1.本发明涉及工件加工技术领域,尤其涉及一种工件生产进度的管理方法、装置、设备及存储介质。
背景技术:
2.在非标自动化工件加工领域中,存在工件种类较多,但每款工件的数量较少的情况,并且大部份工件在每个工位流转的时间比较短。因此,工厂管理人员需要每天知晓每个工件的生产进度,以把控产品交货时间。
3.目前,现有的工件生产进度的管理方法,通常是由工厂跟单人员,每天拿着各客户订单到每个工位去人工统计在制品的图号,并记录当前的加工状态;之后,在每个工位生产的和存在于非工位上的工件全部统计完后,再由跟单人员将纸质的统计结果录入电脑,以供企业管理者和客户了解订单生产进度。然而,在现有技术中,由于工件的种类非常多,而且在加工过程中没有规律可循,故工件与清单核对所花的时间特别长;其次,非标准工件加工的工序特别多,由一个跟单人员统计完每个工位在制品,再把统计结果录入电脑形成电子信息,所花费的时间也比较长。因此,现有技术花费的时间较长,且统计结果有严重的滞后性。此外,采用人工统计的方式,也非常容易出现将编码等信息统计错误的问题。
技术实现要素:
4.本发明提供了一种工件生产进度的管理方法、装置、设备及存储介质,可以避免人工现场统计的问题,可以减少工件生产进度的管理所花费的时间,可以实现对工件加工信息的实时统计,且可以提升工件加工信息的录入准确度。
5.根据本发明的一方面,提供了一种工件生产进度的管理方法,包括:
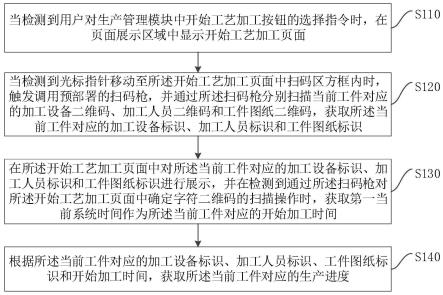
6.当检测到用户对生产管理模块中开始工艺加工按钮的选择指令时,在页面展示区域中显示开始工艺加工页面;
7.当检测到光标指针移动至所述开始工艺加工页面中扫码区方框内时,触发调用预部署的扫码枪,并通过所述扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识;
8.在所述开始工艺加工页面中对所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识进行展示,并在检测到通过所述扫码枪对所述开始工艺加工页面中确定字符二维码的扫描操作时,获取第一当前系统时间作为所述当前工件对应的开始加工时间;
9.根据所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间,获取所述当前工件对应的生产进度。
10.根据本发明的另一方面,提供了一种工件生产进度的管理装置,包括:
11.页面显示模块,用于当检测到用户对生产管理模块中开始工艺加工按钮的选择指令时,在页面展示区域中显示开始工艺加工页面;
12.标识获取模块,用于当检测到光标指针移动至所述开始工艺加工页面中扫码区方框内时,触发调用预部署的扫码枪,并通过所述扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识;
13.开始加工时间获取模块,用于在所述开始工艺加工页面中对所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识进行展示,并在检测到通过所述扫码枪对所述开始工艺加工页面中确定字符二维码的扫描操作时,获取第一当前系统时间作为所述当前工件对应的开始加工时间;
14.生产进度获取模块,用于根据所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间,获取所述当前工件对应的生产进度。
15.根据本发明的另一方面,提供了一种电子设备,所述电子设备包括:
16.扫码器,用于扫描二维码以获取对应信息;
17.存储器和至少一个处理器,所述扫码器通过所述至少一个处理器与所述存储器通信连接;其中,
18.所述存储器存储有可被所述至少一个处理器执行的计算机程序,所述计算机程序被所述至少一个处理器执行,以使所述至少一个处理器能够执行本发明任一实施例所述的工件生产进度的管理方法。
19.根据本发明的另一方面,提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机指令,所述计算机指令用于使处理器执行时实现本发明任一实施例所述的工件生产进度的管理方法。
20.本发明实施例的技术方案,通过在检测到用户对生产管理模块中开始工艺加工按钮的选择指令时,在页面展示区域中显示开始工艺加工页面;之后,当检测到光标指针移动至开始工艺加工页面中扫码区方框内时,触发调用预部署的扫码枪,并通过扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取当前工件对应的加工设备标识、加工人员标识和工件图纸标识;进一步的,在开始工艺加工页面中对当前工件对应的加工设备标识、加工人员标识和工件图纸标识进行展示,并在检测到通过扫码枪对开始工艺加工页面中确定字符二维码的扫描操作时,获取第一当前系统时间作为当前工件对应的开始加工时间;最终,根据当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间,获取当前工件对应的生产进度;通过将加工设备标识、加工人员标识、工件图纸标识和确定字符均转换为二维码的形式,并通过在各工位采用扫码枪扫描二维码的方式录入工件加工信息,可以避免人工现场统计的问题,可以减少工件生产进度的管理所花费的时间,可以实现对工件加工信息的实时统计,且可以提升工件加工信息的录入准确度。
