技术特征:
1.一种内外径深度仿形重型钛合金环锻件,其特征在于,包括锻件,锻件外设有锻件外径轮廓(4),锻件外径轮廓(4)用大圆角(5)过渡,且锻件内径设有仿形(6),所述仿形(6)为内凹型,用于使得仿形(6)处最大壁厚为δ2 δ
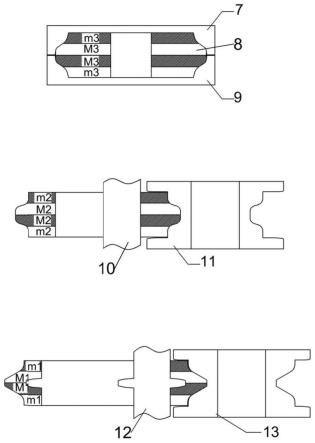
2-δ1。2.一种权利要求1所述的一种内外径深度仿形重型钛合金环锻件的成型方法,其特征在于,包括以下步骤:s1,首先锻造温度选用960℃;s2,开始制坯,制坯时选用制坯上模(7)配合制坯下模(9)将棒料制成制坯件(8);s3,开始预轧,对制坯件(8)预轧时选用主辊预轧工装(11)与直芯辊(10)对制坯件(8)进行三次轧制,每一火次的变形量控制在20%-25%,且每次轧制后风冷至600℃以下再进行下一次轧制,同时预轧每一火次后需压机平整锻件高度;s4,开启终轧,对预轧后的锻件终轧时选用主辊终轧工装(13)与芯辊仿形工装(12)对锻件进行环轧,且最后一次预轧以及终轧后均需风冷至600℃以下后再进行一下步骤,同时终轧后同样需压机平整锻件高度;s5,在终轧后的锻件试样环(14)处取得样品对其进行力学性能测试同时观测其显微组织。3.根据权利要求2所述的一种内外径深度仿形重型钛合金环锻件的成型方法,其特征在于,以斜面与直段的交点处以及中线处将成品锻件分为四部分,且由于锻件为上下对称,从而将制坯阶段锻件的质量分为m2与m3;同时将锻件预轧后和制坯阶段m3与m3相同的位置设为m2与m2;将锻件终轧后和制坯阶段m3与m3相同的位置设为m1与m1。4.根据权利要求3所述的一种内外径深度仿形重型钛合金环锻件的成型方法,其特征在于,直芯辊(10)的直径为350mm,所述主辊预轧工装(11)的外廓使得锻件m2与m2满足和m3=m2×
0.9。5.根据权利要求4所述的一种内外径深度仿形重型钛合金环锻件的成型方法,其特征在于,芯辊仿形工装(12)上设有与仿形(6)相契合的凸起,所述芯辊仿形工装(12)的最大直径为634.4mm,所述主辊终轧工装(13)设有与锻件外径轮廓(4)和大圆角(5)相契合的外廓,从而使得锻件m1与m1满足和m2=m1×
0.95。6.根据权利要求2所述的一种内外径深度仿形重型钛合金环锻件的成型方法,其特征在于,制坯件(8)的高度为420mm。7.根据权利要求2所述的一种内外径深度仿形重型钛合金环锻件的成型方法,其特征在于,预轧时第一次轧制后锻件内径变为480mm,第二次轧制后锻件内径变为600mm,第三次轧制后锻件内径变为800mm,同时此时锻件的高度为420mm。8.根据权利要求2所述的一种内外径深度仿形重型钛合金环锻件的成型方法,其特征在于,在终轧后锻件直径会变为1208mm,高度为422mm。
技术总结
本发明公开了一种内外径深度仿形重型钛合金环锻件及其成型方法,属于固体火箭发动机接头的成型技术领域,包括锻件,锻件外设有锻件外径轮廓,锻件外径轮廓用大圆角过渡,从而便于锻造时材料的流动,且锻件内径设有仿形,仿形设计的目的一方面是使锻件的芯部位置锻造时能锻透,从而提高芯部性能,另一方面是使锻件横截面每一处的壁厚趋于均匀,从而减少制坯时的分料难度,同时能够最大化的节省原材料。料。料。
技术研发人员:沈斌 钱进 白文平 陈洪波 汤寒立
受保护的技术使用者:江苏翔能科技发展有限公司
技术研发日:2022.09.29
技术公布日:2023/1/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。