1.本公开涉及覆膜技术领域,具体涉及一种防水卷材生产线高速贴合覆膜装置。
背景技术:
2.覆膜是以透明塑料薄膜通过热压覆贴到产品表面。在防水卷材加工过程中,为了避免防水卷材表面造成划痕,会在防水材料表面贴一层薄膜,以提高防水卷材的质量性能、增强防水卷材的防水性能、延长防水卷材的使用寿命;
3.根据申请号cn202021109981.0,公开了一种防水卷材生产线高速贴合覆膜装置,包括风淋装置,防水卷材从进料口进入风淋装置,通过进风口、旋转电机、扇叶等相关部件,使风淋装置内空气加速循环形成气流,使防水卷材表面空气加速流动,从而使防水卷材内未挥发的溶剂加速挥发,避免在覆膜后溶剂挥发而产生气泡;防水卷材从出料口输出,进入上覆膜轮和下覆膜轮之间,上覆膜轮从上展卷辊引出上膜,下覆膜轮从下展卷辊引出下膜,通过上覆膜轮和下覆膜轮的挤压,将上膜和下膜分别覆在防水卷材的上下两侧,经收卷装置的牵引使覆完膜的防水卷材进入下一区域;
4.上述专利中所提出的覆膜装置无法对防水卷材中含有的溶剂完全发散,且覆膜按压装置之间的距离无法调节,我们提出一种防水卷材生产线高速贴合覆膜装置。
技术实现要素:
5.鉴于现有技术中的上述缺陷或不足,期望提供一种防水卷材生产线高速贴合覆膜装置。
6.第一方面,本技术提供了一种防水卷材生产线高速贴合覆膜装置,包括:
7.底板,所述底板上端面左侧固定连接有箱体,所述箱体左右端面中部分别开设有进料口和出料口,所述进料口和出料口内腔均活动连接有支撑辊,所述箱体内腔固定连接有三个滚轴,所述滚轴外部活动套接有滚辊,三个滚轴构成一个等腰三角形;
8.烘干装置,其设置在所述箱体内部,用于对进入所述箱体内部的防水卷材进行烘干;
9.覆膜按压装置,其设置在所述底板上端面右侧,所述箱体右端面上部设置有上覆膜辊,所述覆膜按压装置右侧设置有下覆膜辊。
10.根据本技术实施例提供的技术方案,所述覆膜按压装置包括两个固定套筒,两个所述固定套筒分别设置在底板上端面右侧前后两端,所述固定套筒前端面贯穿设置有开口,所述固定套筒内腔底部设置有第一连接座,前后两个所述第一连接座之间活动连接有下挤压辊,所述第一连接座上端面固定连接有支撑弹簧,所述支撑弹簧顶端固定连接有第二连接座,前后两个所述第二连接座之间活动连接有上挤压辊,所述上挤压辊上端面固定连接有挤压弹簧,所述挤压弹簧顶端固定连接有挤压板,所述固定套筒上端面中心处贯穿设置有限位螺栓,所述限位螺栓下端面活动连接于挤压板上端面中部。
11.根据本技术实施例提供的技术方案,所述第二连接座和第一连接座与固定套筒内
腔凹槽相匹配,且所述开口的宽度小于第一连接座和第二连接座的宽度。
12.根据本技术实施例提供的技术方案,所述烘干装置包括安装板和紫外线灯管,所述箱体内腔左右两侧上部固定连接有安装板,所述安装板下端面均匀设置有紫外线灯管。
13.根据本技术实施例提供的技术方案,所述安装板呈倾斜状,且倾斜角度与下部两个所述滚辊和上部所述滚辊所构成的角度一致。
14.根据本技术实施例提供的技术方案,所述箱体内腔底端面中部固定连接有驱动电机,所述驱动电机的电机轴竖直向上设置,且固定连接有扇叶。
15.综上所述,本技术方案具体公开了一种防水卷材生产线高速贴合覆膜装置,通过滚轴、滚辊、安装板,紫外线灯管、驱动电机和扇叶,通过紫外线灯管发热对防水卷材上端面的溶剂进行发散,启动驱动电机,驱动电机带动扇叶旋转,扇叶鼓吹出的风能够对防水卷材下部进行风干,保证防水卷材下端面的溶剂发散,可避免水卷材在覆膜时产生覆膜气泡。
16.通过上覆膜辊、下覆膜辊和覆膜按压装置,旋转限位螺栓,限位螺栓带动挤压板升降,挤压板向下挤压挤压弹簧,挤压弹簧带动第二连接座向下移动,保证上挤压辊向下移动,调节上挤压辊与下挤压辊之间的距离,适配防水卷材覆膜。
附图说明
17.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
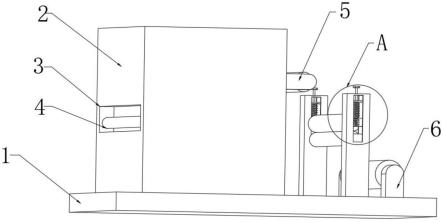
18.图1为一种防水卷材生产线高速贴合覆膜装置结构示意图。
19.图2为一种防水卷材生产线高速贴合覆膜装置剖视结构示意图。
20.图3为一种防水卷材生产线高速贴合覆膜装置右视结构示意图。
21.图4为图1中a处结构示意图。
22.图中标号:1、底板;2、箱体;3、进料口;4、支撑辊;5、上覆膜辊;6、下覆膜辊;7、出料口;8、滚轴;9、滚辊;10、安装板;11、紫外线灯管;12、驱动电机;13、扇叶;14、固定套筒;15、开口;16、第一连接座;17、下挤压辊;18、支撑弹簧;19、第二连接座;20、上挤压辊;21、挤压弹簧;22、挤压板;23、限位螺栓。
