维纤维素坯料主体。通过分离纤维素坯料结构部分与纤维素坯料结构,简化了向纤维素坯料主体的转变。对于高质量纤维素产品的高效成型来说,纤维素坯料结构可能是过大的结构,并且分离提供了更小且更易成型的结构。
26.根据本公开的另外方面,第一模具部分包括从第一壁表面部段向外布置的第二壁表面部段。第二模具部分包括布置从入口开口向外布置的第三壁表面部段。第二壁表面部段和第三壁表面部段形成外撕开布置。该方法包括以下步骤:在利用内撕开布置至少部分地撕开纤维素坯料结构之前,在第一模具部分和/或第二模具部分沿按压方向移动期间,在第二壁表面部段和第三壁表面部段之间利用外撕开布置预分离纤维素坯料结构。通过纤维素坯料结构的预分离,更进一步地简化了纤维素坯料结构到成型空腔中的运送。纤维素坯料结构被分离成更小的结构,该更小的结构适合于内撕开布置的进一步分离步骤。该两步分离过程高效地形成了高质量的纤维素产品,并且预分离提供了更小且更易成型的纤维素
坯料结构。
27.根据本公开的一个方面,纤维素坯料结构的第一构型是扁平的形状或基本扁平的形状。当为了实现高效的成型过程而在第一模具部分和第二模具部分之间布置纤维素坯料结构时,平坦的或基本平坦的形状是适合的。
28.根据本公开的另一方面,该方法包括以下步骤:将三维纤维素坯料主体成形为处于第二构型的褶叠三维构造。褶叠的构造确保纤维素产品在成型空腔中的高效成型。褶叠防止纤维素坯料结构在成型为纤维素产品时开裂或破损。
29.根据本公开的另外方面,该方法包括以下步骤:在纤维素坯料结构从第一构型变形到第二构型期间,压缩纤维素坯料结构。压缩提供了纤维素坯料结构的预成型或预成形,以改善纤维素产品的成型。与未压缩的结构相比,压缩的纤维素坯料结构更容易处理,并且确保当施加成型温度和成型压力时在成型空腔中的更好的成型结果。
30.根据本公开的一个方面,第一模具部分和/或第二模具部分包括变形元件。该方法包括以下步骤:在纤维素产品的成型期间,利用变形元件在成型空腔中的三维纤维素坯料主体上施加成型压力。变形元件提供纤维素产品的高效成型,尤其是在具有复杂形状或结构增强的情况下。
31.根据本公开的另一方面,变形元件的侧壁部段和过渡表面形成压紧布置。该方法包括以下步骤:在第一模具部分和/或第二模具部分沿着按压方向移动期间,利用侧壁部段和过渡表面之间的压紧布置压紧纤维素坯料结构。压紧布置利用该方法确保纤维素坯料结构到成型空腔中的高效运送,其中在按压方向上具有减小尺寸的狭口在第一模具部分和/或第二模具部分沿按压方向移动期间形成在侧壁部段和过渡表面之间。
32.根据本公开的另外方面,该方法包括以下步骤:利用变形元件和纤维素坯料结构之间的摩擦来布置成型模具系统,所述摩擦高于过渡表面和纤维素坯料结构之间的摩擦。变形元件和纤维素坯料结构之间的较高摩擦支撑纤维素坯料结构向成型空腔中的移位,以及纤维素坯料结构从第一构型到第二构型的成形。利用变形元件和纤维素坯料结构之间的较高摩擦,实现纤维素坯料结构的更可靠且更高效的移位,其中变形元件高效地捕获纤维素坯料结构。当纤维素坯料结构移位时,过渡表面和纤维素坯料结构之间的较低摩擦确保纤维素坯料结构能够容易地沿着过渡表面滑动到成型空腔中。
33.根据本公开的一个方面,成型压力在1-100mpa,优选4-20mpa的范围中,并且成型温度在100-300℃的范围中。在该压力范围和温度范围内形成纤维素产品是通过纤维素坯料结构中纤维素纤维的氢键来确保有效的原纤维聚集。
34.根据本公开的另一方面,成型压力是均衡成型压力。均衡成型压力提供了具有复杂形状的纤维素产品的高效成型,其中,在纤维素产品的成型期间,成型模具中的压力分布在所有方向上都是相等的。
35.根据本公开的一个方面,步骤:
[0036]-在第一模具部分和/或第二模具部分沿按压方向移动期间,利用第一壁表面部段和过渡表面之间的内撕开布置来至少部分地撕开纤维素坯料结构,
[0037]
发生在以下步骤之前:
[0038]-通过将三维纤维素坯料主体加热至成型温度并且在第一模具部分和第二模具部分之间的成型空腔中利用成型压力按压三维纤维素坯料主体,形成纤维素产品。
[0039]
根据本公开的另外方面,步骤:
[0040]-在纤维素坯料结构的撕开期间,至少部分地分离纤维素坯料结构部分与纤维素坯料结构,
[0041]
发生在以下步骤之前:
[0042]-通过将三维纤维素坯料主体加热至成型温度并且利用成型压力在第一模具部分和第二模具部分之间的成型空腔中按压三维纤维素坯料主体,形成纤维素产品。
[0043]
根据本公开的另一方面,步骤:
[0044]-在利用第一撕开布置至少部分地撕开纤维素坯料结构之前,在第一模具部分和/或第二模具部分沿按压方向移动期间,利用在第二壁表面部段和第三壁表面部段之间的外撕开布置预分离纤维素坯料结构,
[0045]
发生在以下步骤之前:
[0046]-通过将三维纤维素坯料主体加热至成型温度并且利用成型压力在第一模具部分和第二模具部分之间的成型空腔中按压三维纤维素坯料主体,形成纤维素产品。
[0047]
通过执行在施加成型按压以提供纤维素产品之前进行纤维素坯料结构的分离、至少部分分离或预分离的步骤,可以获得侧面具有平滑表面结构的纤维素产品,该侧面没有在基本垂直于按压方向的方向上延伸的边缘。
附图说明
[0048]
下面将参考附图详细描述本公开,其中
[0049]
图1a-d以横截面视图示意性地示出了根据本公开的成型模具系统,
[0050]
图2以分解透视图示意性地示出了根据本公开的具有成型空腔部段和入口部段的成型模具系统的模具部分,
[0051]
图3a-f以横截面视图示意性地示出了根据本公开的处于不同成型位置的成型模具系统,
[0052]
图4以横截面视图示意性地示出了根据本公开的另一个实施例的成型模具系统,
[0053]
图5a-b以横截面视图和分解透视图示意性地示出了根据本公开的另一个实施例的成型模具系统和该成型模具系统的模具部分,
[0054]
图6以分解透视图示意性地示出了根据本公开的另一个实施例的具有成型空腔部段和入口部段的成型模具系统的模具部分,
[0055]