21.应当理解,本部分所描述的内容并非旨在标识本发明的实施例的关键或重要特征,也不用于限制本发明的范围。本发明的其它特征将通过以下的说明书而变得容易理解。
附图说明
22.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于
本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
23.图1a是根据本发明实施例一提供的一种工件生产进度的管理方法的流程图;
24.图1b是根据本发明实施例一提供的一种开始工艺加工页面的示意图;
25.图1c是根据本发明实施例一提供的一种结束工艺加工页面的示意图;
26.图2a是根据本发明实施例二提供的一种工件生产进度的管理方法的流程图;
27.图2b是根据本发明实施例二提供的一种工艺加工查询页面的示意图;
28.图2c是根据本发明实施例二提供的一种订单进度查询页面的示意图;
29.图3是根据本发明实施例三提供的一种工件生产进度的管理装置的结构示意图;
30.图4是实现本发明实施例的工件生产进度的管理方法的电子设备的结构示意图。
具体实施方式
31.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
32.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”、“目标”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
33.实施例一
34.图1a为本发明实施例一提供了一种工件生产进度的管理方法的流程图,本实施例可适用于对非标工件的生产进度进行自动管理的情况,该方法可以由工件生产进度的管理装置来执行,该工件生产进度的管理装置可以采用硬件和/或软件的形式实现,该工件生产进度的管理装置可配置于电子设备中,典型的,电子设备可以是计算机设备。如图1a所示,该方法包括:
35.s110、当检测到用户对生产管理模块中开始工艺加工按钮的选择指令时,在页面展示区域中显示开始工艺加工页面。
36.在本实施例中,可以在每个工位预先安装连接有扫描枪的计算机设备,该计算机设备具有输入装置,例如,键盘和鼠标等,以及输出装置,例如,带触屏功能的显示屏。其次,计算机设备中可以预先安装有制造执行系统(manufacturing execution system,mes)客户端。
37.其中,用户,可以是mes客户端的当前登录用户,例如,可以是工件生产人员,或者生产管理人员。生产管理模块,可以是mes客户端的一个功能模块。
38.在一个具体的例子中,开始工艺加工页面可以如图1b所示;首先,工件生产人员在
到达工位后,可以首先登录mes客户端,并通过触屏操作在mes主页面中点击选择生产管理模块。此时,mes客户端可以采用预设的布局(例如,下拉列表等)展示生产管理模块对应的各功能按钮,例如,开始工艺加工按钮、结束工艺加工按钮等。进一步的,用户可以点击选择开始工艺加工按钮,以开始进行工件生产;mes客户端在检测到用户对开始工艺加工按钮的选择指令时,可以在右侧的页面展示区域中显示开始工艺加工页面。
39.其中,开始工艺加工页面的页面布局和包括的数据项,可以预先设置。典型的,可以包括设备id(identity,标识)、生产人员id、生产单号、图纸编号等数据项。
40.可选的,针对不同岗位的员工,mes客户端可以设置不同的权限,并可以针对不同的权限,设置不同的功能模块页面,并可以将上述设置存储到服务器中。例如,对于管理人员,可以设置更高的权限,从而可以查看更多的功能模块。由此,mes客户端在获取当前用户输入的登录信息后,可以将该登录信息发送到服务器。服务器在确定该登录信息成功通过身份验证后,可以根据该登录信息,获取当前用户对应的权限,并可以根据当前用户对应的权限,获取当前用户对应的功能模块页面,从而将该功能模块页面发送到客户端进行展示。
41.s120、当检测到光标指针移动至所述开始工艺加工页面中扫码区方框内时,触发调用预部署的扫码枪,并通过所述扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识。
42.其中,加工设备标识、加工人员标识和工件图纸标识,可以分别是加工设备的设备编号、加工人员的工号和工件图纸的编号。基于加工设备标识、加工人员标识和工件图纸标识,可以确定当前待加工的工件是哪一个工件,以及在哪个工位、由哪位员工负责加工。可以理解的是,一个工位通常负责特定的一个或者多个加工工艺,例如、雕刻、钳工等,故可以预先设置加工设备标识与工艺名称之间的映射关系。由此,在确定加工设备标识之后,可以直接获取当前的工艺名称。
