1.本发明属于核燃料零部件制造领域,具体涉及一种上管座尺寸综合检验方法及量规。
背景技术:
2.上管座是压水堆核燃料的关键组成部分之一,具有定位核燃料堆芯位置,约束定位骨架,吊装组件接口等不可替代的功能。上管座外形、孔系、形位公差尺寸直接关系着核燃料的尺寸及功能性,必须严格控制。现有技术中,上管座外形、孔系、形位公差尺寸,必须通过卡尺、高度仪、接触式三坐标、轮廓仪等设备逐一检查,检验耗时单件长达90min,耗时较长,浪费了大量的时间和金钱。
技术实现要素:
3.本发明的目的是提供一种上管座尺寸综合检验方法及量规,使用该方法检验上管座无需其他复杂设备,可快速、直观、高效的完成上管座的全部关键特性尺寸的检验。
4.本发明的技术方案如下:一种上管座尺寸综合检验量规,包括底板、弹簧座、下量销、导杆、上量销、支撑弹簧、上定位板和手柄;所述的底板的中间开有两个定位销孔,所述的定位销孔内设有下量销,底板突出的两角开有通孔,所述的上定位板中心开有异形凹坑,异形凹坑及周边平台上设有定位销孔系,定位销孔系内设有上量销,上定位板的侧面的连接有手柄,上定位板的两角突出位置带定位销孔,所述的导杆上端穿过上定位板的定位销孔通过螺杆螺母连接件固定,导杆下端穿过底板突出的两角的通孔,导杆下端套有弹簧座,支撑弹簧套装在导杆内。
5.所述的弹簧座的下端平端面贴近底板。
6.所述的底板四边设有凹坑。
7.所述的底板为具有突出的两角的四方形结构。
8.所述的上定位板为两角突出的四方形结构。
9.所述的下量销为轴类销钉零件,直径较小的一端镶入底板中心的定位销孔中;下量销直径较大的一端定位安装上管座同时测量上管座孔系。
10.所述的上量销为轴类销钉零件,直径较小的一端镶入上定位的销孔系中;上量销直径较大的一端用于测量上管座孔系。
11.所述的弹簧座的上部为凸环面。
12.所述的支撑弹簧为螺旋弹簧,上端支撑上定位板,下端与弹簧座的凸环面相接触。
13.一种上管座尺寸综合检验方法,包括如下步骤:
14.步骤1:将上管座综合量规放置在测量平台上或硬质地板上,保持量规稳固不晃动;然后将上管座倒放,顶面向下,把下量销穿入核燃料上部定位孔中,保证上管座贴紧量规底板并且不晃动;
15.步骤2:握持手柄,将上定位板缓慢下压,尽量保持端平,使上量销插入上管座底部
的核燃料骨架导向管及堆内测量系统入口中;之后微调手柄下压力度及位置,下压上定位板使其与上管座接触;最后缓慢松开手柄,使上定位板在支撑弹簧的作用下缓慢上升;如此反复下压三次。
16.本发明的有益效果在于:使用本发明无需其他其他复杂设备,可快速、直观、高效的完成上管座的全部关键特性尺寸的检验。单件产品检验时间可从原来的90min减少至2min,从而提高了检验效率,减少了人员和经济的浪费,具有很好的经济价值。
附图说明
17.图1为上管座外形示意图;
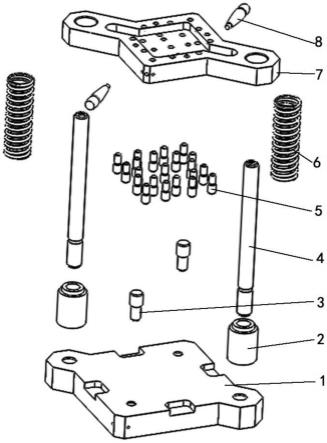
18.图2为本发明所提供的一种上管座尺寸综合检验量规三维视图;
19.图3为本发明所提供的一种上管座尺寸综合检验量规结构图;
20.图4为上管座综合量规测量工作原理图。
21.图中:1底板,2弹簧座,3下量销,4导杆,5上量销,6支撑弹簧,7上定位板,8手柄,9核燃料上部定位孔,10核燃料骨架导向管及堆内测量系统入口。
具体实施方式