图7a-g以横截面视图示意性地示出了根据本公开的另一个实施例的处于不同成型位置的成型模具系统,
[0056]
图8以横截面视图示意性地示出了根据本公开的另一个实施例的成型模具系统,并且
[0057]
图9a-c以透视图示意性地示出了根据本公开的其他实施例的成型模具系统的模具部分。
具体实施方式
[0058]
下面结合附图下文将结合附图描述本公开的各个方面,以说明本公开并且不限制本公开,其中相似的附图标记表示相似的元件,并且所述方面的变化不限于具体示出的实
施例,而是可应用于本公开的其他变化。
[0059]
本领域的技术人员将理解,本文所解释的步骤、服务和功能可以使用单独的硬件电路、结合编程的微处理器或通用计算机使用软件功能、使用一个或更多个专用集成电路(多个asic)和/或使用一个或更多个数字信号处理器(多个dsp)来实施。还应当理解,当按一种方法描述本公开时,其也可以体现在一个或更多个处理器以及与一个或更多个处理器耦合的一个或更多个存储器中,其中一个或更多个存储器存储一个或更多个程序,当该一个或更多个程序由一个或更多个处理器实行时,该一个或更多个程序执行本文所公开的步骤、服务和功能。
[0060]
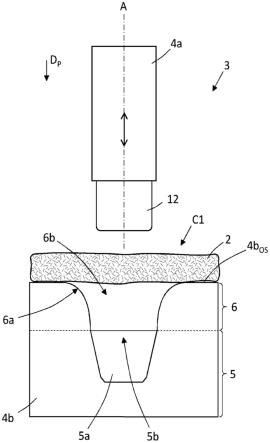
在图1a-d、图2和图3a-f中,示意性地示出了用于从空气成型的纤维素坯料结构2形成纤维素产品1的成型模具系统3。成型模具系统3包括第一模具部分4a和第二模具部分4b,并且该第一模具部分4a和该第二模具部分4b被构造用于在按压方向d
p
上相对于彼此移动。在图1a-d、图2和图3a-f所示的实施例中,第二模具部分4b是固定的,并且第一模具部分4a相对于第二模具部分4b在按压方向d
p
上可移动地布置。如图1a-b中的双箭头所示,第一模具部分4a被构造成沿着在按压方向d
p
上延伸的轴线a以线性移动的方式朝向第二模具部分4b移动并且远离第二模具部分4b移动。在替代实施例中,第一模具部分4a可以是固定的,而第二模具部分4b相对于第一模具部分4a可移动地布置,或者两个模具部分可以相对于彼此可移动地布置。在该实施例中,变形元件12附接到第一模具部分4a上。
[0061]
应当理解,对于根据本公开的所有实施例,在按压方向d
p
上移动的表述包括沿着在按压方向d
p
上延伸的轴线a的移动,并且该移动可以沿着轴线a在相反的方向上发生。该表述进一步包括对于所有实施例的模具部分的线性移动和非线性运动,其中在成型期间移动的结果是模具部分在轴线a上的第一位置p1和第二位置p2之间的重新定位,其中轴线a在按压方向d
p
上延伸,如图3a和3e中示意性所示,其中模具部分在位置p1和位置p2之间的移动可以是线性的或非线性的。在图3a和3e所示的实施例中,在成型期间,第一位置p1是上部位置,第二位置p2是下部位置或最低位置p2。
[0062]
根据本公开,纤维素坯料结构2是指从纤维素纤维生产的纤维织物结构。纤维素坯料结构2的空气成型是指在干式成型过程中纤维素坯料结构的成型,其中纤维素纤维经空气成型以生产纤维素坯料结构。当在空气成型过程中形成纤维素坯料结构2时,纤维素纤维由作为承载介质的空气承载并且成型为纤维坯料结构2。这与普通的造纸工艺或传统的湿式成型工艺不同,在普通的造纸工艺或传统的湿式成型工艺中,当形成纸或纤维结构时,水被用作纤维素纤维的承载介质。在空气成型过程中,如果需要,可以向纤维素纤维添加少量的水或其他物质,以便改变纤维素产品的特性,但是在成型过程中空气仍然用作承载介质。如果合适的话,纤维素坯料结构2可以具有主要与空气成型的纤维素坯料结构2周围的大气中的环境湿度相对应的干燥度。作为替代,可以控制纤维素坯料结构2的干燥度,以便在形成纤维素产品1时具有合适的干燥度水平。
[0063]
纤维素坯料结构2可以在传统的空气成型过程中由纤维素纤维形成并且以不同的方式进行构造。例如,依据纤维素产品1的所需特性,纤维素坯料结构2可以具有这样的组成,其中纤维是相同来源的或者可选地包含两种或更多种类型的纤维素纤维的混合物。在纤维素坯料结构2中使用的纤维素纤维在纤维素产品1的成型过程期间通过氢键彼此牢固结合。纤维素纤维可以与其它物质或化合物混合至一定量,这将在下面进一步描述。纤维素
纤维是指任何类型的纤维素纤维,比如天然纤维素纤维或人造纤维素纤维。
[0064]
纤维素坯料结构2可以具有单层构造或多层构造。具有单层构造的纤维素坯料结构2是指由包含纤维素纤维的一个层形成的纤维素坯料结构。具有多层构造的纤维素坯料结构2是指由包含纤维素纤维的两个或更多个层形成的纤维素坯料结构,其中这些层可以具有相同或不同的组成或构造。纤维素坯料结构2可以包括包含纤维素纤维的加强层,其中加强层被布置为纤维素坯料结构2的其他层的承载层。加强层可以具有比纤维素坯料结构2的其他层更高的拉伸强度。当纤维素坯料结构2的一个或更多个层具有低拉伸强度的组成时,这是有用的,以便避免纤维素坯料结构2在纤维素产品1的形成期间破损。具有较高拉伸强度的加强层以这种方式充当纤维素坯料结构2的其他层的支撑结构。加强层可以例如是包含纤维素纤维的组织层、包括纤维素纤维的气流成网结构或其它合适的层结构。
[0065]
纤维素坯料结构2是蓬松且透气的结构,其中形成该结构的纤维素纤维相对于彼此松散地排列。蓬松的纤维素坯料结构2用于纤维素产品1的有效成型,从而允许纤维素纤维在成型过程期间以有效的方式形成纤维素产品1。
[0066]
如图1a-d、图2和图3a-f所示,第二模具部分4b包括成型空腔部段5和入口部段6,其中入口部段6被布置成连接至成型空腔部段5。在所示的实施例中,入口部段6被布置成直接连接至成型空腔部段5。入口部段6被构造用于有利于纤维素坯料结构2移位到成型空腔部段5的成型空腔5a中,入口部段6包括限定入口开口6b的过渡表面6a。入口部段6的入口开口6b具有朝向成型空腔5a的锥形构造。过渡表面6a可以具有提供入口开口6b的锥形构造的任何合适形状。在图1a-d、图2和图3a-f所示的实施例中,形成入口开口6b的过渡表面6a具有弯曲锥形构造,该弯曲锥形构造具有朝向成型空腔5a的弯曲锥形横截面形状,并且入口部段6的入口开口6b在朝向成型空腔5a的按压方向d