43.在本实施例中,针对每一个工位的加工设备,可以预先将其设备编号编译为对应的加工设备二维码;同时,针对每一个员工,可以预先将其工号编译为对应的加工人员二维码。其次,针对每个待加工的工件,可以预先获取其对应的工件图纸编号,并可以将工件图纸编号编译为对应的工件图纸二维码。
44.在一个具体的例子中,开始工艺加工页面可以如图1b所示;用户可以通过移动鼠标或者通过触屏操作,将光标指针移动到开始工艺加工页面中扫码区选项对应的方框内,以触发调用计算机设备连接的扫码枪。之后,用户可以使用扫码枪分别扫描工位的加工设备二维码、自身的加工人员二维码,以及当前需要加工工件的工件图纸二维码,从而录入当前工件对应的加工设备标识、加工人员标识和工件图纸标识。
45.可选的,扫码枪可以安装在可移动的固定装置上,mes客户端可以通过控制该固定装置带动扫码枪移动,从而可以控制该扫码枪自动完成对各二维码的扫描。
46.s130、在所述开始工艺加工页面中对所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识进行展示,并在检测到通过所述扫码枪对所述开始工艺加工页面中确定字符二维码的扫描操作时,获取第一当前系统时间作为所述当前工件对应的开始加工时间。
47.其中,确定字符二维码,可以是“ok”字符编译成的二维码。在本实施例中,mes客户
端可以将确定按钮均转换为确定字符二维码,当扫码枪扫描到该二维码时,等同于点击页面中的确认按钮。
48.具体的,mes客户端在检测到通过扫码枪录入的当前工件对应的加工设备标识、加工人员标识和工件图纸标识后,可以在开始工艺加工页面中的相应位置对各项信息进行展示。用户在确定各项信息无误后,可以使用扫码枪扫描开始工艺加工页面中的确定字符二维码,以完成信息确定操作。此时,mes客户端可以记录当前的系统时间,即第一当前系统时间,以作为当前工件对应的开始加工时间。
49.上述设置的好处在于,在工件加工信息的录入过程中,用户可以无需执行点击操作,可以提升操作效率。
50.s140、根据所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间,获取所述当前工件对应的生产进度。
51.在本实施例中,根据当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间,若确定当前工件只具有对应的开始加工时间,则可以确定当前工件对应的生产进度为正在生产中;而若确定当前工件还具有对应的结束加工时间,则可以确定当前工件对应的生产进度为完成生产。
52.进一步的,通过各工位的mes客户端,可以分析获取全部工件的生产进度,例如,哪些工件正在生产、哪些工件还未生产和哪些工件已生产完成等。由此,企业管理人员可以根据各工件的生产进度,以及不同工件订单的交货时间,合理安排和调整工件生产。
53.本发明实施例的技术方案,通过在检测到用户对生产管理模块中开始工艺加工按钮的选择指令时,在页面展示区域中显示开始工艺加工页面;之后,当检测到光标指针移动至开始工艺加工页面中扫码区方框内时,触发调用预部署的扫码枪,并通过扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取当前工件对应的加工设备标识、加工人员标识和工件图纸标识;进一步的,在开始工艺加工页面中对当前工件对应的加工设备标识、加工人员标识和工件图纸标识进行展示,并在检测到通过扫码枪对开始工艺加工页面中确定字符二维码的扫描操作时,获取第一当前系统时间作为当前工件对应的开始加工时间;最终,根据当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间,获取当前工件对应的生产进度;通过将加工设备标识、加工人员标识、工件图纸标识和确定字符均转换为二维码的形式,并通过在各工位采用扫码枪扫描二维码的方式录入工件加工信息,可以避免人工现场统计的问题,可以减少工件生产进度的管理所花费的时间,可以实现对工件加工信息的实时统计,且可以提升工件加工信息的录入准确度。
54.在本实施例的一个可选的实施方式中,在获取第一当前系统时间作为所述当前工件对应的开始加工时间之后,还可以包括:
55.根据用户对所述生产管理模块中结束工艺加工按钮的选择指令,在所述页面展示区域中显示结束工艺加工页面,并在检测到所述光标指针移动至所述结束工艺加工页面中扫码区方框内时,触发调用所述扫码枪;
56.当检测到通过所述扫码枪对所述工件图纸二维码的扫描操作时,若检测到通过所述扫码枪对所述结束工艺加工页面中确定字符二维码的扫描操作,则获取第二当前系统时间作为所述当前工件对应的结束加工时间。