22.下面结合附图及具体实施例对本发明作进一步详细说明。
23.图1为本发明量规要检验的核燃料零部件上管座外形示意图。
24.如图3所示,一种上管座尺寸综合检验量规,包括底板1、弹簧座2、下量销3、导杆4、上量销5、支撑弹簧6、上定位板7和手柄8。
25.其中,所述的底板1为具有突出的两角的四方形结构,四边设有凹坑用于必要时留空翘起上管座,底板1的中间开有两个定位销孔,所述的定位销孔内安装有下量销3。所述的下量销3为轴类销钉零件,直径较小的一端镶入底板中心的定位销孔中;下量销3直径较大的一端定位安装上管座同时测量上管座孔系(9核燃料上部定位孔)。
26.底板1突出的两角开有螺纹通孔用于安装导杆4,所述的导杆4为轴类零件,一端镶入底板1突出的两角的通孔中,另一端镶入上定位板7两角的定位销孔中。
27.所述的上定位板7为两角突出的四方形结构,中心开有异形凹坑,凹坑用于减重、平衡量销下压应力分布。所述上定位板异形凹坑及周边平台上设有定位销孔系,定位销孔系用于镶嵌安装上量销5。所述的上量销5为轴类销钉零件,直径较小的一端镶入上定位板7的销孔系中;上量销5直径较大的一端用于测量上管座孔系(10核燃料骨架导向管及堆内测量系统入口)。上定位板7的侧面的开有螺纹孔,所述手柄8为一端带螺纹的轴类零件,螺纹端拧入上定位板侧面的螺纹孔中,不带螺纹的一端为手柄。上定位板7的两角突出位置带定位销孔用于安装导杆4,导杆4上端穿过上定位板7的定位销孔通过螺杆螺母连接件固定,导杆4下端穿过底板1突出的两角的通孔,导杆4下端套有弹簧座2,所述的弹簧座2为具有中心孔结构的中空轴类零件,中心孔内套有导杆4,弹簧座2的下端平端面贴近底板1,上端具有凸环面用于定位安装支撑弹簧6,支撑弹簧6套装在导杆4内,所述支撑弹簧6为螺旋弹簧,上端支撑上定位板7,下端与弹簧座2凸环面相接触。
28.如图4所示,核燃料上部定位孔9位于上管座顶面,是吊装、定位、安装核燃料的关键特性尺寸,该尺寸与上管座外形及形位公差尺寸相关。核燃料骨架导向管及堆内测量系
统入口10,位于上管座底面,是定位核燃料骨架导向管及堆内测量系统入口的关键特性尺寸,该尺寸与核燃料上部定位孔9、以及上管座外形及形位公差尺寸相关。
29.一种上管座尺寸综合检验方法,包括如下步骤:
30.步骤1:首先将上管座综合量规放置在测量平台上或硬质地板上,保持量规稳固不晃动;然后将上管座倒放,顶面向下,把下量销3穿入核燃料上部定位孔9中,保证上管座贴紧综合量规底板1并且不晃动;
31.步骤2:然后握持手柄8,将上定位板7缓慢下压,尽量保持端平,使上量销5插入上管座底部的核燃料骨架导向管及堆内测量系统入口10中;之后微调手柄8下压力度及位置,下压上定位板7使其与上管座接触;最后缓慢松开手柄,使上定位板7在支撑弹簧6的作用下缓慢上升;如此反复下压三次。
32.检验结果评判,以下情况判断检验合格:下压后上定位板7可以与上管座接触且松开手柄后上定位板7与上管座无粘连可迅速分离。以下情况判定检验不合格:下压后上定位板7不能与上管座接触;下压后上定位板7能与上管座接触,但松开手柄后上量销5与上管座有粘连,上定位板7及上量销5上升会带动上管座上升;连续下压三次中有一次出现上述问题。
33.使用一种上管座尺寸综合检验方法及上管座综合量规,可以直观判断上管座的各项外形尺寸及形位公差尺寸的符合性。
