1.本技术涉及五金件加工的技术领域,尤其是涉及一种具有方向调节功能的五金件触点焊接装置。
背景技术:
2.五金件是指由金、银、铜、铁、锡等金属材料进行加工、铸造得到的工具,通常是构成各种机械结构的零部件,为了使五金件便于与其他设备结构电性连接,通常会按照需要在钣金状的五金件表面焊接触点。
3.其中,根据不同五金件的使用需求,需要在五金件的表面焊接形状、位置不相同的触点,而目前的加工设备,是采用多个固定的焊枪进行分步焊接,焊枪的摆放方向、摆放位置不相同,已达到五金件焊接触点的要求,而这种加工方式,使加工设备占用的室内空间较大,且工序繁琐,上述问题有待解决。
技术实现要素:
4.为了减少五金件触点焊接的工序,使得更便利的对五金件焊接触点,本技术提供一种具有方向调节功能的五金件触点焊接装置,采用如下的技术方案:
5.一种具有方向调节功能的五金件触点焊接装置,包括焊枪本体、用于对焊枪本体提供触点焊接材质的上料机构和用于安装于转动驱动件的调向机构,所述上料机构安装于焊枪本体,所述焊枪本体安装于调向机构的顶端,所述调向机构设置有焊接工位。
6.通过采用上述方案,上料机构将焊接触点需要的触点焊接材质输送至焊接工位,焊枪本体将位于焊接工位的触点焊接材质进行熔融焊接至五金件表面,在焊接的过程中,转动驱动件驱动调向机构转动,并且调向机构进一步的调节焊枪本体的位置,从而起到调节触点的焊接方向的作用,达到减少五金件触点焊接的工序,使得更便利的对五金件焊接触点的效果。
7.优选的,所述调向机构包括转动调节板、第一方向调节组件和第二方向调节组件,所述转动调节板固定连接转动驱动件,所述第一方向调节组件安装于转动调节板,所述第二方向调节组件安装于第一方向调节组件,所述焊枪本体安装于第二方向调节组件。
8.通过采用上述方案,转动驱动件带动转动调节板进行转动,从而调节焊枪本体的焊接角度,第一方向调节组件和第二方向调节组件配合调节焊枪本体的位置,从而调节焊枪本体的触点焊接位置,多方向多角度的调节焊接角度,达到减少五金件触点焊接的工序的效果。
9.优选的,所述第一方向调节组件包括第一驱动件、第一导向杆、第一丝杆和承载板,所述第一驱动件和第一导向杆均固定安装于转动调节板,所述第一丝杆固定连接于第一驱动件的转动端,所述第一导向杆设置于第一丝杆的侧边,所述第一丝杆螺纹连接于承载板,所述第二方向调节组件安装于承载板。
10.通过采用上述方案,第一驱动件驱动第一丝杆转动,第一丝杆带动承载板沿着第
一导向杆的方向移动,从而调节第二方向调节组件的位置,使得安装于第二方向调节组件的焊枪本体的位置被调节,达到调节触点焊接的位置和方向的效果。
11.优选的,所述第二方向调节组件包括第二驱动件、第二导向杆、第二丝杆和滑移安装块,所述第一丝杆螺纹连接于承载板,所述第二驱动件和第二导杆均安装于承载板的上表面,所述第二丝杆固定连接于第二驱动件的转动端,所述第二导向杆设置于第二丝杆的侧边,所述第二丝杆螺纹连接于滑移安装块,所述焊枪本体安装于滑移安装块。
12.通过采用上述方案,第二驱动件带动第二丝杆转动,从而带动滑移安装块沿着第二导向杆的方向移动,焊枪本体安装在滑移安装块,从而使焊枪本体的焊接位置改变,调节触点焊接的位置和方向,达到更便利的对五金件焊接触点的效果。
13.优选的,所述焊枪本体的底部设置有用于配合滑移安装块进行安装的安装槽,且所述滑移安装块和安装槽均设置有用于穿设螺栓的螺纹固定孔。
14.通过采用上述方案,滑移安装块通过插接在安装槽内进行定位,再通过螺栓穿过安装槽和滑移安装块进行固定,达到便于便捷的进行安装固定的效果。
15.优选的,所述焊枪本体设置有启动按键,所述启动按键设置于焊枪本体的顶部。