p
上具有锥形构造。然而,如果需要,可以使用其他合适的横截面形状,并且可以使用其他弯曲形状以及非弯曲形状或不同形状的组合。如果使用弯曲的横截面形状,则过渡表面6a可以设置有特定的半径。如果需要,该半径可以围绕入口开口6b变化。还应当进一步理解,过渡表面6a的横截面形状可以沿着入口开口6b变化。在图1a-d、图2和图3a-f所示的实施例中,入口部段6包围成型空腔5a。在替代实施例中,可以将第二模具部分4a设计成具有仅部分包围成型空腔5a的入口部段6。
[0067]
图2示出了第二模具部分4b的分解透视图,以示出模具部分的不同部段的构造。在该图中,示出了具有成型空腔5a的成型空腔部段5以及具有由过渡表面6a形成的入口开口6b的入口部段6。第二模具部分4b可以形成有成型空腔部段5和入口部段6,它们集成为共同的结构部分,其中入口部段6被布置为第二模具部分4b的一体结构。替代地,成型空腔部段5和入口部段6可以被布置为两个或更多个联结的独立结构部分。成型空腔部段5和入口部段6可以都由相同的合适材料或材料组成制成,或者替代地,该成型空腔部段和入口部段可以由不同的合适材料或材料组成制成。合适的材料或材料组成可以是例如铝、钢、其他金属或合金、复合材料、陶瓷材料、或不同材料的组合。
[0068]
如图1a-d和图2所示,过渡表面6a从第二模具部分4b的外模具部段4b
os
朝向成型空腔5a的空腔入口开口5b延伸。成型空腔5a的空腔入口开口5b被布置为成型空腔5a的外部部段,在成型过程期间,纤维素坯料结构2通过该外部部段插入到成型空腔5a中。如图2所示,空腔入口开口5b由包围成型空腔5a的成型空腔5a的外周边5c限定。如图2所示,由过渡表面6a形成的入口开口6b由包围入口开口6b的内周边6c和外周边6d界定。因此,过渡表面6a在
外周边6d和内周边6c之间延伸。在该实施例中,成型空腔5a的外周边5c被布置成直接连接至入口开口6b的内周边6c。
[0069]
对于根据本公开的所有实施例,入口开口6b的锥形构造是指该入口开口在从外模具部段4b
os
朝向空腔入口开口5b移动时变窄。因此,过渡表面6a被构造成减小外模具部段4b
os
和空腔入口开口5b之间的入口开口6b的面积。
[0070]
参考图1a所示的实施例,入口开口6a的锥形构造用入口开口6a的横截面积a
io
来举例说明。当朝向成型空腔5a移动时,入口开口6b的横截面积a
io
减小。图1a所示的实施例中的横截面积a
io
是由于第二模具部分4b相对于按压方向d
p
的构造,所述横截面积被测量为入口开口6a在垂直于按压方向d
p
的平面中的面积。在图1a所示的实施例中,由于横截面积的锥形构造,入口开口6a的最靠近成型空腔入口开口5b的部段的第一横截面积a1小于该入口开口的被布置成与外模具部段4b
os
连接的部段的第二横截面积a2。
[0071]
在不同的实施例中,“锥形构造”的表述是指过渡表面6a具有朝向成型空腔变窄的构造。在不同的实施例中,“弯曲锥形构造”的表述是指形成入口开口6b的过渡表面6a具有朝向成型空腔5a的弯曲锥形横截面形状,并且过渡表面6a因此具有朝向成型空腔5a变窄的弯曲表面构造。
[0072]
过渡表面6a可以被限定至过渡表面6a在沿着入口开口6b的任何点处合并到平行于按压方向d
p
的方向中的端部。因此,在这种情况下,内周边6c由过渡表面6a合并到平行于按压方向的方向中的点限定。
[0073]
第一模具部分4a的第一壁表面部段4a1和过渡表面6a形成内撕开布置7a,如图1d示意性所示。内撕开布置7a被构造用于在第一壁表面部段4a1和过渡表面6a之间至少部分地从纤维素坯料结构2分离纤维素坯料结构部分2b。在撕开过程期间,纤维素坯料结构2被分离成纤维素坯料结构部分2b和分离的纤维素坯料结构2d。纤维素坯料结构部分2b用于形成纤维素产品1,并且分离的纤维素坯料结构2d中的残余纤维素2c可以被回收并且再次使用。
[0074]
在图1a-d、图2、图3a-f所示的实施例中,第一壁表面部段4a1由第一模具部分4a的外侧壁表面形成。然而,应当理解,第一模具部分4a的任何合适的壁表面部段可以用于与过渡表面6a配合,以形成内撕开布置7a。在第一模具部分4a朝向第二模具部分4b移动期间,第一壁表面部段4a1接近过渡表面6a,其中在第一壁表面部段4a1和过渡表面6a之间形成间隙g。如图1d所示,间隙g在第一壁表面部段4a1和过渡表面6a之间具有变窄的构造,并且在模具部分相对于彼此移动期间,纤维素坯料结构2被第一模具部分4a推入成型空腔5a中。在纤维素坯料结构2移动到成型空腔中的过程中,变窄的间隙在第一壁表面部段4a1和过渡表面6a之间将纤维素坯料结构2撕开成纤维素坯料结构部分2b和分离的纤维素坯料结构2d。在撕开过程中,依据第一壁表面部段4a1和过渡表面6a的构造,纤维素坯料结构2将完全分离或至少部分分离成纤维素坯料结构部分2b和分离的纤维素坯料结构2d。第一壁表面部段4a1和过渡表面6a之间的距离越短,则建立的间隙g越窄,从而导致更完全的分离。
[0075]
在将纤维素坯料结构2至少部分分离成纤维素坯料结构部分2b和分离的纤维素坯料结构2d之后,执行最终按压,以将纤维素坯料结构部分2b最终按压成其最终产品形状。这允许最终产品的侧面获得平滑的表面结构,因为纤维素坯料结构部分2b上的成型压力基本上垂直于纤维素坯料结构部分2b的侧面,如图1d中可见。因此,可以避免垂直于按压方向d
p
延伸的表面,并且获得具有平滑表面结构的直的产品侧面。这在例如图3a-3f的顺序中进一步可见,其中,图3d中示出了将纤维素坯料结构2分离成纤维素坯料结构部分2b和至少部分分离的纤维素坯料结构2d,并且图3e中示出了将纤维素坯料结构部分2b按压成其最终产品形状。如图3f中可见,纤维素产品1具有基本上直的侧面,没有在基本垂直于按压方向d
p
或与纤维素产品的侧面正交的方向上延伸的边缘。侧面也可以适当地弯曲,但仍然没有在基本垂直于按压方向d