57.在本实施例中,当工件生产人员完成对当前工件的加工后,可以首先触屏点击如图1b所示的mes客户端页面中的生产管理模块,并在弹出的各按钮中选择结束工艺加工按钮。mes客户端在检测到用户对结束工艺加工按钮的选择指令后,可以在页面展示区域中显示对应预设布局的结束工艺加工页面。其中,结束工艺加工页面可以如图1c所示,可以包括扫码区选项和对应的扫码区方框。
58.然后,工件生产人员可以触屏点击扫码区方框,以将光标指针移动到该扫码区方框内,从而触发调用扫码枪。之后,工件生产人员可以操控扫码枪再次扫描当前工件对应的工件图纸二维码,以指示当前需要结束加工的是哪个工件,并可以操控扫码枪再扫描结束工艺加工页面中的确定字符二维码,以完成确认操作,从而最终结束当前工件的加工。此时,mes客户端可以获取当前的系统时间,即第二当前系统时间,以作为结束加工时间。
59.可选的,mes客户端在检测到通过扫码枪对当前工件对应的工件图纸二维码的扫描操作时,还可以向用户展示存储的当前工件对应的所有加工信息,例如,加工设备标识、加工人员标识、开始加工时间等,用户可以查看展示信息,并可以在确定信息无误后,操控扫码枪扫描确定字符二维码。
60.对应的,根据所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间,获取所述当前工件对应的生产进度,可以包括:
61.根据所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识、开始加工时间和结束加工时间,获取所述当前工件对应的生产进度。
62.具体的,若针对当前工件,既具有对应的开始加工时间,又具有对应的结束加工时间,则可以确定当前工件对应的生产进度为完成加工。其次,开始加工时间和结束加工时间,还可以为工时核算和绩效考核提供数据支持。
63.在本实施例中,在工件生产的全过程中,数据的录入均采用扫码枪扫描二维码的形式完成,可以避免人工将字符逐一录入系统所花费的大量时间,可以降低人力成本。其次,可以实现对加工信息的实时统计,可以解决现有技术中的统计信息滞后的问题,可以实现对工件生产状态的精准反映;此外,由最原始的清单数据导入到全部加工历程的统计,全程无人工对统计数据进行干预,可以避免人工误写或者字迹模糊等情况导致的数据错误问题,可以极大降低数据统计错误的概率。
64.在本实施例的另一个可选的实施方式中,在通过所述扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识之前,还可以包括:
65.获取图纸编号清单,所述图纸编号清单包括至少一个工件图纸编号,以及各所述工件图纸编号对应的接收时间;
66.根据各所述工件图纸编号对应的接收时间,获取各所述工件图纸编号对应的生产编号,并对各所述工件图纸编号和对应的生产编号进行组合,以获取各工件对应的工件图纸标识;
67.根据各所述工件对应的工件图纸标识,生成各所述工件对应的工件图纸二维码。
68.可以理解的是,每个待生产工件均具有对应的工件图纸,工件生产人员需要按照工件图纸中记载的工件结构进行工件加工。在本实施例中,工件图纸可以是以工件图纸编号命名的pdf文档,管理人员可以将各工件图纸和包括各工件图纸编号的图纸编号清单上
传至mes客户端。其中,图纸编号清单,还可以包括各工件图纸编号对应的接收时间,即接单时间。
69.在本实施例中,针对每个工件的工件图纸,可以预先根据工件图纸编号,生成对应的工件图纸二维码,并可以将工件图纸二维码添加到对应的工件图纸上,进而可以将添加了工件图纸二维码的工件图纸分发到对应工件生产人员的mes客户端。
70.其中,在生成工件图纸二维码时,首先,可以根据各工件图纸编号对应的接收时间,按照时间从前到后的顺序对各工件图纸编号进行排序,并根据排序结果,获取各工件图纸编号对应的生产编号;然后,可以对生产编号和工件图纸编号进行组合,以获取工件图纸标识,例如,可以采用字符“_”对生产编号和工件图纸编号进行连接;最终,可以将工件图纸标识编译为对应的工件图纸二维码。
71.在本实施例的另一个可选的实施方式中,所述图纸编号清单,还可以包括各所述工件图纸编号对应的加工数量,在通过所述扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识之后,还可以包括:
72.根据所述当前工件对应的工件图纸标识,获取所述当前工件对应的工件图纸编号;
73.根据所述当前工件对应的工件图纸编号,以及各所述工件图纸编号对应的加工数量,获取所述当前工件对应的加工数量。
74.具体的,工件生产人员的mes客户端,可以基于工件图纸标识的生成规则对当前工件对应的工件图纸标识进行拆分,以获取工件图纸编号,并可以根据该工件图纸编号,以及图纸编号清单中每个工件图纸编号对应的加工数量,查找得到该工件图纸编号对应的加工数量。
75.对应的,在所述开始工艺加工页面中对所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识进行展示,可以包括:
76.在所述开始工艺加工页面中,对所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和加工数量进行展示。
77.具体的,在对当前工件对应的各项加工信息进行展示时,还可以同时对当前工件对应的加工数量进行展示。
78.在本实施例的另一个可选的实施方式中,在所述开始工艺加工页面中,对所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和加工数量进行展示之后,还可以包括:
79.当检测到用户对所述当前工件对应的加工数量的修改指令时,获取所述当前工件对应的更新加工数量,并在所述开始工艺加工页面中对所述更新加工数量进行展示。
80.在本实施例中,mes客户端在展示当前工件对应的加工数量之后,若存在其他原因导致实际加工数量与清单加工数量不一致,工件加工人员则可以点击开始工艺加工页面中当前工件对应的加工数量,并删除该加工数量,以及输入更新加工数量。mes客户端可以获取用户输入的更新加工数量,并对该更新加工数量进行展示。
81.上述设置的好处在于,可以实现对工件加工数量的灵活设置,可以提升工件加工的灵活性。
82.实施例二
83.图2a为本发明实施例二提供的一种工件生产进度的管理方法的流程图,本实施例是对上述技术方案的进一步细化,本实施例中的技术方案可以与上述一个或者多个实施方式结合。如图2a所示,该方法包括:
84.s210、当检测到用户对生产管理模块中开始工艺加工按钮的选择指令时,在页面展示区域中显示开始工艺加工页面。
85.s220、当检测到光标指针移动至所述开始工艺加工页面中扫码区方框内时,触发调用预部署的扫码枪,并通过所述扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识。
86.s230、在所述开始工艺加工页面中对所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识进行展示,并在检测到通过所述扫码枪对所述开始工艺加工页面中确定字符二维码的扫描操作时,获取第一当前系统时间作为所述当前工件对应的开始加工时间。
87.s240、根据用户对所述生产管理模块中结束工艺加工按钮的选择指令,在所述页面展示区域中显示结束工艺加工页面,并在检测到所述光标指针移动至所述结束工艺加工页面中扫码区方框内时,触发调用所述扫码枪。
88.s250、当检测到通过所述扫码枪对所述工件图纸二维码的扫描操作时,若检测到通过所述扫码枪对所述结束工艺加工页面中确定字符二维码的扫描操作,则获取第二当前系统时间作为所述当前工件对应的结束加工时间。
89.s260、根据所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识、开始加工时间和结束加工时间,获取所述当前工件对应的生产进度。
90.s270、生成所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间之间的映射关系,并将所述映射关系存储到预设数据库。
91.在本实施例中,在获取到当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间之后,可以采用映射关系的方式,将各项信息存储到预设数据库中。
92.s280、根据用户对所述生产管理模块中工艺加工履历按钮的选择指令,在所述页面展示区域中显示工艺加工查询页面。
93.其中,生产管理模块中还可以包括工艺加工履历按钮,用户在点击该按钮后,mes客户端可以在页面展示区域中显示工艺加工查询页面。工艺加工查询页面,可以包括多个查询条件项,用户可以在各查询条件项中输入查询条件,以查看对应的工件生产信息。
94.s290、获取用户在所述工艺加工查询页面中输入的查询条件,并从所述预设数据库中查找得到所述查询条件匹配的目标映射关系。
95.其中,查询条件,可以包括加工设备标识、加工人员标识、工件图纸标识和开始加工时间中的至少一项。在本实施例中,还可以在预设数据库中预先存储有加工设备标识和工艺名称的映射关系,以及加工人员标识和加工人员姓名的映射关系等。由此,根据各查询条件,还可以查找得到匹配的工艺名称、加工人员姓名等信息。可选的,查询结果包括的数据项和各数据项的先后顺序,可以根据用户的设置信息自适应调整。
96.在一个具体的例子中,工艺加工查询页面可以如图2b所示。其中,可以包括人员姓
名、工艺名称、图纸编号和开始日期等查询条件项。用户可以输入一个或者多个查询条件,并点击查询按钮,以筛选得到匹配的一条或者多条目标映射关系。
97.s2100、在所述工艺加工查询页面中,对所述目标映射关系中目标工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间进行展示。
