1.本发明属于调味料分装技术领域,具体涉及一种调味料料包分装装置。
背景技术:
2.即食型食品调味料包是生活中常用的烹饪选择,其包括了火锅底料、酸萝卜老鸭汤等产品,但这些调味料包均需在炒制后进行包装,比如火锅底料是辣椒片与香辛料(八角、花椒、香叶、草果、白寇等)、调味料(姜片、蒜瓣、葱段等)经过高温油炒制后的产品,经空油后包装,物料仍然带油、含油。
3.众所周知,在对火锅底料或各种即食型食品调味料料包进行加工时,加工好的调味料都需要灌装打包,这样有助于保存以及运输。而传统的火锅底料以及调味料料包的灌装基本都是由多名工人手工配合完成,但这种灌装方式劳动力需求太大,生产效率较低,且人工灌装无法保证产品品质的均一性。
技术实现要素:
4.针对现有技术中的上述不足,本发明提供一种调味料料包分装装置,可通过设备固定向料包中填充调味料,提升处理效率,并保证调味料品质的稳定性。
5.为实现上述目的,本发明解决其技术问题所采用的技术方案是:
6.一种调味料料包分装装置,包括下料装置、液体输送装置和用于对包装袋进行封装的封装机;
7.液体输送装置将调味料料包中所需的液体输送至位于封装机上的料包中;下料装置再将固体调味料添加至料包中,再由封装机进行封装。
8.进一步地,下料装置包括送料部、下料部和分料部;送料部包括可随运输带运动的送料框;
9.下料部由上至下依次包括下料漏斗、分料盘和称重下料装置。
10.进一步地,下料漏斗包括承接送料框所送调味料的第一下料漏斗,以及位于第一下料漏斗下方的第二下料漏斗。
11.进一步地,第一下料漏斗的出料口与第二下料漏斗的进料口错位设置;第一下料漏斗和第二下料漏斗之间通过倾斜的送料板连接。
12.进一步地,分料盘位于第二下料漏斗下方,分料盘上设置有震动分料槽,通过震动分料槽向称重下料装置中送料。
13.进一步地,称重下料装置为本领域常规设备,其包括若干相互独立的下料槽;下料槽包括用于称重的称重斗和料仓。
14.进一步地,称重下料装置底部设置有灌装分料器,通过灌装分料器向料包中填充调味料。
15.进一步地,灌装分料器包括呈十字分料架;所述十字分料架的端部均设置有分料腔,同时在灌装出口侧壁上还设置有带有压力传感器的伸缩限位块;所述分料腔上设置有
电磁阀门。
16.进一步地,液体输送装置包括第一储液器和第二储液器;第一储液器和第二储液器分别用于储存水相或油相调料。
17.进一步地,第一储液器和第二储液器通过输液泵分别将水相或油相输送至料包中。
18.本发明的有益效果:
19.1、本装置在向料包中填充水相、油相以及固相调味料时,均采用机械化设备进行,可极大的提升调味料料包的制备效率,同时,通过可控的水相、油相输送量,以及固相调味料称重添加,能够保证同一批次或者不同批次产品品质的稳定性。
20.2、在传统制备方式中,水相、油相均由人工添加,此方式不仅大大的降低了生产效率,同时产品的品质也受限于人工添加时的添加量,无法保证品质的均一性。因此,本技术通过设计输液泵,通过泵送机械控制的方式来添加水相、油相的添加量,大大增强了产品品质的稳定性,提升了生产效率。