p
或与纤维素产品1的外侧表面基本正交或垂直的方向上延伸的边缘。
[0076]
如果需要,根据本公开的系统和方法可以在其它未示出的实施例中用于包括在基本垂直于按压方向d
p
的方向上延伸的边缘的纤维素产品。
[0077]
应当理解,根据本公开的撕开是不同于切割的过程和机制。撕开是在没有切割工具帮助的情况下用力量将材料分开的动作。与通常在由工具控制的直线或图案线上的切割不同,撕开在一定程度上是通常不均匀的。材料对撕开的敏感性各不相同,并且试验已经清楚地表明,纤维素坯料结构2适合于通过撕开来分离。
[0078]
如上所述,过渡表面6a具有弯曲锥形构造,如图1a-d、图2、图3a-f所示的实施例所示,其中过渡表面6a的横截面形状由从外模具部段4b
os
到成型空腔5a的曲线形成。在替代实施例中,如果适合于形成纤维素产品,则过渡表面6a可以划分成两个或更多个表面部段。过渡表面6a可以例如包括两个表面部段,其中,第一表面部段从外模具部段4b
os
朝向成型空腔5a延伸一定距离,并且第二表面部段从第一表面部段朝向成型空腔5a延伸,这取决于入口部段6的构造。第一表面部段可以例如具有弯曲锥形构造,并且第二表面部段可以例如具有不同的弯曲锥形构造或截头圆锥状锥形构造。通过使过渡表面6a的两个或更多个部段具有不同的构造,可以有效地控制纤维素坯料结构2的移位和撕开。
[0079]
在图4中,示意性地示出了成型模具系统3的替代说明性实施例。在该实施例中,第二模具部分4b具有带有两个表面部段的过渡表面6a。过渡表面6a包括第一表面部段8a和第二表面部段8b,第一表面部段在按压方向d
p
上从外模具部段4b
os
朝向成型空腔5a延伸,第二表面部段在按压方向d
p
上从第一表面部段8a延伸至成型空腔5a。第一表面部段8a具有弯曲锥形构造,并且第二表面部段8b具有截头圆锥状锥形构造。应当理解,其他锥形构造也可以用于两个表面部段。
[0080]
在图5a-b示意性示出的替代实施例中,成型模具系统3的第二模具部分4b进一步包括边缘成型部段9。边缘成型部段9被构造用于在成型过程期间使纤维素坯料结构部分2b预成形并且形成纤维素产品1的边缘1a。例如,这可以用于为边缘1a提供与纤维素产品1的侧面的其余部分不同的特定形状。例如,边缘1a可以设置有曲率,如果纤维素产品的侧面是弯曲的,则边缘1a可以是直的,或者可以使直的边缘1a沿着与纤维素产品1的侧面的其余部分不同的角度延伸。边缘成型部段9可以进一步用于将纤维素坯料结构2完全分离成纤维素坯料结构部分2b和分离的纤维素坯料结构2d。边缘成型部段9布置在入口部段6和成型空腔部段5之间。入口部段6和成型空腔部段5可以按照上述实施例中所述进行构造。边缘成型部段9提供入口部段6和成型空腔部段5之间的距离并且具有形成纤维素产品1的边缘1a的目的。当将纤维素坯料结构部分2b的纤维素纤维推入到成型空腔5a中时,边缘1a形成,其中,当通过第一模具部分4a将纤维素坯料结构部分2b进一步推入到成型空腔5a中时,布置在纤维素坯料结构部分2b的上部部段处的纤维经压缩并且成形为边缘1a。纤维在按压方向d
p
上的压缩和运送支撑形成紧凑且轮廓分明的边缘1a。如果成型模具系统3设置有内撕开布置
7a,则边缘成型部段9也可以用于确保在撕开纤维素坯料结构之后纤维素纤维的有效分离。入口部段6和成型空腔部段5之间的边缘成型部段9的构造和延伸可以依据模具部分的设计而变化。边缘成型部段9可以例如在入口部段6和成型空腔部段5之间具有变化的延伸部分,或者如图5a-b示意性所示,该边缘成型部段在入口部段6和成型空腔部段5之间具有均匀的延伸部分。边缘成型部段9包括壁表面9a,该壁表面限定边缘成型部段9的开口9b。壁表面9a穿过入口部段6和成型空腔部段5之间的延伸部分,从而连接入口部段6和成型空腔部段5。如图5a示意性所示,壁表面9a在入口部段6和成型空腔部段5之间沿着按压方向d
p
延伸或基本上沿着按压方向d
p
延伸。壁表面9a在开口9b的内周边9c和开口9b的外周边9d之间延伸。开口9b的内周边9c被布置成与成型空腔5a的外周边5c连接。开口9b的外周边9d被布置成与入口开口6b的内周边6c连接。因此,在所示的实施例中,壁表面9a在入口开口6的内周边6c和成型空腔5a的外周边5c之间延伸。
[0081]
为了在成型模具系统3中从空气成型的纤维素坯料结构2形成纤维素产品1,提供空气成型的纤维素坯料结构2并且利用合适的供给器件供给到成型模具系统3。如图1b、图3a和图5a所示,在第一模具部分4a和第二模具部分4b之间的位置,处于第一构型c1的纤维素坯料结构2被布置成与入口部段6连接。为了说明纤维素产品1在成型模具系统3中的成型,下面将结合图3a-f所示的实施例描述不同的步骤。应当理解,这些步骤对于所描述的其它实施例可以是相同的。将第一模具部分4a和/或第二模具部分4b沿着按压方向d
p
移动,并且在移动期间,将纤维素坯料结构2与第一模具部分4a一起移位到成型空腔5a中,如图3b-d所示。在纤维素坯料结构2的移位过程中,通过过渡表面6a控制纤维素坯料结构2从第一构型c1到第二构型c2的成形,如图3d所示,其中,处于第二构型c2的纤维素坯料结构2成形为三维纤维素坯料主体2a。
[0082]
如图3e所示,通过将三维纤维素坯料主体加热至成型温度tf并且在第一模具部分4a和第二模具部分4b之间的成型空腔5a中利用成型压力pf按压三维纤维素坯料主体2a,形成纤维素产品1。在图3f中,纤维素产品1的成型已经完成,并且第一模具部分4a在远离第二模具部分4b的方向上移动。现在可以从成型模具系统3中取出纤维素产品1,并且可以回收分离的纤维素坯料结构2d的残余纤维素2c以供进一步使用。按压力f在模具系统3中形成成型压力pf。
[0083]
如图3d所示,第一模具部分4a的第一壁表面部段4a1和过渡表面6a形成内撕开布置7a。在第一模具部分4a和/或第二模具部分4b沿着按压方向d
p
