1.本发明涉及内置件夹具技术领域,具体的,涉及一种内置件放置夹具。
背景技术:
2.油箱的加工过程中,需要在油箱内部安装内置件,现有的一种方式是,利用模具将油箱的筒状料胚预成型撕裂成片状,夹持机械手夹住内置件装配上粘接件后,移动到指定位置,与油箱内壁进行粘接作业,内置件粘接到位后夹持机械手自动松夹,完成粘接作业。但这种粘接的方式并不稳固,容易出现内置件晃动、脱落等问题,因此需要改进现有的这种方式,以增强内置件的稳固性。
技术实现要素:
3.本发明提出一种内置件放置夹具,解决了现有技术中内置件在油箱内部安装不稳固的问题。
4.本发明的技术方案如下:一种内置件放置夹具,包括,机械臂,安装板,设置在所述机械臂上;内置件夹持机构,移动设置在所述安装板上,用于夹持内置件;熔融件一,设置在所述内置件上,油箱内壁上对应设置有熔融件二;熔融件加热机构,设置在所述安装板上,用于加热所述熔融件一和熔融件二表面成熔融状态。
5.作为进一步的技术方案,所述内置件夹持机构包括,底板一,移动设置在所述安装板上;限位件,设置在所述底板一上,所述限位件具有卡部,所述内置件设置在所述卡部上;夹手,有一对,均移动设置在所述底板一上,两个所述夹手相向移动,所述夹手的移动方向垂直于所述底板一的移动方向,两个所述夹手移动后夹住或取消夹住所述内置件。
6.作为进一步的技术方案,所述内置件夹持机构还包括,伸缩件,设置在所述限位件上,位于所述卡部的下方;传感器,设置在所述限位件上,位于所述伸缩件的后上方,所述内置件移动后,推动或取消推动所述伸缩件至所述传感器下方。
7.作为进一步的技术方案,还包括,检测件,所述熔融件一的中心具有通孔,所述检测件移动设置在所述通孔内,所述检测件的移动方向平行于所述底板一的移动方向,所述卡部具有卡槽,所述检测件移动后伸入或伸出所述卡槽。
8.作为进一步的技术方案,所述熔融件加热机构包括,移动驱动件,设置在所述安装板上;底板二,设置在所述移动驱动件上;旋转驱动件,设置在所述底板二上;转盘,设置在所述旋转驱动件的输出端,所述转盘的转动轴线垂直于所述底板二的移动方向;加热片,摆动设置在所述转盘上,定义所述熔融件一和所述熔融件二之间的空间为空间一,所述加热片摆动后伸入或伸出所述空间一。
9.作为进一步的技术方案,所述熔融件加热机构还包括,齿轮一,设置在所述转盘上且与所述转盘共轴;摆动臂,摆动设置在所述转盘上,所述摆动臂的摆动轴线与所述转盘的转动轴线平行,所述加热片设置在所述摆动臂上,所述摆动臂上具有齿部,所述齿部与所述齿轮一啮合,所述摆动臂摆动后,所述加热片位于所述熔融件一和熔融件二之间或从中脱离。
10.作为进一步的技术方案,所述卡部呈圆台状。本发明的工作原理及有益效果为:本发明中,在使用机械臂操纵安装板对内置件进行安装时,于内置件上安装熔融件一,并在油箱内部对应的位置同样安装一个熔融件即熔融件二,机械臂操纵安装板,使熔融件一和熔融件二对准后,位于安装板上的熔融件加热机构会对熔融件一和熔融件二的表面进行加热,使之成为熔融状态,然后机械臂操纵安装板,使熔融件一和熔融件二的表面对接融合,随后焊接机械手会对熔融件一和熔融件二接合处的外圈进行焊接,焊接完成后内置件夹持机构就会松开内置件,机械臂操作安装板离开,进行下一次的安装。如此设计可大大加强内置件在油箱内部的连接稳固性,并且安装板上可同时对多个内置件进行安装,提高了效率。
附图说明
11.下面结合附图和具体实施方式对本发明作进一步详细的说明。
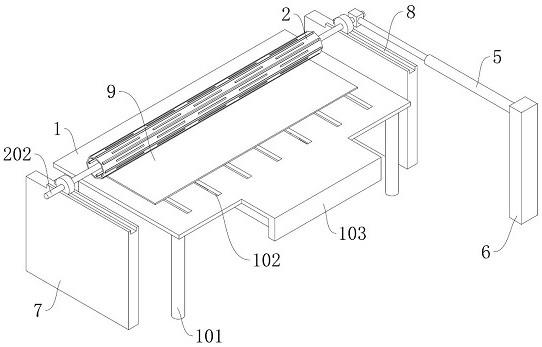
