1.本实用新型涉及一种砖块转运装置,尤其是一种布置在砖块自动码垛线上,用于将排布完成后的每一层砖块由备料区域转运至码垛作业区域的转运装置。
背景技术:
2.建筑用砖块一般为长方体结构,为了便于运输,砖块生产企业通常会将砖块码垛为方形六面体砖垛,再通过打包带绑扎起来形成一个稳固的整体结构。针对不同尺寸规格的砖块,为实现纵横交错排列的每一层砖块总体长度和宽度尺寸的一致性,保证砖垛方形六面体结构外侧面的平齐和砖垛的稳定性,砖块生产企业创新了一种在砖垛每一层中相邻两排砖块之间预留设定宽度缝隙的排列方式,为此,需要在码垛线的排料区域对砖垛中每一层砖块进行重新排列后输送至备料区域,再通过布置在砖块自动码垛线上的转运装置,将重新排列的每一层砖块由备料区域转运至码垛作业区域。
技术实现要素:
3.本实用新型提供一种砖块自动码垛线转运装置,旨在将经过重新排列的每一层砖块自动转运至码垛作业区域,并通过转向机构使砖垛中上下两层砖块纵横交错排列,达到与自动化生产线及码垛线的运行模式相匹配、提高工作效率的目的。
4.为实现上述目的,本实用新型采用如下技术方案:
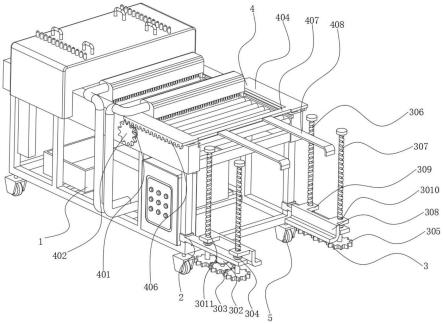
5.一种砖块自动码垛线转运装置,布置在砖块自动码垛线的备料区域和码垛区域之间,包括砖块夹持机构、第一连接架、第二连接架、转向机构、升降机构、吊运机构和支撑架;所述砖块夹持机构设有夹持单元,所述夹持单元数量与砖垛每一层中砖块的排数相同,它们通过第一连接架连接为一体;所述转向机构设有转轴和转向驱动组件,所述转轴与第一连接架固定装配,通过转向驱动组件带动转轴、第一连接架及砖块夹持机构实现90度旋转;所述升降机构通过第二连接架与转向机构中转轴铰接装配;所述吊运机构安装在支撑架的顶部,可通过吊运机构带动升降机构、第二连接架、转向机构、第一连接架及砖块夹持机构水平移动,将被砖块夹持机构夹紧的砖块由备料区域移送至码垛区域。
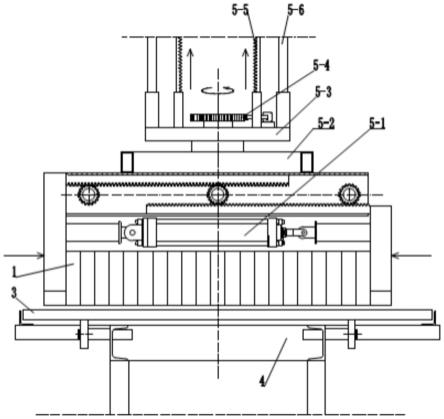
6.上述砖块自动码垛线转运装置,在所述砖块夹持机构中的每一组夹持单元中均设有水平夹持气缸、夹持架和夹持架同步控制组件;所述夹持架同步控制组件包括三组同步控制齿轮,按其安装位置命名为中心位置齿轮、左侧齿轮、右侧齿轮,还包括分别布置在上述三组同步控制齿轮上下两侧位置的两根同步控制齿条,其中一根同步控制齿条与左侧齿轮及中心位置齿轮啮合,另一根同步控制齿条与右侧齿轮及中心位置齿轮啮合;所述夹持架左右对称布置两组,在两组夹持架之间安装夹持气缸,每一组夹持架的顶部分别与一根同步控制齿条固定连接,两组夹持架可在水平夹持气缸和夹持架同步控制组件配合下实现向中心靠拢或远离中心方向的移动。
7.上述砖块自动码垛线转运装置,所述转向驱动组件包括转向气缸、推杆、转向齿条、齿盘和转轴;所述转向气缸安装在第二连接架上,其伸缩臂与推杆一端连接;所述推杆
另一端与转向齿条连接;所述转向齿条与齿盘啮合;所述齿盘固定在的转轴上端;所述转轴的下端与第一连接架固定装配。
8.上述砖块自动码垛线转运装置,所述吊运机构包括吊运电机、链轮链条传动组件、水平移动齿型轮、传动轴、水平移动齿条和水平移动架;所述水平移动架布置在支撑架的顶部,在水平移动架前后两端配装传动轴;所述传动轴包括主动传动轴和从动传动轴,在主动传动轴及从动传动轴的两端分别装配水平移动齿型轮;所述水平移动齿条包括左右布置的两组,它们分别安装在支撑架顶端的左、右侧边梁上,与传动轴两端的水平移动齿型轮啮合;所述吊运电机安装在水平移动架上,其动力输出轴通过链轮链条传动组件驱动主动传动轴运转。
9.上述砖块自动码垛线转运装置,所述升降机构包括升降电机、齿轮传动副和升降齿轮齿条组件;所述升降齿轮齿条组件包括左右对称布置的两组,在每一组中齿条垂直布置,齿条下端与第二连接架固定装配;所述升降电机安装在吊运机构的水平移动架上,升降电机输出轴通过齿轮传动副驱动升降齿轮齿条组件中升降齿轮旋转,通过升降齿轮驱动与之啮合的升降齿条上下运动,实现第二连接架、转向机构、第一连接架及砖块夹持机构的升降动作。
10.上述砖块自动码垛线转运装置,它还设有升降导向机构,所述升降导向机构包括导杆和导套;所述导套与第二连接架固定装配;所述导杆上端与吊运机构的水平移动架固定装配,下端以间隙配合方式穿入导套中。
11.上述砖块自动码垛线转运装置,所述导杆和导套均为矩形套管或圆套管结构。
12.上述砖块自动码垛线转运装置,所述吊运电机、升降电机均为伺服电机。