移动期间,内撕开布置7a至少部分地撕开第一壁表面部段4a1和过渡表面6a之间的纤维素坯料结构2。在纤维素坯料结构2的撕开过程中,从纤维素坯料结构2分离纤维素坯料结构部分2b,并且至少部分分离的纤维素坯料结构部分2b形成处于第二构型c2的三维纤维素坯料主体2a。
[0084]
纤维素坯料结构2的第一构型c1例如是扁平的形状或基本扁平的形状。三维纤维素坯料主体2a可以进一步例如成形为处于第二构型c2的褶叠三维构造。在纤维素坯料结构2从第一构型c1变形到第二构型c2的过程中,纤维素坯料结构2可以被压缩或压紧以改善纤维素坯料结构2的变形和纤维素产品1的成型。由于纤维素坯料结构2中的纤维素纤维之间更紧密的相互作用,所以压缩的或压紧的纤维素坯料结构2具有更高的拉伸强度。压缩的或压紧的纤维素坯料结构2在被移位到成型空腔5a中时具有改善的耐破损性,并且在运送到成型空腔5a中的过程中不容易破损或形成裂缝。
[0085]
过渡表面6a的锥形构造被构造用于控制纤维素坯料结构2从第一构造c1到第二构造c2的成形,其中纤维素坯料结构2在成型空腔5中成形为三维纤维素坯料主体2a。成形发生在第一模具部分4a和第二模具部分4b沿着按压方向d
p
朝向彼此移动期间以及纤维素坯料结构2从第一构型c1变形到第二构型c2的过程中。
[0086]
依据成型模具系统3的设计,过渡表面6a可以布置成从外模具部段4b
os
延伸至围绕入口开口周边的曲线,其中,在该曲线的每个点处,过渡表面6a平行于按压方向d
p
。外模具部段4b
os
可以布置为垂直于按压方向d
p
或基本垂直于按压方向d
p
布置的平面状表面。
[0087]
如果需要,成型模具系统可以进一步包括布置在第二模具部分中的切割边缘,而不是撕开布置,其中,切割边缘包围成型空腔5a的空腔入口开口5b并且被布置成与入口部段6连接。当纤维素坯料结构2已经变形到第二构型c2时,可以利用切割边缘来切割纤维素坯料结构2。
[0088]
如上所述,对于不同的实施例,第一模具部分4a和/或第二模具部分4b可以包括变形元件12,并且在纤维素产品1的成型期间,变形元件12在成型空腔5a中的三维纤维素坯料主体2a上施加成型压力pf。可以使用合适的传统加热单元(比如一个或多个加热的成型模具部分)来建立成型温度tf。在不同的实施例中,成型压力pf的范围为1-100mpa,优选4-20mpa,并且成型温度tf的范围为100-300℃。通过使用变形元件12,成型压力pf可以是均衡成型压力,这将在下面进一步描述。
[0089]
在图6中,第二模具部分2b的替代实施例以分解图示意性示出,其中,出于说明性目的,成型空腔部段5与入口部段6和边缘成型部段9分离。在该实施例中,这些部段具有与上述实施例中所述的构造不同的成形构造。如图6所示,入口部段6与边缘成型部段9一起具有成形的v状构造,并且成型空腔部段5具有与边缘成型部段9的构造相匹配的构造。入口部段6被布置成与边缘成型部段9连接,该边缘成型部段又被布置成与成型空腔部段5连接。以与关于上述实施例所述的方式相同的方式,入口部段6被构造用于促进纤维素坯料结构2移位至成型空腔部段5的成型空腔5a中。入口部段6包括限定入口开口6b的过渡表面6a。入口部段6的入口开口6b具有朝向成型空腔5a的锥形构造,并且过渡表面6a可以具有提供入口开口6b的锥形构造的任何合适形状。在图6所示的实施例中,形成入口开口6b的过渡表面6a具有弯曲锥形构造,该弯曲锥形构造具有朝向成型空腔5a的弯曲锥形横截面形状,并且入口部段6的入口开口6b在朝向成型空腔5a的按压方向d
p
上具有锥形构造。然而,如果需要,可以使用其他合适的横截面形状,并且可以使用其他弯曲形状以及非弯曲形状或不同形状的组合。在图6所示的实施例中,入口部段6包围成型空腔5a。边缘成型部段9包括壁表面9a,该壁表面具有的构造和功能与上述实施例中所述的相同。
[0090]
在图6所示的实施例中,第二模具部分4b可以设置有成型空腔部段5、边缘成型部段9和入口部段6,它们集成为共同的结构部分。替代地,成型空腔部段5、边缘成型部段9和入口部段6可以被布置为两个或更多个联结的独立结构部分。过渡表面6a从第二模具部分4b的外模具部段4b
os
朝向成型空腔5a的空腔入口开口5b延伸。在该实施例中,外模具部段4b
os
具有v形构造。成型空腔5a的空腔入口开口5b被布置为成型空腔5a的外部部段,在成型过程期间,纤维素坯料结构2通过该外部部段插入到成型空腔5a中。如图6所示,空腔入口开口5b可以由包围成型空腔5a的成型空腔5a的外周边5c限定。如图6所示,由过渡表面6a形成的入口开口6b可以由包围入口开口6b的内周边6c和外周边6d界定。因此,过渡表面6a在外
周边6d和内周边6c之间延伸。边缘成型部段9的壁表面9a在成型空腔5a的外周边5c和入口开口6b的内周边6c之间延伸。
[0091]
成型模具系统可以设计有多于一个的撕开布置。在图7a-g所示的替代实施例中,成型模具系统3包括第一模具部分4a和第二模具部分4b。第一模具部分4a和第二模具部分4b被构造用于在按压方向d
p
上相对于彼此移动。在图7a-g所示的实施例中,第一模具部分4a是固定的,并且第二模具部分4b相对于第一模具部分4a在按压方向d
p
上可移动地布置。如图7a-g所示,以与结合上述实施例所述的方式相同的方式,第二模具部分4b包括成型空腔部段5、边缘成型部段9和入口部段6。在该实施例中,变形元件12附接到第二模具部分4b的成型空腔5a上。入口部段6包括限定入口开口6b的过渡表面6a。过渡表面6a可以按照上述实施例中所述进行构造,并且入口部段6的入口开口6b因此具有朝向成型空腔5a的锥形构造。
[0092]
如图7a-g所示,过渡表面6a从第二模具部分4b的外模具部段4b
os
朝向成型空腔5a的空腔入口开口5b延伸。成型空腔5a的空腔入口开口5b被布置为成型空腔5a的外部部段,在成型过程期间,纤维素坯料结构2通过该外部部段插入到成型空腔5a中。空腔入口开口5b由包围成型空腔5a的成型空腔5a的外周边限定。由过渡表面6a形成的入口开口6b由包围入口开口6b的内周边和外周边界定,其中过渡表面6a在外周边和内周边之间延伸。