12.图1为本发明正面视角结构示意图;图2为本发明侧面视角结构示意图;图3为图2中局部a放大结构示意图;图4为图2中去掉内置件和检测件后的结构示意图;图5为图4中局部b放大结构示意图;图中:1、机械臂,2、安装板,3、内置件夹持机构,301、底板一,302、限位件,303、卡部,304、夹手,305、伸缩件,306、传感器,307、卡槽,4、内置件,5、熔融件一,501、通孔,6、熔融件加热机构,601、移动驱动件,602、底板二,603、旋转驱动件,604、转盘,605、加热片,606、齿轮一,607、摆动臂,608、齿部,7、检测件。
具体实施方式
13.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都
涉及本发明保护的范围。
14.如图1~图5所示,本实施例提出了一种内置件放置夹具,包括,机械臂1,安装板2,设置在机械臂1上;内置件夹持机构3,移动设置在安装板2上,用于夹持内置件4;熔融件一5,设置在内置件4上,油箱内壁上对应设置有熔融件二;熔融件加热机构6,设置在安装板2上,用于加热熔融件一5和熔融件二表面成熔融状态。
15.本实施例中,为了解决内置件4在油箱内部安装时不稳固的问题,在使用机械臂1操纵安装板2对内置件4进行安装时,于内置件4上安装熔融件一5,并在油箱内部对应的位置同样安装一个熔融件即熔融件二,机械臂1操纵安装板2,使熔融件一5和熔融件二对准后,位于安装板2上的熔融件加热机构6会对熔融件一5和熔融件二的表面进行加热,使之成为熔融状态,然后机械臂1操纵安装板2,使熔融件一5和熔融件二的表面对接融合,随后焊接机械手会对熔融件一5和熔融件二接合处的外圈进行焊接,焊接完成后内置件夹持机构3就会松开内置件4,机械臂1操作安装板2离开,进行下一次的安装。内置件4是安装在油箱内部的,油箱在初步制作出筒状料坯后,会由模具将该料坯分成两部分,模具左右拉开后,筒状料坯内部就会展露出来,之后再由该放置夹具将内置件4一次性安装到筒状料坯的内表面上。此步工艺是现有技术,因此并未在附图中展示油箱和熔融件二。焊接机械手同样作为现有技术,在附图中未画出。见图1所示,安装板2上可同时对多个内置件4进行安装,可提高安装效率。
16.具体的工作流程是,预先将内置件4放置到内置件夹持机构3上,使其在安装板2上保持稳定,待模具将筒状料坯分隔开后,机械臂1可按照指定路径带动安装板2运动到两半料坯之间, 使得内置件4与预定的安装位置对应,即熔融件一5和熔融件二对应,然后机械臂1带动安装板2移动,使熔融件一5逐渐靠近熔融件二,当两者间距一定距离时,熔融件加热机构6启动,对熔融件一5和熔融件二相对的两表面进行加热,当两表面加热到熔融状态后,熔融件加热机构6取消对其加热,机械臂1再带动安装板2移动,使熔融件一5和熔融件二的两表面贴合,同时,焊接机械手启动,对熔融件一5和熔融件二连接处的外圈进行焊接,焊接完成后,焊接机械手离开,内置件夹持机构3松开内置件4,机械臂1带动安装板2复位,完成一次内置件4的安装。
17.进一步,内置件夹持机构3包括,底板一301,移动设置在安装板2上;限位件302,设置在底板一301上,限位件302具有卡部303,内置件4设置在卡部303上;夹手304,有一对,均移动设置在底板一301上,两个夹手304相向移动,夹手304的移动方向垂直于底板一301的移动方向,两个夹手304移动后夹住或取消夹住内置件4。
18.本实施例中,底板一301由设置在安装板2上的气缸带动移动,其移动的方向垂直于安装板2的端面,限位件302用来放置内置件4,内置件4可套在限位件302的卡部303上,内置件4上与卡部303对应的槽可与卡部303采用过度或过盈配合,夹手304可以是一个二爪动力卡盘,其移动方向平行于安装板2的端面,夹手304用于夹住内置件4的侧部,使其保持稳
定。