13.本实用新型为一种砖块自动码垛线转运装置,它首先通过砖块夹持机构抓取备料区域中重新排布的砖块;再通过升降机构将砖块提升至一定高度;然后按照设定的程序,通过转向机构每间隔一个工作循环完成一次90度旋转动作,以实现砖垛中相邻两层砖块的纵横交错排列;最后通过吊运机构将砖块运送至码垛区域,完成砖垛中一层砖块的码垛作业。由此可见,通过本实用新型可自动完成重新排布后砖块的码垛作业,达到了与自动化生产线及码垛线的运行模式相匹配、提高工作效率的目的。
附图说明
14.图1是本实用新型所涉及的砖垛排布结构示意图;
15.图2是本实用新型结构示意图;
16.图3是图2中k向局部视图(放大后);
17.图4是图3中a-a剖面结构示意图(放大后);
18.图5是图2的俯视图;
19.图6是图5中b处结构放大图;
20.图7是本实用新型在砖块自动码垛线上布置示意图(俯视);
21.图8至图10是本实用新型工作过程示意图。
22.图中各标号释义:
23.1为砖块;
24.2为砖垛,2-1为缝隙;
25.3为托板;
26.4为码垛线送料支架;
27.5为转运装置
28.5-1为砖块夹持机构,5-1-1为夹持架,5-1-2为水平夹持气缸,5-1-3为同步控制齿轮,5-1-4为同步控制齿条;
29.5-2为第一连接架;
30.5-3为第二连接架;
31.5-4为转向机构,5-4-1为转向气缸,5-4-2为推杆,5-4-3为转向齿条,5-4-4为齿盘,5-4-5为转轴;
32.5-5为升降机构,5-5-1为升降电机,5-5-2为齿轮传动副,5-5-3为升降齿轮齿条组件;
33.5-6为升降导向机构,5-6-1为导杆,5-6-2为导套;
34.5-7为吊运机构,5-7-1为吊运电机,5-7-2为链轮链条传动组件,5-7-3为水平移动齿形轮,5-7-4为水平移动架,5-7-5为主动传动轴,5-7-6为从动传动轴,5-7-7为水平移动齿条;
35.5-8为支撑架;
[0036]ⅰ为排料区域,ⅱ为备料区域,ⅲ为码垛区域。
具体实施方式
[0037]
下面结合附图及具体实施例对本实用新型作进一步说明。
[0038]
参看图 1,建筑用砖块1一般为长方体结构,为了便于运输,砖块生产企业通常会将砖块码垛为方形六面体砖垛2,再通过打包带绑扎起来形成一个稳固的整体结构。针对不同尺寸规格的砖块,为实现砖垛2中纵横交错排列的每一层砖块总体长度和宽度尺寸的一致性,保证方形六面体结构的砖垛2外侧面平齐和砖垛的稳定性,砖块生产企业创新了一种在砖垛2每一层中相邻两排砖块之间预留设定宽度缝隙2-1的排列方式,为此,需要在码垛线的排料区域对砖垛中每一层砖块进行重新排列后输送至备料区域,再通过布置在砖块自动码垛线上的转运装置,将重新排列的每一层砖块转运至码垛作业区域。
[0039]
参看图2、图5、图7,本实用新型提供一种砖块自动码垛线转运装置,该转运装置5布置在砖块自动码垛线的备料区域ⅱ和码垛区域ⅲ之间,包括砖块夹持机构5-1、第一连接架5-2、第二连接架5-3、转向机构5-4、升降机构5-5、吊运机构5-7和支撑架5-8;所述砖块夹持机构5-1用于将备料区域中砖块抓取起来,砖块夹持机构5-1通过第一连接架5-2与转向机构5-4连接;所述升降机构5-5用于实现砖块夹持机构5-1的升降动作,升降机构5-5通过第二连接架与转向机构5-4连接;所述转向机构5-4用于完成砖块夹持机构5-1的90度旋转,通过转向机构5-4实现砖垛2相邻两层砖块的纵横交错排列;所述吊运机构5-7用于实现砖块向码垛区域ⅲ的转运。
[0040]
参看图3,本实用新型所述的砖块自动码垛线转运装置,其砖块夹持机构5-1设有夹持单元,夹持单元数量与砖垛2每一层中砖块的排数相同,在本实用新型的优选实施例中,夹持单元设置四组,它们通过第一连接架5-2连接为一体。在每一组夹持单元中均设有水平夹持气缸5-1-2、夹持架5-1-1和夹持架同步控制组件;所述夹持架同步控制组件包括
4是否动作,若在上一层砖块转运过程中进行了转向,那么该层砖块转运过程中不再转向,若在上一层砖块转运过程中没有转向,那么此时转向机构5-4进行90度旋转;随后吊运机构5-7动作,通过吊运电机5-7-1、链轮链条传动组件5-7-2驱动水平移动齿形轮沿支撑架5-8上的水平移动齿条5-7-7运动,从而带动水平移动架5-7-4及升降机构5-5、转向机构5-4、砖块夹持机构5-1运动,将被夹持的砖块运送至码垛区域ⅲ,完成砖垛2中一层砖块的码垛作业;吊运机构5-7回到初始位置,进入下一个工作循环。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。