98.具体的,在查找得到目标映射关系之后,mes客户端可以在工艺加工查询页面中,采用表格的形式对目标映射关系中的各项信息进行展示。需要说明的是,目标映射关系中还可以包括结束加工时间。由此,可以实现对当前加工工艺的开始加工时间和结束加工时间的记录和展示。可选的,mes客户端在检测到用户对导出按钮的选择指令时,还可以将目标映射关系导出为用户指定的文件格式,例如,word、excel等。
99.可选的,mes客户端还可以响应于对生产订单管理模块中订单进度查询按钮的选择指令,在页面展示区域中显示订单进度查询页面,并获取用户在订单进度查询页面中输入的查询工件图纸标识;之后,可以从预设数据库中查询得到该工件图纸标识匹配的加工历程(不同工位的映射关系),并对该工件图纸标识匹配的加工历程进行展示。其中,订单进度查询页面可以如图2c所示;加工历程,可以包括历程名(例如,工艺加工开始、工艺加工结束等)、操作人员、作业时间(开始加工时间)等数据项。由此,管理人员可以通过mes客户端实时查询得到各工件图纸标识对应的生产进度。
100.本发明实施例的技术方案,在根据当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间,获取当前工件对应的生产进度之后,通过生成当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间之间的映射关系,并将映射关系存储到预设数据库;之后,根据用户对生产管理模块中工艺加工履历按钮的选择指令,在页面展示区域中显示工艺加工查询页面;然后,获取用户在工艺加工查询页面中输入的查询条件,并从预设数据库中查找得到查询条件匹配的目标映射关系;最终,在工艺加工查询页面中,对目标映射关系中目标工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间进行展示;通过对各工位的工件生产信息进行存储,并在接收到查询指令时对匹配的存储数据进行输出展示,可以实现对工件生产历程的全程监测,可以避免人工仅对统计瞬间生产状态的记录,可以实现对工件加工时长的准确统计,从而可以为员工绩效考核提供数据支持。
101.实施例三
102.图3为本发明实施例三提供的一种工件生产进度的管理装置的结构示意图。如图3所示,该装置包括:页面显示模块310、标识获取模块320、开始加工时间获取模块330和生产进度获取模块340;其中,
103.页面显示模块310,用于当检测到用户对生产管理模块中开始工艺加工按钮的选择指令时,在页面展示区域中显示开始工艺加工页面;
104.标识获取模块320,用于当检测到光标指针移动至所述开始工艺加工页面中扫码区方框内时,触发调用预部署的扫码枪,并通过所述扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识;
105.开始加工时间获取模块330,用于在所述开始工艺加工页面中对所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识进行展示,并在检测到通过所述扫码枪
对所述开始工艺加工页面中确定字符二维码的扫描操作时,获取第一当前系统时间作为所述当前工件对应的开始加工时间;
106.生产进度获取模块340,用于根据所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间,获取所述当前工件对应的生产进度。
107.本发明实施例的技术方案,通过在检测到用户对生产管理模块中开始工艺加工按钮的选择指令时,在页面展示区域中显示开始工艺加工页面;之后,当检测到光标指针移动至开始工艺加工页面中扫码区方框内时,触发调用预部署的扫码枪,并通过扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取当前工件对应的加工设备标识、加工人员标识和工件图纸标识;进一步的,在开始工艺加工页面中对当前工件对应的加工设备标识、加工人员标识和工件图纸标识进行展示,并在检测到通过扫码枪对开始工艺加工页面中确定字符二维码的扫描操作时,获取第一当前系统时间作为当前工件对应的开始加工时间;最终,根据当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间,获取当前工件对应的生产进度;通过将加工设备标识、加工人员标识、工件图纸标识和确定字符均转换为二维码的形式,并通过在各工位采用扫码枪扫描二维码的方式录入工件加工信息,可以避免人工现场统计的问题,可以减少工件生产进度的管理所花费的时间,可以实现对工件加工信息的实时统计,且可以提升工件加工信息的录入准确度。
108.可选的,所述工件生产进度的管理装置,还可以包括:
109.扫码枪调用模块,用于根据用户对所述生产管理模块中结束工艺加工按钮的选择指令,在所述页面展示区域中显示结束工艺加工页面,并在检测到所述光标指针移动至所述结束工艺加工页面中扫码区方框内时,触发调用所述扫码枪;
110.结束加工时间获取模块,用于当检测到通过所述扫码枪对所述工件图纸二维码的扫描操作时,若检测到通过所述扫码枪对所述结束工艺加工页面中确定字符二维码的扫描操作,则获取第二当前系统时间作为所述当前工件对应的结束加工时间;
