1.本发明属于电子束焊接技术领域,具体涉及一种电子束焊接电流点穿透控制工装及控制方法。
背景技术:
2.目前国家在大力发展航空产业,航空发动机的生产在航空产业中占有很重要的地位,航空发动机是飞机的心脏,而其中的旋转轴类零件更是发动机的重中之重,其工作环境多为高温、高压、高转速,其转速通常都在10000转/分钟以上。电子束焊接电流点穿透控制技术可以被广泛应用在航天航空、核能等领域,特别是世界上几家大的航空发动机公司的轴颈、长轴、轴类等转动件上。轴颈、长轴为发动机的转动核心部件,对发动机的性能和寿命起着决定性作用。轴颈、长轴零件的材料大部分为调质结构钢和高温合金,其服役环境条件恶劣,高温、高压、高转速要求其既具有较高的硬度又同时具有较好的综合机械性能。这种零件的加工制造过程对每道工序的尺寸要求都较高,并且设计图纸对零件的电子束焊接的缩短量及焊接变形也进行了严格的规定。
3.通过前期的试验表明,结构钢和高温合金材料在焊接后都易产生裂纹等缺陷,同时由于材料及应力的原因焊接变形较大,焊接缩短量忽大忽小不易控制,焊接难度较高。在工艺设计时考虑了模拟试验环与真实零件的差异,采用了增加底座高度,使焊接位置远离转台,防止焊接时受到转台剩磁干扰而出现电子束流偏移。同时通过铜套接收电子将电子传递给外接的电流表,使操作者可以直观的看到是否已经点穿透。调整试验了不同组合的焊接参数,通过一段时间的攻关工作,电子束焊缝完全满足了零件要求,消除了焊接缺陷,使该型号的零件能够投入生产。
技术实现要素:
4.本发明的目的在于提供一种电子束焊接电流点穿透控制工装及控制方法,针对现有零件,工装设计时考虑了模拟试验环与真实零件的差异,采用了增加底座高度,使焊接位置远离转台,防止焊接时受到转台剩磁干扰而出现电子束流偏移。同时通过铜套接收电子将电子传递给外接的电流表,使操作者可以直观的看到是否已经点穿透。同时针对电子束焊接熔融状态时的伸缩,设计工装压盖为中增加了伸缩弹簧,并在装配时使用限力扳手进行拧紧,保证焊接过程中压盖一直处于压紧状态并且保证每个焊接零件的压紧力相同。
5.为了实现上述目的,本发明采用如下技术方案:
6.一种电子束焊接电流点穿透控制工装,包括底座,所述底座上安装有定位环和心轴,且心轴位于定位环内侧,心轴靠近底座一端套装有绝缘套,绝缘套前端套装有铜套,心轴的前端依次安装有垫圈和压盖组件,定位环上套装有被焊零件,通过转动压盖外侧螺接在心轴端部的压紧螺母将待焊零件通过压盖组件压紧,铜套前端与外接电流表连接,将接受到的电子传输给电流表,通过电流表显示的数值观察微调焊接电流控制焊接能,完成焊接模拟件及零件的焊接。
7.所述压盖组件包括压盖和压环,压环沿轴向固定安装有螺柱,螺柱穿过压盖上的通孔且通过螺母限位,所述压环与压盖之间的螺柱上套装有弹簧。
8.所述底座包括底板和顶板,所述底板通过支撑柱与顶板连接,进而增加底座的高度,使焊接位置远离设备转台,防止焊接时受到设备转台剩磁干扰而出现电子束流偏移。
9.一种电子束焊接电流点穿透控制方法,包括以下步骤:
10.步骤1,装夹零件
11.将工装通过底座端装夹在设备转台上,且保证工装与转台同中心;将待焊零件套装在定位环上,依次在心轴上安装垫圈及压盖组件,旋拧压紧螺母将压盖顶紧在垫圈上,通过垫圈保持每次压紧弹簧收缩相同来控制每次零件焊接的压紧;
12.步骤2,焊接参数的确定
13.在焊接过程中通过观察电流表显示值手动调节电子束焊接电流达到每0~20mm至少一个穿透点的要求,并保证在额定的聚焦电流
±
5ma区间内都达到要求的焊缝横截面尺寸,使焊缝焊接能量的输出更稳定,能量分布更均匀,确保焊接变形及焊接缩短量在可控范围内。
14.本发明的有益技术效果为:
15.电子束焊接电流点穿透控制技术可以被广泛应用在航天航空、核能等领域,特别是世界上几家大的航空发动机公司的轴颈、长轴、轴类等转动件上。该技术的应用对与汽车发动机、飞机发动机的核心转动件,可以精确有效的控制其变形量及缩短量。目前投入到实际的生产中,已完成零件的焊接并合格交付客户。
附图说明
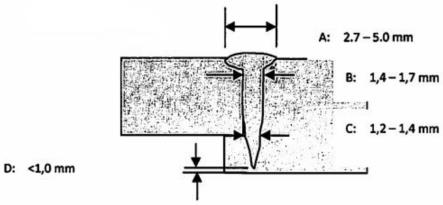
16.图1是本发明焊缝截面技术要求;
17.图2是本发明实施例的模拟件工装实物图;
18.图3是本发明实施例的工装实物图;
19.图4是本发明焊接穿透信号传输电流接收表图;
20.图5是本发明电子束焊接电流点穿透控制工装示意图;
21.图6是本发明焊后零件图;
22.图7是本发明焊后零件穿透图;
23.图8是本发明焊后金相图;
24.1-底板,2-顶板,3-支撑柱,4-定位环,5-绝缘套,6-铜套,7-垫圈,8-压环,9-压盖,10