16.通过采用上述方案,当启动按键被外部向下冲的设备按压时,焊枪本体进行焊接触点的操作,当启动按键复位,焊枪本体停止焊接操作,达到控制焊枪本体启停的效果。
17.优选的,所述启动按键的顶部设置有用于增大按压面积的按压板,所述按压板固定连接于启动按键。
18.通过采用上述方案,调向机构对焊枪本体的位置和方向进行调节后,外部的按压设备始终能通过按压于按压板表面,从而按压启动按键,达到始终能够触发焊枪本体工作的效果。
19.优选的,所述转动调节板设置为圆形,所述转动驱动件连接于转动调节板的底部圆心。
20.通过采用上述方案,转动调节板连接底部的转动驱动件,通过转动驱动件驱动,从而实现旋转调节方向,而圆形的转动调节板能够放置在外部工台的圆口进行调向操作,使得工台的表面平整,达到减小焊接装置占用的空间的效果。
21.综上所述,本技术包括以下至少一种有益技术效果:
22.上料机构对焊枪本体提供焊接用的触点焊接材质,焊枪本体对输送到焊接工位的五金件进行焊接触点操作,调向机构能够通过调节焊枪本体的方向,从而改变焊枪本体的焊接位置和焊接方向,使得采用一个焊枪本体焊接不同需求的触点,达到减少五金件触点焊接的工序,使得更便利的对五金件焊接触点的效果。
附图说明
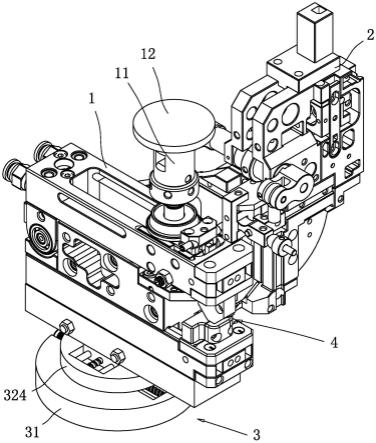
23.图1为本技术实施例一种具有方向调节功能的五金件触点焊接装置的结构示意图。
24.图2为本技术实施例所述调向机构的结构示意图。
25.附图标记说明:1、焊枪本体;11、启动按键;12、按压板;2、上料机构;3、调向机构;31、转动调节板;32、第一方向调节组件;321、第一驱动件;322、第一导向杆;323、第一丝杆;324、承载板;33、第二方向调节组件;331、第二驱动件;332、第二导向杆;333、第二丝杆;
334、滑移安装块;4、焊接工位;5、螺纹固定孔。
具体实施方式
26.以下结合附图1和图2对本技术作进一步详细说明。
27.本技术实施例公开一种具有方向调节功能的五金件触点焊接装置,参照图1和图2,包括焊枪本体1和上料机构2,上料机构2安装于焊枪本体1。焊枪本体1设置有焊接工位4,上料机构2用于输送触点焊接材质到焊接工位4,焊枪本体1将位于焊接工位4的触点焊接材质熔融,且将熔融后的触点焊接材质焊接于五金件需要加工的位置上。焊枪本体1的底部安装有调向机构3,调向机构3安装于外部的转动驱动件,转动驱动件穿过工台设置有的圆口,安装在工台内部。在焊枪本体1进行焊接工作时,转动驱动件驱动调向机构3进行转动,从而调节焊接的方向。并且调向机构3进一步的调节焊枪本体1的位置,以起到触点焊接的位置和形状进行调节的作用,达到减少五金件触点焊接的工序,使得更便利的对五金件焊接触点的效果。
28.焊枪本体1具体设置有一个,调向机构3使焊枪本体1只需采用一个,即可实现多个方向的焊接。触点焊接材质具体为锡线,锡线穿过上料机构2后输送到焊接工位4,从而焊接为触点。
29.焊枪本体1设置有启动按键11,启动按键11设置于焊枪本体1的顶部,启动按键11通过外部的设备下压从而开启焊枪本体1,而启动按键11为不自锁的按键,在松开向下按压的力后,启动按键11复位,从而使焊枪本体1停止工作。
30.焊枪本体1在开始焊接工作时,调向机构3进行调节位置和方向操作。调向机构3包括转动调节板31、第一方向调节组件32和第二方向调节组件33。其中转动驱动件的转动端向上设置,转动调节板31固定安装在转动驱动件的转动端,转动驱动件带动转动调节板31进行转动。第一方向调节组件32安装在转动调节板31上,第二反向调节组件安装于第一方向调节组件32上,且焊枪本体1安装于第二方向调节组件33,第一方向调节组件32和第二方向调节组件33配合调节焊枪本体1的位置。转动调节板31带动焊枪本体1进行转动方向的调节。