111.生产进度获取模块340,具体用于根据所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识、开始加工时间和结束加工时间,获取所述当前工件对应的生产进度。
112.可选的,所述工件生产进度的管理装置,还可以包括:
113.图纸编号清单获取模块,用于获取图纸编号清单,所述图纸编号清单包括至少一个工件图纸编号,以及各所述工件图纸编号对应的接收时间;
114.工件图纸标识获取模块,用于根据各所述工件图纸编号对应的接收时间,获取各所述工件图纸编号对应的生产编号,并对各所述工件图纸编号和对应的生产编号进行组合,以获取各工件对应的工件图纸标识;
115.工件图纸二维码生成模块,用于根据各所述工件对应的工件图纸标识,生成各所述工件对应的工件图纸二维码。
116.可选的,所述图纸编号清单,还包括各所述工件图纸编号对应的加工数量;所述工件生产进度的管理装置,还可以包括:
117.工件图纸编号获取模块,用于根据所述当前工件对应的工件图纸标识,获取所述当前工件对应的工件图纸编号;
118.加工数量获取模块,用于根据所述当前工件对应的工件图纸编号,以及各所述工件图纸编号对应的加工数量,获取所述当前工件对应的加工数量;
119.开始加工时间获取模块330,具体用于在所述开始工艺加工页面中,对所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和加工数量进行展示。
120.可选的,所述工件生产进度的管理装置,还可以包括:
121.更新加工数量获取模块,用于当检测到用户对所述当前工件对应的加工数量的修改指令时,获取所述当前工件对应的更新加工数量,并在所述开始工艺加工页面中对所述更新加工数量进行展示。
122.可选的,所述工件生产进度的管理装置,还可以包括:
123.映射关系生成模块,用于生成所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间之间的映射关系,并将所述映射关系存储到预设数据库;
124.工艺加工查询页面展示模块,用于根据用户对所述生产管理模块中工艺加工履历按钮的选择指令,在所述页面展示区域中显示工艺加工查询页面;
125.目标映射关系查找模块,用于获取用户在所述工艺加工查询页面中输入的查询条件,并从所述预设数据库中查找得到所述查询条件匹配的目标映射关系;
126.标识展示模块,用于在所述工艺加工查询页面中,对所述目标映射关系中目标工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间进行展示。
127.可选的,所述查询条件,包括加工设备标识、加工人员标识、工件图纸标识和开始加工时间中的至少一项。
128.本发明实施例所提供的工件生产进度的管理装置可执行本发明任意实施例所提供的工件生产进度的管理方法,具备执行方法相应的功能模块和有益效果。
129.实施例四
130.图4示出了可以用来实施本发明的实施例的电子设备400的结构示意图。电子设备旨在表示各种形式的数字计算机,诸如,膝上型计算机、台式计算机、工作台、个人数字助理、服务器、刀片式服务器、大型计算机、和其它适合的计算机。电子设备还可以表示各种形式的移动装置,诸如,个人数字处理、蜂窝电话、智能电话、可穿戴设备(如头盔、眼镜、手表等)和其它类似的计算装置。本文所示的部件、它们的连接和关系、以及它们的功能仅仅作为示例,并且不意在限制本文中描述的和/或者要求的本发明的实现。
131.如图4所示,电子设备400包括扫码器401,用于扫描二维码以获取对应信息;存储器和至少一个处理器402,扫码器401通过至少一个处理器402与存储器通信连接;其中,存储器如只读存储器(rom)403、随机访问存储器(ram)404等,存储有可被至少一个处理器402执行的计算机程序,处理器402可以根据存储在只读存储器(rom)403中的计算机程序或者从存储单元409加载到随机访问存储器(ram)404中的计算机程序,来执行各种适当的动作和处理。在ram 404中,还可存储电子设备400操作所需的各种程序和数据。处理器402、rom 403以及ram 404通过总线405彼此相连。输入/输出(i/o)接口406也连接至总线405。
132.电子设备400中的多个部件连接至i/o接口406,包括:输入单元407,例如键盘、鼠标等;输出单元408,例如各种类型的显示器、扬声器等;存储单元409,例如磁盘、光盘等;以及通信单元410,例如网卡、调制解调器、无线通信收发机等。通信单元410允许电子设备400通过诸如因特网的计算机网络和/或各种电信网络与其他设备交换信息/数据。此外,扫码
器401也可以连接至i/o接口406。