[0093]
如图7a-g示意性所示,第一模具部分4a的第一壁表面部段4a1和过渡表面6a形成内撕开布置7a,其具有的构造和功能与上文所述的相同。在撕开过程期间,纤维素坯料结构2被分离成纤维素坯料结构部分2b和分离的纤维素坯料结构2d。在图7a-g所示的实施例中,第一壁表面部段4a1由第一模具部分4a的外侧壁表面形成。然而,应当理解,第一模具部分4a的任何合适的壁表面部段可以用于与过渡表面6a配合,以形成内撕开布置7a。在第一模具部分4a朝向第二模具部分4b移动期间,第一壁表面部段4a1接近过渡表面6a,其中,在第一壁表面部段4a1和过渡表面6a之间形成间隙,该间隙具有的构造和功能与上文所述的相同。
[0094]
在图7a-g所示的实施例中,第一模具部分4a进一步包括布置在第一壁表面部段4a1外侧的第二壁表面部段4a2。如图所示,第二壁表面部段4a2形成第一模具部分4a的外部结构部分。第二模具部分4b包括布置在入口开口6b外侧的第三壁表面部段4b3。第二壁表面部段4a2和第三壁表面部段4b3形成外撕开布置7b。外撕开布置7b被构造用于在第二壁表面部段4a2和第三壁表面部段4b3之间将纤维素坯料结构2预分离或至少部分预分离成预分离的纤维素坯料结构2e,该外撕开布置具有的功能和构造与上述内撕开布置7a相同。如图7a中示意性所示,第二壁表面部段4a2设置有外部过渡表面6ao,该外部过渡表面具有与结合上述实施例所述的过渡表面6a相同的锥形构造。利用外撕开布置7b,在利用内撕开布置7a撕开或至少部分撕开纤维素坯料结构2之前,纤维素坯料结构2可以完全预分离或部分预分离。预分离步骤简化了纤维素坯料结构2到成型空腔5a中的移位。
[0095]
如图7b所示,纤维素坯料结构2布置在第一模具部分4a和第二模具部分4b之间。此后,第二模具部分4b朝向第一模具部分4a移动,如图7c所示,并且在移动期间,外撕开布置7b在第二壁表面部段4a2和第三壁表面部段4b3之间预分离纤维素坯料结构2。通过预分离,形成预分离的纤维素坯料结构2e。如图7d所示,在第二模具部分4b朝向第一模具部分4a进一步移动后,开始在内撕开布置7a中撕开预分离的纤维素坯料结构2e,并且此后在内撕开
布置7a中完成撕开,如图7e所示。在图7f中,第二模具部分4b朝向第一模具部分4a的移动完成,并且将成型温度tf和成型压力pf施加在纤维素坯料结构2上,以完成纤维素产品1的成型。在该步骤中,可以利用合适的排空器件来排空分离的纤维素坯料结构2d中的残余纤维素2c。如图7g所示,在成型之后,第二模具部分2b远离第一模具部分4a移动,并且可以从成型模具系统3中取出纤维素产品1。如上所述,第一模具部分4a包括布置在第一壁表面部段4a1外侧的第二壁表面部段4a2,并且第二模具部分4b包括布置在入口开口6b外侧的第三壁表面部段4b3。第二壁表面部段4a2和第三壁表面部段4b3形成外撕开布置7b。在撕开期间,在第一模具部分4a和/或第二模具部分4b沿着按压方向d
p
移动期间,利用第二壁表面部段4a2和第三壁表面部段4b3之间的外撕开布置7b,将纤维素坯料结构2预分离成预分离的纤维素坯料结构2e,该一个或多个移动可以取决于成型模具系统3的构造。预分离发生在利用内撕开布置7a至少部分撕开预分离的纤维素坯料结构2e之前。
[0096]
类似于上面的描述,将纤维素坯料结构2预分离、分离或至少部分分离成预分离的纤维素坯料结构2e、纤维素坯料结构部分2b和分离的纤维素坯料结构2d发生在施加成型压制pf之前,以提供侧面具有平滑表面结构的纤维素产品1,该侧面没有在基本垂直于按压方向d
p
的方向上延伸的边缘。
[0097]
在图8中,示意性地示出了外撕开布置7b的替代实施例。在该实施例中,第一模具部分4a和第二模具部分4b具有与结合图7a-g所示实施例描述的构造类似的构造。然而,第一模具部分4a被布置成没有外部过渡表面。代替外部过渡表面,第一模具部分4a包括被布置成与第二壁表面部段4a2连接的模具部分边缘4ae。如图8所示,模具部分边缘4ae布置在第一模具部分4a的第二壁表面部段4a2和外模具表面4a
os
之间。第二模具部分4b的第三壁表面部段4b3包括围绕第三壁表面部段4b3的外周边延伸的多个分离突起15,如图8示意性所示。在所示的实施例中,分离突起15具有针状构造。然而,分离突起可以具有任何合适的形状或构造,例如齿状。分离突起15指向按压方向d
p
,并且分离突起15沿着按压方向d
p
从第三壁表面部段4b3朝向第一模具部分4a进一步延伸超过外模具部段4b
os
。可移动的保持构件16被布置用于在成型过程期间将纤维素坯料结构2相对于第一模具部分4a锁定在适当位置。保持构件16将纤维素坯料结构2推向外模具表面4a
os
,并且保持构件可以是适合于将纤维素坯料结构2相对于第一模具部分4a保持在适当位置的环形结构构件。在第二模具部分4b朝向第一模具部分4a移动之前,保持构件16移动到将纤维素坯料结构2朝向第一模具部分4a固定的位置。在第二模具部分4b朝向第一模具部分4a移动期间,分离突起15穿透纤维素坯料结构2。纤维素坯料结构的穿透进一步将纤维素坯料结构2相对于模具部分锁定在适当位置。在第二模具部分4b朝向第一模具部分4a进一步移动期间,分离突起15和第三壁表面部段4b3与模具部分边缘4ae和第二壁表面部段4a2相遇。在成型过程期间,成型模具可以在第二壁表面部段4a2和第三壁表面部段4b3之间设置有合适的间隙,以有效地撕开纤维素坯料结构2。间隙的尺寸可以依据纤维素坯料结构2的厚度和构造而变化。通过分离突起15和第三壁表面部段4b3与模具部分边缘4ae和第二壁表面部段4a2之间的相互作用,通过利用外撕开布置7b进行的撕开将纤维素坯料结构2预分离。在该实施例中,成型模具系统3包括的内撕开布置与结合图7a-g所示实施例所述的相同。
[0098]
对于所有实施例,第一模具部分4a和/或第二模具部分4b可以包括变形元件12,如图中示意性所示和上面简要讨论的。变形元件12被构造用于在纤维素产品1的成型期间在