31.转动调节板31通过转动驱动件的带动旋转,从而进行调节焊枪本体1的位置,从而调节焊接的触点方向。转动调节板31设置为圆形,转动驱动件连接于转动调节板31的底部圆心,同时转动调节板31位于圆口,转动调节板31的上表面和工台的上表面齐平,从而节省调向机构3占用的空间。
32.第一方向调节组件32具体调节焊枪本体1进行前后移动,第二方向调节组件33具体调节焊枪本体1进行左右移动。
33.第一方向调节组件32包括第一驱动件321、第一导向杆322、第一丝杆323和承载板324,第一驱动件321和第一导向杆322均固定安装于转动调节板31,第一丝杆323固定连接于第一驱动件321的转动端,第一导向杆322设置于第一丝杆323的侧边,第一丝杆323螺纹连接于承载板324,第二方向调节组件33安装于承载板324。
34.第一驱动件321具体采用电机,第一驱动件321驱动第一丝杆323转动,第一丝杆323带动承载板324沿着第一导向杆322的方向移动,从而调节第二方向调节组件33的位置,使得对安装于第二方向调节组件33的焊枪本体1的位置进行调节。
35.具体地,承载板324设置有用于安装第一驱动件321、第一导向杆322和第一丝杆323的第一凹槽,第一驱动件321、第一导向杆322和第一丝杆323均位于第一凹槽内,从而使承载板324的上表面较为平整。
36.第二方向调节组件33包括第二驱动件331、第二导向杆332、第二丝杆333和滑移安装块334,第一丝杆323螺纹连接于承载板324,第二驱动件331和第二导杆均安装于承载板324的上表面,第二丝杆333固定连接于第二驱动件331的转动端,第二导向杆332设置于第二丝杆333的侧边,第二丝杆333螺纹连接于滑移安装块334,焊枪本体1安装于滑移安装块334。
37.第二驱动件331具体采用电机,第二驱动件331带动第二丝杆333转动,从而带动滑移安装块334沿着第二导向杆332的方向移动,焊枪本体1安装在滑移安装块334,从而使焊枪本体1的焊接位置改变,调节触点焊接的位置和方向。
38.具体地,滑移安装块334设置有用于安装第二驱动件331、第二导向杆332和第二丝杆333的第二凹槽,第二驱动件331、第二导向杆332和第二丝杆333均位于第二凹槽内,从而使滑移安装块334的上表面较为平整。
39.第一导向杆322和第二导向杆332由顶部往底部观看,第一导向杆322和第二导向杆332垂直设置,从而使第一方向调节组件32和第二方向调节组件33分别将焊枪本体1调节至不同的位置。
40.焊枪本体1的底部设置有用于配合滑移安装块334进行安装的安装槽,滑移安装块334插入安装槽内,安装槽对滑移安装块334起到定位作用。且滑移安装块334和安装槽均设置有用于穿设螺栓的螺纹固定孔5,螺栓穿过螺纹固定孔5后,对焊枪本体1和滑移安装块334进行固定,使焊枪本体1安装于滑移安装块334。
41.启动按键11的顶部设置有用于增大按压面积的按压板12,按压板12固定连接于启动按键11。调向机构3对焊枪本体1的位置和方向进行调节后,外部的按压设备始终能通过按压于按压板12表面,从而准确的按压启动按键11。
42.本技术实施例的原理为:上料机构2将定量的锡线输送至焊接工位4,焊枪本体1通过上料机构2输送进来的锡线进行焊接触点,焊枪本体1将锡线熔融后焊接于五金件的表面,在焊接的过程中,调向机构3对焊枪本体1的位置进行调节,使触点焊接在设定的位置,且按照所需的形状调节焊接时的方向,从而调节触点焊接的形状,使得采用一个焊枪本体1焊接不同需求的触点,达到减少五金件触点焊接的工序,使得更便利的对五金件焊接触点的效果。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。