133.处理器402可以是各种具有处理和计算能力的通用和/或专用处理组件。处理器402的一些示例包括但不限于中央处理单元(cpu)、图形处理单元(gpu)、各种专用的人工智能(ai)计算芯片、各种运行机器学习模型算法的处理器、数字信号处理器(dsp)、以及任何适当的处理器、控制器、微控制器等。处理器402执行上文所描述的各个方法和处理,例如工件生产进度的管理方法。
134.在一些实施例中,工件生产进度的管理方法可被实现为计算机程序,其被有形地包含于计算机可读存储介质,例如存储单元409。在一些实施例中,计算机程序的部分或者全部可以经由rom 403和/或通信单元410而被载入和/或安装到电子设备400上。当计算机程序加载到ram 404并由处理器402执行时,可以执行上文描述的工件生产进度的管理方法的一个或多个步骤。备选地,在其他实施例中,处理器402可以通过其他任何适当的方式(例如,借助于固件)而被配置为执行工件生产进度的管理方法。
135.本文中以上描述的系统和技术的各种实施方式可以在数字电子电路系统、集成电路系统、场可编程门阵列(fpga)、专用集成电路(asic)、专用标准产品(assp)、芯片上系统的系统(soc)、负载可编程逻辑设备(cpld)、计算机硬件、固件、软件、和/或它们的组合中实现。这些各种实施方式可以包括:实施在一个或者多个计算机程序中,该一个或者多个计算机程序可在包括至少一个可编程处理器的可编程系统上执行和/或解释,该可编程处理器可以是专用或者通用可编程处理器,可以从存储系统、至少一个输入装置、和至少一个输出装置接收数据和指令,并且将数据和指令传输至该存储系统、该至少一个输入装置、和该至少一个输出装置。
136.用于实施本发明的方法的计算机程序可以采用一个或多个编程语言的任何组合来编写。这些计算机程序可以提供给通用计算机、专用计算机或其他可编程数据处理装置的处理器,使得计算机程序当由处理器执行时使流程图和/或框图中所规定的功能/操作被实施。计算机程序可以完全在机器上执行、部分地在机器上执行,作为独立软件包部分地在机器上执行且部分地在远程机器上执行或完全在远程机器或服务器上执行。
137.在本发明的上下文中,计算机可读存储介质可以是有形的介质,其可以包含或存储以供指令执行系统、装置或设备使用或与指令执行系统、装置或设备结合地使用的计算机程序。计算机可读存储介质可以包括但不限于电子的、磁性的、光学的、电磁的、红外的、或半导体系统、装置或设备,或者上述内容的任何合适组合。备选地,计算机可读存储介质可以是机器可读信号介质。机器可读存储介质的更具体示例会包括基于一个或多个线的电气连接、便携式计算机盘、硬盘、随机存取存储器(ram)、只读存储器(rom)、可擦除可编程只读存储器(eprom或快闪存储器)、光纤、便捷式紧凑盘只读存储器(cd-rom)、光学储存设备、磁储存设备、或上述内容的任何合适组合。
138.为了提供与用户的交互,可以在电子设备上实施此处描述的系统和技术,该电子设备具有:用于向用户显示信息的显示装置(例如,crt(阴极射线管)或者lcd(液晶显示器)监视器);以及键盘和指向装置(例如,鼠标或者轨迹球),用户可以通过该键盘和该指向装置来将输入提供给电子设备。其它种类的装置还可以用于提供与用户的交互;例如,提供给用户的反馈可以是任何形式的传感反馈(例如,视觉反馈、听觉反馈、或者触觉反馈);并且可以用任何形式(包括声输入、语音输入或者、触觉输入)来接收来自用户的输入。
139.可以将此处描述的系统和技术实施在包括后台部件的计算系统(例如,作为数据服务器)、或者包括中间件部件的计算系统(例如,应用服务器)、或者包括前端部件的计算系统(例如,具有图形用户界面或者网络浏览器的用户计算机,用户可以通过该图形用户界面或者该网络浏览器来与此处描述的系统和技术的实施方式交互)、或者包括这种后台部件、中间件部件、或者前端部件的任何组合的计算系统中。可以通过任何形式或者介质的数字数据通信(例如,通信网络)来将系统的部件相互连接。通信网络的示例包括:局域网(lan)、广域网(wan)、区块链网络和互联网。
140.计算系统可以包括客户端和服务器。客户端和服务器一般远离彼此并且通常通过通信网络进行交互。通过在相应的计算机上运行并且彼此具有客户端-服务器关系的计算机程序来产生客户端和服务器的关系。服务器可以是云服务器,又称为云计算服务器或云主机,是云计算服务体系中的一项主机产品,以解决了传统物理主机与vps服务中,存在的管理难度大,业务扩展性弱的缺陷。
141.应该理解,可以使用上面所示的各种形式的流程,重新排序、增加或删除步骤。例如,本发明中记载的各步骤可以并行地执行也可以顺序地执行也可以不同的次序执行,只要能够实现本发明的技术方案所期望的结果,本文在此不进行限制。
142.上述具体实施方式,并不构成对本发明保护范围的限制。本领域技术人员应该明白的是,根据设计要求和其他因素,可以进行各种修改、组合、子组合和替代。任何在本发明的精神和原则之内所作的修改、等同替换和改进等,均应包含在本发明保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。