技术特征:
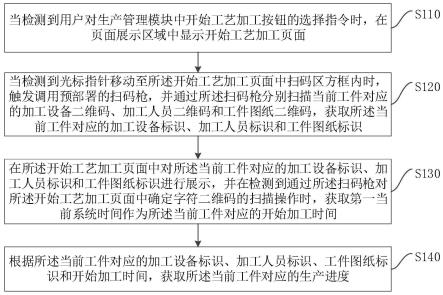
1.一种工件生产进度的管理方法,其特征在于,包括:当检测到用户对生产管理模块中开始工艺加工按钮的选择指令时,在页面展示区域中显示开始工艺加工页面;当检测到光标指针移动至所述开始工艺加工页面中扫码区方框内时,触发调用预部署的扫码枪,并通过所述扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识;在所述开始工艺加工页面中对所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识进行展示,并在检测到通过所述扫码枪对所述开始工艺加工页面中确定字符二维码的扫描操作时,获取第一当前系统时间作为所述当前工件对应的开始加工时间;根据所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间,获取所述当前工件对应的生产进度。2.根据权利要求1所述的方法,其特征在于,在获取第一当前系统时间作为所述当前工件对应的开始加工时间之后,还包括:根据用户对所述生产管理模块中结束工艺加工按钮的选择指令,在所述页面展示区域中显示结束工艺加工页面,并在检测到所述光标指针移动至所述结束工艺加工页面中扫码区方框内时,触发调用所述扫码枪;当检测到通过所述扫码枪对所述工件图纸二维码的扫描操作时,若检测到通过所述扫码枪对所述结束工艺加工页面中确定字符二维码的扫描操作,则获取第二当前系统时间作为所述当前工件对应的结束加工时间;根据所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间,获取所述当前工件对应的生产进度,包括:根据所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识、开始加工时间和结束加工时间,获取所述当前工件对应的生产进度。3.根据权利要求1所述的方法,其特征在于,在通过所述扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识之前,还包括:获取图纸编号清单,所述图纸编号清单包括至少一个工件图纸编号,以及各所述工件图纸编号对应的接收时间;根据各所述工件图纸编号对应的接收时间,获取各所述工件图纸编号对应的生产编号,并对各所述工件图纸编号和对应的生产编号进行组合,以获取各工件对应的工件图纸标识;根据各所述工件对应的工件图纸标识,生成各所述工件对应的工件图纸二维码。4.根据权利要求3所述的方法,其特征在于,所述图纸编号清单,还包括各所述工件图纸编号对应的加工数量,在通过所述扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识之后,还包括:根据所述当前工件对应的工件图纸标识,获取所述当前工件对应的工件图纸编号;根据所述当前工件对应的工件图纸编号,以及各所述工件图纸编号对应的加工数量,
获取所述当前工件对应的加工数量;在所述开始工艺加工页面中对所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识进行展示,包括:在所述开始工艺加工页面中,对所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和加工数量进行展示。5.根据权利要求4所述的方法,其特征在于,在所述开始工艺加工页面中,对所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和加工数量进行展示之后,还包括:当检测到用户对所述当前工件对应的加工数量的修改指令时,获取所述当前工件对应的更新加工数量,并在所述开始工艺加工页面中对所述更新加工数量进行展示。6.根据权利要求1所述的方法,其特征在于,在根据所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间,获取所述当前工件对应的生产进度之后,还包括:生成所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间之间的映射关系,并将所述映射关系存储到预设数据库;根据用户对所述生产管理模块中工艺加工履历按钮的选择指令,在所述页面展示区域中显示工艺加工查询页面;获取用户在所述工艺加工查询页面中输入的查询条件,并从所述预设数据库中查找得到所述查询条件匹配的目标映射关系;在所述工艺加工查询页面中,对所述目标映射关系中目标工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间进行展示。7.根据权利要求6所述的方法,其特征在于,所述查询条件,包括加工设备标识、加工人员标识、工件图纸标识和开始加工时间中的至少一项。8.一种工件生产进度的管理装置,其特征在于,包括:页面显示模块,用于当检测到用户对生产管理模块中开始工艺加工按钮的选择指令时,在页面展示区域中显示开始工艺加工页面;标识获取模块,用于当检测到光标指针移动至所述开始工艺加工页面中扫码区方框内时,触发调用预部署的扫码枪,并通过所述扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识;开始加工时间获取模块,用于在所述开始工艺加工页面中对所述当前工件对应的加工设备标识、加工人员标识和工件图纸标识进行展示,并在检测到通过所述扫码枪对所述开始工艺加工页面中确定字符二维码的扫描操作时,获取第一当前系统时间作为所述当前工件对应的开始加工时间;生产进度获取模块,用于根据所述当前工件对应的加工设备标识、加工人员标识、工件图纸标识和开始加工时间,获取所述当前工件对应的生产进度。9.一种电子设备,其特征在于,所述电子设备包括:扫码器,用于扫描二维码以获取对应信息;存储器和至少一个处理器,所述扫码器通过所述至少一个处理器与所述存储器通信连
接;其中,所述存储器存储有可被所述至少一个处理器执行的计算机程序,所述计算机程序被所述至少一个处理器执行,以使所述至少一个处理器能够执行权利要求1-7中任一项所述的工件生产进度的管理方法。10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质存储有计算机指令,所述计算机指令用于使处理器执行时实现权利要求1-7中任一项所述的工件生产进度的管理方法。
技术总结
本发明公开了一种工件生产进度的管理方法、装置、设备及存储介质。该方法包括:当检测到对开始工艺加工按钮的选择指令时,显示开始工艺加工页面;当检测到光标指针移动至扫码区方框内时,通过扫码枪分别扫描当前工件对应的加工设备二维码、加工人员二维码和工件图纸二维码,获取加工设备标识、加工人员标识和工件图纸标识;若检测到通过扫码枪扫描确定字符二维码,则获取第一当前系统时间作为开始加工时间;根据上述各信息获取当前工件对应的生产进度。本实施例的技术方案,通过在各工位采用扫描枪扫描二维码的方式录入工件加工信息,可以避免人工现场统计的问题,可以实现对工件加工信息的实时统计,且可以提升工件加工信息的录入准确度。入准确度。入准确度。
技术研发人员:涂寒阳
受保护的技术使用者:深圳市弘海精密科技有限公司
技术研发日:2022.11.11
技术公布日:2023/1/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。