具体实施方式
23.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与发明相关的部分。
24.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
25.实施例一
26.请参考图1所示的一种防水卷材生产线高速贴合覆膜装置结构示意图,包括底板1,为了消除防水卷材中含有的溶液,在底板1上端面左侧固定连接有箱体2,在箱体2左右端面中部分别开设有进料口3和出料口7,在进料口3和出料口7内腔均活动连接有支撑辊4,在箱体2内腔固定连接有三个滚轴8,滚轴8前后两端分别和箱体2内腔前后端面相连接,在滚轴8外部活动套接有滚辊9,三个滚轴8构成一个等腰三角形,且箱体2内部设置有烘干装置。
27.如图1所示,为了保证防水卷材能够正常覆膜,在底板1上端面右侧设置有覆膜按压装置,为了在防水卷材上部覆膜,在箱体2右端面上部设置有上覆膜辊5,为了在防水卷材下端面进行覆膜,在覆膜按压装置右侧设置有下覆膜辊6,保证防水卷材的上下端面均能够通过覆膜按压装置进行覆膜。
28.如图4所示,为了覆膜能够快速完成,且保证覆膜效果好,通过固定套筒14、开口15、第一连接座16、下挤压辊17、支撑弹簧18、第二连接座19、上挤压辊20、挤压弹簧21、挤压板22和限位螺栓23组成了覆膜按压装置,在底板1上端面右侧前后均设置有固定套筒14,在固定套筒14前端面贯穿设置有开口15,在固定套筒14内腔底部设置有第一连接座16,前后两个固定套筒14内的第一连接座16之间活动连接有下挤压辊17,第一连接座16上端面固定连接有支撑弹簧18,支撑弹簧18顶端固定连接有第二连接座19,前后两个第二连接座19之间活动连接有上挤压辊20,第二连接座19上端面固定连接有挤压弹簧21,且挤压弹簧21顶端固定连接有挤压板22,在固定套筒14上端面中心处贯穿设置有限位螺栓23,且限位螺栓23下端面活动连接于挤压板22上端面中部。
29.为了保证第二连接座19能够在固定套筒14内腔正常上下移动,第二连接座19和第一连接座16与固定套筒14内腔凹槽相匹配,为了避免第一连接座16和第二连接座19漏出,且开口15的宽度小于第一连接座16和第二连接座19的宽度。
30.如图2所示,为了防水卷材中含有的溶剂完全发散,通过安装板10和紫外线灯管11组成了烘干装置,在箱体2内腔左右两内壁上部固定连接有安装板10,在安装板10下端面均匀设置有紫外线灯管11,紫外线灯管11在支撑板10下端面呈线性阵列设置。
31.为保证紫外线灯管11能够对防水卷材中含有的溶剂进行发散,安装板10呈倾斜状,且倾斜角度与下部两个滚轴8和上部滚轴8所构成的角度一致,保证防水卷材上的每一处均匀受热。
32.实施例二
33.如图2所示,为了进一步对防水卷材中含有的溶剂完全发散,在箱体2内腔底端面中部固定连接有驱动电机12,且驱动电机12的电机轴竖直向上设置,且固定连接有扇叶13,扇叶13位于下部两个滚辊9之间,保证扇叶13吹出的风对防水卷材下端面进行鼓吹,且箱体2前后端面均匀开设有通孔,保证新风进入,同时又能够保证热气排出。
34.工作原理:使用时,根据防水卷材的厚度,旋转限位螺栓23,限位螺栓23带动挤压板22升降,挤压板22向下挤压挤压弹簧21,挤压弹簧21带动第二连接座19向下移动,保证上挤压辊20向下移动,调节上挤压辊20与下挤压辊17之间的距离,适配防水卷材覆膜,将再防水卷材通过进料口3,保证防水卷材下端面贴合左侧支撑辊4,防水卷材依次缠绕于箱体2内腔左侧滚辊9外圈下部、上部滚辊9外圈上部和右侧滚辊9外圈下部,并从出料口7排出,且防水卷材下端面贴合右侧支撑辊4上端面,防水卷材末端进入上挤压辊20和下挤压辊17之间,同时将上覆膜辊5上的上膜贴合防水卷材上端面,将下覆膜辊6上的下膜贴合防水卷材下端面,并同时通过上挤压辊20和下挤压辊17之间,保证防水卷材完成正常覆膜。
35.以上描述仅为本技术的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功
能的技术特征进行互相替换而形成的技术方案。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