成型空腔5a中的纤维素坯料结构2上施加成型压力pf。变形元件12可以通过合适的附接手段(比如胶水或机械紧固构件)附接到第一模具部分4a和/或第二模具部分4b上。在纤维素产品1的成型期间,变形元件12变形以在纤维素坯料结构2上施加成型压力pf,并且通过变形元件12的变形,即使纤维素产品1具有复杂的三维形状或者如果纤维素坯料结构2具有变化的厚度,也能够实现均匀的压力分布。
[0099]
变形元件12在成型过程期间变形,并且变形元件12在纤维素产品1的成型期间被布置成在纤维素坯料结构2上施加成型压力pf。为了在纤维素坯料结构2上施加所需的成型压力pf,变形元件12由在施加力或压力时能够变形的材料制成,如图1c中出于说明性目的示意性所示,其中,变形元件12在成型过程期间部分变形。图1c中的虚线示出了变形元件12在没有任何变形的情况下的原始形状。例如,变形元件12可以由在变形之后能够恢复尺寸和形状的弹性材料制成。变形元件12可以进一步由具有合适特性的材料制成,该材料能够承受在形成纤维素产品1时使用的较高的成型压力pf和成型温度tf水平。
[0100]
在成型过程期间,变形元件12变形以在纤维素坯料结构2上施加成型压力pf。通过变形,可以实现均匀的压力分布,即使纤维素产品1具有带有切口、孔口和孔洞的复杂三维形状或者如果所使用的纤维素坯料结构2具有变化的密度、厚度或克重水平。
[0101]
某些弹性材料或可变形材料在暴露于高压水平时具有类似流体的特性。如果变形元件12由这种材料制成,则可以在成型过程中实现均匀的压力分布,其中从变形元件12施加在纤维素坯料结构2上的压力在模具部分之间的所有方向上相等或基本相等。当变形元件12在压力期间处于其类似流体的状态时,可以实现均匀的类似流体的压力分布。因此,利用这种材料将成型压力从所有方向施加到纤维素坯料结构2上,并且变形元件12在纤维素产品1的成型过程期间以这种方式在纤维素坯料结构2上施加均衡成型压力,如图1d和图3e中的箭头出于说明性目的示意性所示。来自变形元件12的均衡成型压力在纤维素坯料结构2上的所有期望方向(比如垂直于成型空腔5a的壁表面)上建立均匀的压力。均衡成型压力提供纤维素产品1的有效成型过程,并且即使纤维素产品1具有复杂的形状,也可以高质量地生产该纤维素产品。根据本公开,在形成纤维素产品时,对于所有实施例,成型压力pf可以是至少1mpa、优选4-20mpa的均衡成型压力。
[0102]
变形元件12可以由弹性材料的合适结构制成,其中该材料具有在成型过程期间在纤维素坯料结构2上建立均匀压力的能力。例如,变形元件12可以由硅橡胶、聚氨酯、聚氯丁二烯或硬度在肖氏硬度a 20-90范围内的橡胶的块状结构或大致块状结构制成。用于变形元件12的其他材料可以例如是合适的凝胶材料、液晶弹性体和mr流体。
[0103]
变形元件12还可以被构造为具有在纤维素坯料结构2上施加成型压力的流体的薄膜,或者替代地,该变型元件被构造为内部具有一个或更多个流体通道的厚膜。
[0104]
对于所有的实施例,变形元件12的侧壁部段13和过渡表面6a可以被布置成形成压紧布置14,如图1c出于说明性目的示意性所示。在图1c中,变形元件附接到第一模具部分4a上。然而,在其他实施例中,变形元件12可以替代地附接到第二模具部分4b上。压紧布置14被构造用于压紧侧壁部段13和过渡表面6a之间的纤维素坯料结构2。利用侧壁部段13和过渡表面6a之间的压紧布置14压紧纤维素坯料结构2可以发生在第一模具部分4a和/或第二模具部分4b沿着按压方向d
p
移动期间。压紧变形元件12和过渡表面之间的纤维素坯料结构2支撑并且促进将纤维素坯料结构2运送到成型空腔5a中。如上所述,为了在纤维素坯料结
构2上施加所需的成型压力pf,变形元件12由在施加力或压力时能够变形的材料制成,如图1c中出于说明性目的示意性所示。在图1c中,变形元件12部分变形,并且虚线示出了变形元件12的原始形状。变形元件12的变形在纤维素坯料结构2上施加压力,并且所施加的压力在变形元件12和过渡表面6a之间压紧纤维素坯料结构2。在图1c所示的实施例中,在第一模具部分4a朝向成型空腔5a移动期间,侧壁部段13将纤维素坯料结构2推向过渡表面6a。由于纤维素坯料结构2中的纤维素纤维之间更紧密的相互作用,所以压紧的纤维素坯料结构2具有更高的拉伸强度。因此,压紧的纤维素坯料结构2在被移位到成型空腔5a中时具有改善的耐破损性,并且由于过渡表面的构造,所以压紧的纤维素坯料结构2在运送到成型空腔中的过程中不容易破损或形成裂缝。
[0105]
如果选择变形元件12和过渡表面6a的构造,其中变形元件12和纤维素坯料结构2之间的摩擦高于过渡表面6a和纤维素坯料结构2之间的摩擦,则变形元件12和纤维素坯料结构2之间的较高摩擦在成型过程期间支撑纤维素坯料结构2移位到成型空腔5a中。通过布置成型模具系统3,使得变形元件12和纤维素坯料结构2之间的摩擦高于过渡表面6a和纤维素坯料结构2之间的摩擦,则纤维素坯料结构2到成型空腔5中的移位变得更高效。因此,变形元件12和纤维素坯料结构2之间的较高摩擦支撑纤维素坯料结构2移位到成型空腔5a中并且进一步支撑纤维素坯料结构2从第一构型c1成形为第二构型c2。在纤维素坯料结构2的移位过程中,过渡表面6a和纤维素坯料结构2之间的较低摩擦确保纤维素坯料结构2能够容易地沿着过渡表面6a滑动到成型空腔5a中。过渡表面6a和纤维素坯料结构2之间的摩擦越小,纤维素坯料结构2到成型空腔5a中的移位就越高效。过渡表面6a可以例如涂覆有低摩擦材料,例如ptfe。
[0106]
在替代实施例中,变形元件12和纤维素坯料结构2之间的摩擦与过渡表面6a和纤维素坯料结构2之间的摩擦相同或基本相同,这可以适合于某些应用。在另外的替代实施例中,变形元件12和纤维素坯料结构2之间的摩擦低于过渡表面6a和纤维素坯料结构2之间的摩擦。
[0107]
对于所有实施例,入口部段6包括从外模具部段4b
os
朝向成型空腔5a延伸的一个或更多个突起10和/或从外模具部段4b
os