技术特征:
1.一种上管座尺寸综合检验量规,其特征在于:包括底板、弹簧座、下量销、导杆、上量销、支撑弹簧、上定位板和手柄;所述的底板的中间开有两个定位销孔,所述的定位销孔内设有下量销,底板突出的两角开有通孔,所述的上定位板中心开有异形凹坑,异形凹坑及周边平台上设有定位销孔系,定位销孔系内设有上量销,上定位板的侧面的连接有手柄,上定位板的两角突出位置带定位销孔,所述的导杆上端穿过上定位板的定位销孔通过螺杆螺母连接件固定,导杆下端穿过底板突出的两角的通孔,导杆下端套有弹簧座,支撑弹簧套装在导杆内。2.如权利要求1所述的一种上管座尺寸综合检验量规,其特征在于:所述的弹簧座的下端平端面贴近底板。3.如权利要求1所述的一种上管座尺寸综合检验量规,其特征在于:所述的底板四边设有凹坑。4.如权利要求1所述的一种上管座尺寸综合检验量规,其特征在于:所述的底板为具有突出的两角的四方形结构。5.如权利要求1所述的一种上管座尺寸综合检验量规,其特征在于:所述的上定位板为两角突出的四方形结构。6.如权利要求1所述的一种上管座尺寸综合检验量规,其特征在于:所述的下量销为轴类销钉零件,直径较小的一端镶入底板中心的定位销孔中;下量销直径较大的一端定位安装上管座同时测量上管座孔系。7.如权利要求1所述的一种上管座尺寸综合检验量规,其特征在于:所述的上量销为轴类销钉零件,直径较小的一端镶入上定位的销孔系中;上量销直径较大的一端用于测量上管座孔系。8.如权利要求1所述的一种上管座尺寸综合检验量规,其特征在于:所述的弹簧座的上部为凸环面。9.如权利要求8所述的一种上管座尺寸综合检验量规,其特征在于:所述的支撑弹簧为螺旋弹簧,上端支撑上定位板,下端与弹簧座的凸环面相接触。10.一种上管座尺寸综合检验方法,其特征在于,包括如下步骤:步骤1:将上管座综合量规放置在测量平台上或硬质地板上,保持量规稳固不晃动;然后将上管座倒放,顶面向下,把下量销穿入核燃料上部定位孔中,保证上管座贴紧量规底板并且不晃动;步骤2:握持手柄,将上定位板缓慢下压,尽量保持端平,使上量销插入上管座底部的核燃料骨架导向管及堆内测量系统入口中;之后微调手柄下压力度及位置,下压上定位板使其与上管座接触;最后缓慢松开手柄,使上定位板在支撑弹簧的作用下缓慢上升;如此反复下压三次。
技术总结
本发明属于核燃料零部件制造领域,具体涉及一种上管座尺寸综合检验方法及量规。包括如下步骤:将上管座综合量规放置在测量平台上或硬质地板上,保持量规稳固不晃动;然后将上管座倒放,顶面向下,把下量销穿入核燃料上部定位孔中,保证上管座贴紧量规底板并且不晃动;握持手柄,将上定位板缓慢下压,尽量保持端平,使上量销插入上管座底部的核燃料骨架导向管及堆内测量系统入口中;之后微调手柄下压力度及位置,下压上定位板使其与上管座接触;最后缓慢松开手柄,使上定位板在支撑弹簧的作用下缓慢上升;如此反复下压三次。有益效果在于:可快速、直观、高效的完成上管座的全部关键特性尺寸的检验。尺寸的检验。尺寸的检验。
技术研发人员:秦国鹏 张丽英
受保护的技术使用者:中核建中核燃料元件有限公司
技术研发日:2022.10.20
技术公布日:2023/1/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。