19.内置件夹持机构3的工作原理为,先将内置件4紧固到卡部303上,夹手304再夹住内置件4的两侧。底板一301移动可用于调节内置件4上熔融件一5与油箱内部熔融件二之间的间距。
20.进一步,内置件夹持机构3还包括,伸缩件,设置在限位件302上,位于卡部303的下方;传感器306,设置在限位件302上,位于伸缩件的后上方,内置件4移动后推动或取消推动伸缩件至传感器306下方。
21.本实施例中,伸缩件可以是一个长杆穿过一个弹簧,挤压长杆时,长杆整体往后缩,并压缩弹簧,取消挤压长杆后,长杆在弹簧的作用下,整体往前伸,直至复位。当内置件4紧固到卡部303上后,会挤压位于卡部303下方的伸缩件,使其整体后移一段距离,然后位于伸缩件后上方的传感器306就会检测到长杆伸出,即检测到内置件4已安装到位。
22.进一步,还包括,检测件7,熔融件一5的中心具有通孔501,检测件7移动设置在通孔501内,检测件7的移动方向平行于底板一301的移动方向,卡部303具有卡槽307,检测件7移动后伸入或伸出卡槽307。
23.本实施例中,检测件7可以选用光敏探头,熔融件二的中心处设置供检测件7检测的信号标记,即检测件7可辅助熔融件一5与熔融件二进行对准,熔融件一5与熔融件二对准后,机械臂1会带动安装板2使熔融件一5靠近熔融件二,在此过程中熔融件二会顶住检测件7,并将其逐渐推入到卡部303的卡槽307内,熔融件一5与熔融件二间距一定距离后会停止,熔融件二不再推动检测件7,此时底板一301可进行移动,利用卡槽307与检测件7之间的静摩擦阻力,将检测件7从通孔501中抽出,不干涉之后的加热、对接工作。进行下一次内置件4安装时无需再将检测件7从卡槽307内拔出,检测件7跟随卡部303移动即可,同样可以完成检测工作,不干涉熔融件一5和熔融件二的对接。
24.进一步,熔融件加热机构6包括,移动驱动件601,设置在安装板2上;底板二602,设置在移动驱动件601上;旋转驱动件603,设置在底板二602上;转盘604,设置在旋转驱动件603的输出端,转盘604的转动轴线垂直于底板二602的移动方向;加热片605,摆动设置在转盘604上,定义熔融件一5和熔融件二之间的空间为空间一,加热片605摆动后伸入或伸出空间一。
25.进一步,熔融件加热机构6还包括,齿轮一606,设置在转盘604上且与转盘604共轴;摆动臂607,转动设置在转盘604上,摆动臂607的转动轴线与转盘604的转动轴线平行,加热片605通过设置在摆动臂607上跟随摆动,摆动臂607上具有齿部608,齿部608与齿轮一606啮合,摆动臂607摆动后,加热片605位于熔融件一5和熔融件二之间或从中脱离。
26.本实施例中,熔融件加热机构6位于内置件夹持机构3的一侧,移动驱动件601可选用气缸,旋转驱动件603可选用电机,底板二602由气缸驱动移动,电机在底板二602上,转盘
604由电机带动转动,转盘604上安装有一个可以跟随转盘604公转且本身能在转盘604上自由转动的摆动臂607,然后再安装一个齿轮一606,齿轮一606和转盘604一同由电机带动转动,齿轮一606与摆动臂607上的齿部608啮合,所以当熔融件一5和熔融件二间距一定距离后,启动气缸使加热片605位于熔融件一5和熔融件二之间的平面位置处,然后启动电机,转盘604转动,摆动臂607在齿轮一606的带动下向远离转盘604的方向摆动,最终使得加热片605停在熔融件一5和熔融件二之间,之后可再次调整熔融件一5和熔融件二之间的距离,使熔融件一5和熔融件二的两表面都和加热片605贴合进行加热,加热完成后,使电机反转即可复位。
27.进一步,卡部303呈圆台状。
28.以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。