朝向成型空腔5a延伸的一个或更多个凹槽11。一个或更多个突起10和/或一个或更多个凹槽11被构造用于控制或操纵纤维素坯料结构2到成型空腔5a中的移位,并且可以依据模具部分的设计具有任何合适的形状和构造。在图9a所示的实施例中,第二模具部分4b的入口部段6包括多个突起10。突起10从外模具部段4b
os
朝向成型空腔5a延伸,并且如图所示穿过过渡表面6a。在图9b所示的实施例中,第二模具部分4b的入口部段6包括多个凹槽11。凹槽11从外模具部段4b
os
朝向成型空腔5a延伸,并且如图所示穿过过渡表面6a。可以在入口部段6上组合突起10和凹槽11。在图9c所示的实施例中,第二模具部分4b的入口部段6包括组合成波浪形图案的多个突起10和凹槽11。突起10和凹槽11从外模具部段4b
os
朝向成型空腔5a延伸,并且如图所示穿过过渡表面6a。
[0108]
成型模具系统3可以进一步包括用于控制纤维素产品1的成型的合适的控制单元。控制单元可以包括用于控制成型模具系统3以及由成型模具系统3执行的不同过程和方法步骤的合适的软件和硬件。控制单元可以例如控制温度、压力、成型时间和其他工艺参数。控制单元可以进一步连接到相关的工艺装备,例如按压单元、加热单元、纤维素坯料结构运送单元和纤维素产品运送单元。
[0109]
应当理解,对于本公开的不同实施例,纤维素坯料结构2预分离、分离或至少部分分离成纤维素坯料结构部分2b、分离的纤维素坯料结构2d和/或预分离的纤维素坯料结构2e可以发生在将纤维素坯料结构部分2b按压成纤维素产品1之前。
[0110]
上面已经参考具体实施例介绍了本公开。然而,除了上述之外的其他实施例也是可能的,并且在本公开的范围内。
[0111]
在本公开的范围内,可以提供与上述不同的方法步骤,通过硬件或软件来执行该方法。因此,根据示例性实施例,提供了一种非暂时性计算机可读存储介质,其存储被配置为由成型模具系统的一个或更多个处理器实行的一个或更多个程序,所述一个或更多个程序包括用于执行根据上述实施例中任一实施例的方法的指令。替代地,根据另一示例性实施例,云计算系统可以被配置为执行本文所呈现的任何方法方面。云计算系统可以包括分布式云计算资源,该分布式云计算资源在一个或更多个计算机程序产品的控制下联合执行本文所呈现的方法方面。此外,处理器可以连接至一个或更多个通信接口和/或传感器接口,用于与外部实体(比如布置在车辆表面上的传感器、场外服务器或基于云端的服务器)接收和/或传输数据。
[0112]
与控制单元和成型模具相关联的一个或多个处理器可以是或包括任何数量的硬件部件,用于传导数据或信号处理或者用于实行存储在存储器中的计算机代码。该系统可以具有相关联的存储器,并且该存储器可以是用于存储数据和/或计算机代码的一个或更多个装置,该数据和/或计算机代码用于完成或促进本说明书中所述的各种方法。存储器可以包括易失性存储器或非易失性存储器。存储器可以包括数据部件、目标代码部件、脚本部件或用于支撑本说明书的各种活动的任何其他类型的信息结构。根据示例性实施例,任何分布式存储器装置或本地存储器装置都可以与本说明书的系统和方法一起使用。根据示例性实施例,存储器可通信地连接至处理器(例如,经由电路或任何其他有线连接、无线连接或网络连接)并且包括用于实行本文所述的一个或更多个过程的计算机代码。
[0113]
应当理解,上述描述本质上仅仅是示例性的并且不旨在限制本公开、其应用或用途。虽然已经在说明书中描述了具体示例并且在附图中示出了该具体示例,但是本领域的普通技术人员应当理解,在不脱离权利要求中所定义的本公开的范围的情况下,可以进行各种改变并且可以用等效物来代替其元素。此外,在不脱离本公开的基本范围的情况下,可以进行修改以使特定的情形或材料适应本公开的教导。
[0114]
因此,本公开的意图不限于附图所示并且在说明书中被描述为当前预期用于实施本公开教导的最佳模式的特定示例,而本公开的范围将包括落入前述描述和所附权利要求内的任何实施例。权利要求中提到的附图标记不应被视为限制权利要求所保护的内容的范围,并且它们的唯一功能是使权利要求更容易理解。
[0115]
附图标记
[0116]
1:纤维素产品
[0117]
1a:边缘,纤维素产品
[0118]
2:纤维素坯料结构
[0119]
2a:纤维素坯料主体
[0120]
2b:纤维素坯料结构部分
[0121]
2c:残余纤维素
[0122]
2d:分离的纤维素坯料结构
[0123]
2e:预分离的纤维素坯料结构
[0124]
3:成型模具系统
[0125]
4a:第一模具部分
[0126]
4a1:第一壁表面部段
[0127]
4a2:第二壁表面部段
[0128]
4ae:模具部分边缘
[0129]
4a
os
:外模具表面
[0130]
4b:第二模具部分
[0131]
4b3:第三壁表面部段
[0132]
4b
os
:外模具部段
[0133]
5:成型空腔部段
[0134]
5a:成型空腔
[0135]
5b:空腔入口开口
[0136]
5c:外周边,成型空腔
[0137]
6:入口部段
[0138]
6a:过渡表面
[0139]
6b:入口开口
[0140]
6c:内周边,入口开口
[0141]
6d:外周边,入口开口
[0142]
7a:内撕开布置
[0143]
7b:外撕开布置
[0144]
8a:第一表面部段
[0145]
8b:第二表面部段
[0146]
9:边缘成型部段
[0147]
9a:壁表面
[0148]
9b:开口
[0149]
9c:内周边,开口
[0150]
9d:外周边,开口
[0151]
10:突起
[0152]
11:凹槽
[0153]
12:变形元件
[0154]
13:侧壁部段
[0155]
14:压紧布置
[0156]
15:分离突起
[0157]
16:保持构件
[0158]dp
:按压方向
[0159]
pf:成型压力
[0160]
tf:成型温度
[0161]
c1:第一构型
[0162]
c2:第二构型
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。