‑ꢀ
弹簧,11-压紧螺母,13-心轴,14-螺柱。
具体实施方式
25.下面结合附图和实施例对本发明作进一步的详细说明。
26.如图2至图5所示,一种电子束焊接电流点穿透控制工装,包括底座,所述底座包括底板1和顶板2,所述底板1通过支撑柱3与顶板2连接,进而增加底座的高度,使焊接位置远离设备转台,防止焊接时受到设备转台剩磁干扰而出现电子束流偏移,所述底座的顶板2 上安装有定位环4和心轴13,且心轴13位于定位环4内侧,心轴13靠近底座一端套装有绝缘套5,绝缘套5前端套装有铜套6,心轴13的前端依次安装有垫圈7和压盖组件,所述压盖组件
包括压盖9和压环8,压环8沿轴向固定安装有螺柱14,螺柱14穿过压盖9上的通孔且通过螺母限位,所述压环8与压盖9之间的螺柱14上套装有弹簧10,定位环4上套装有被焊零件,通过转动压盖9外侧螺接在心轴13端部的压紧螺母11将待焊零件通过压盖组件压紧,铜套6前端与外接电流表连接,将接受到的电子传输给电流表,通过电流表显示的数值观察微调焊接电流控制焊接能,完成焊接模拟件及零件的焊接。
27.一种电子束焊接电流点穿透控制方法,包括以下步骤:
28.步骤1,装夹零件
29.将工装通过底座端装夹在设备转台上,且保证工装与转台同中心;将待焊零件套装在定位环4上,依次在心轴13上安装垫圈7及压盖组件,旋拧压紧螺母11将压盖9顶紧在垫圈 7上,通过垫圈7保持每次压紧弹簧10收缩相同来控制每次零件焊接的压紧;
30.步骤2,焊接参数的确定
31.在焊接过程中通过观察电流表显示值手动调节电子束焊接电流达到每20mm至少一个穿透点的要求,并保证在额定的聚焦电流
±
5ma区间内都达到要求的焊缝横截面尺寸,如图1 及图6至图8所示,使焊缝焊接能量的输出更稳定,能量分布更均匀,确保焊接变形及焊接缩短量在可控范围内。
技术特征:
1.一种电子束焊接电流点穿透控制工装,其特征在于,包括底座,所述底座上安装有定位环和心轴,且心轴位于定位环内侧,心轴靠近底座一端套装有绝缘套,绝缘套前端套装有铜套,心轴的前端依次安装有垫圈和压盖组件,定位环上套装有被焊零件,通过转动压盖外侧螺接在心轴端部的压紧螺母将待焊零件通过压盖组件压紧,铜套前端与外接电流表连接,将接受到的电子传输给电流表,通过电流表显示的数值观察微调焊接电流控制焊接能,完成焊接模拟件及零件的焊接。2.根据权利要求1所述的一种电子束焊接电流点穿透控制工装,其特征在于:所述压盖组件包括压盖和压环,压环沿轴向固定安装有螺柱,螺柱穿过压盖上的通孔且通过螺母限位,所述压环与压盖之间的螺柱上套装有弹簧。3.根据权利要求1所述的一种电子束焊接电流点穿透控制工装,其特征在于:所述底座包括底板和顶板,所述底板通过支撑柱与顶板连接,进而增加底座的高度,使焊接位置远离设备转台,防止焊接时受到设备转台剩磁干扰而出现电子束流偏移。4.根据权利要求1所述的一种电子束焊接电流点穿透控制方法,其特征在于,包括以下步骤:步骤1,装夹零件将工装通过底座端装夹在设备转台上,且保证工装与转台同中心;将待焊零件套装在定位环上,依次在心轴上安装垫圈及压盖组件,旋拧压紧螺母将压盖顶紧在垫圈上,通过垫圈保持每次压紧弹簧收缩相同来控制每次零件焊接的压紧;步骤2,焊接参数的确定在焊接过程中通过观察电流表显示值手动调节电子束焊接电流达到每0~20mm至少一个穿透点的要求,并保证在额定的聚焦电流
±
5ma区间内都达到要求的焊缝横截面尺寸,使焊缝焊接能量的输出更稳定,能量分布更均匀,确保焊接变形及焊接缩短量在可控范围内。
技术总结
一种电子束焊接电流点穿透控制工装及控制方法,包括底座,所述底座上安装有定位环和心轴,且心轴位于定位环内侧,心轴靠近底座一端套装有绝缘套,绝缘套前端套装有铜套,心轴的前端依次安装有垫圈和压盖组件,定位环上套装有被焊零件,通过转动压盖外侧螺接在心轴端部的压紧螺母将待焊零件通过压盖组件压紧,所述铜套前端与外接电流表连接,将接受到的电子传输给电流表,通过电流表显示的数值观察微调焊接电流控制焊接能,完成焊接模拟件及零件的焊接。本发明能够防止焊接时受到转台剩磁干扰而出现电子束流偏移,并保证在焊接过程中压盖一直处于压紧状态并且保证每个焊接零件的压紧力相同。紧力相同。紧力相同。
技术研发人员:王强 张宏芳 谢振武 王芝桥 赵永岗
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:2022.11.11
技术公布日:2022/12/30
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