21.3、通过灌装分料器的设置,能够确保进入灌装出口处的固相调味料的重量基本上保持一致,由此可确保获得的产品品质。
附图说明
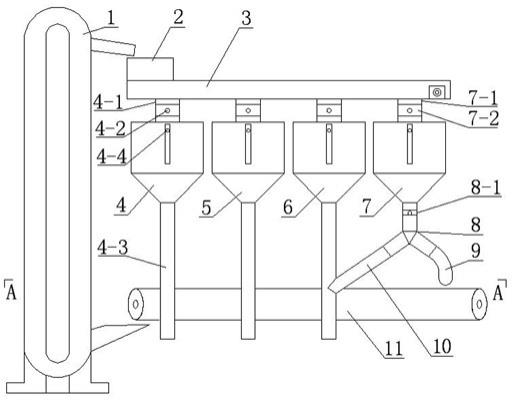
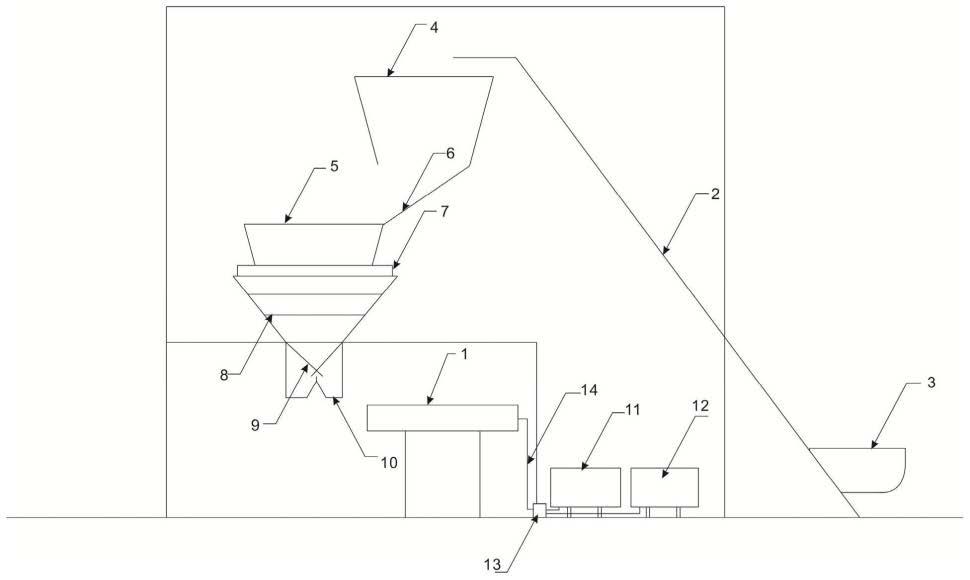
22.图1为本装置的结构示意图;
23.图2为下料部的俯视图;
24.图3为灌装分料器的结构示意图。
25.其中,1、封装机;2、运输带;3、送料框;4、第一下料漏斗;5、第二下料漏斗;6、送料板;7、分料盘;8、称重下料装置;9、灌装分料器;10、灌装出口;11、第一储液器;12、第二储液器;13、输液泵;14、输液管道;15、震动分料槽;16、分料架;17、限位块;18、分料腔;19、废料分料口;20、电磁阀门;21、伸缩限位块。
具体实施方式
26.下面对本发明的具体实施方式进行描述,以便于本技术领域的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
27.实施例
28.本技术设置的调味料料包分装装置适用于所有固相、液相以及液固混合的即食型调味料料包包装,包括火锅底料、水煮鱼调料、酸萝卜老鸭汤等调味品,其结构具体如图1~3所示。
29.如图1所示,该调味料料包分装装置,包括固相输送区、液相输送区以及封装机1,其中,封装机1为本领域包装袋封装常用设备,在此不再详述。液相输送区首先将料包中所需的液相成分水或油输送至封装机1上的包装袋中,然后固相输送区再将固相成分添加至该包装袋中,最后由封装机1完成封装。
30.在本实施例中,液相输送区包括液体输送装置,其由第一储液器11、第二储液器12
和输液泵13组成,其中,第一储液器11和第二储液器12中分别储存水相或油相成分,然后再由输液泵13将水相和/或油相输送至包装袋中。
31.在本实施例中,固相输送区主要是下料装置,其包括送料部、下料部和分料部。如图1所示,送料部由输送带2和送料框3组成,送料框3可跟随输送带2运动,将低处的固相调料运送至高处。输送带2可以是电机带动其运动的传送带,送料框3固定在传送带表面跟随传送带运动。输送带2也可以为链条式传动,使得送料框3可将低处的固相调料运送至高处。
32.如图1和图2所示,下料部由上至下依次包括下料漏斗、分料盘7和称重下料装置8。在本实施例中,下料漏斗包括第一下料漏斗4和位于第一下料漏斗4下方的第二下料漏斗5。并且,第一下料漏斗4和第二下料漏斗5错位设置,也就是说,第一下料漏斗4的出料口与第二下料漏斗5的进料口部分重叠或不重叠,然后两者之间通过倾斜设置的送料板6完成下料输送的过程。
33.在本实施例中,分料盘7位于第二下料漏斗5出料口下方,且在分料盘7上设置有若干可震动,且向下倾斜的震动分料槽15,震动分料槽15在气缸的带动下产生轻微震动。
34.称重下料装置8为本领域常规技术,其包括了称重斗和料仓等结构,当其内承接的固相成分达到设定的重量时,控制系统即控制其开启,然后使其中的固相成分进入灌装分料器9中,该结构在此不再详述。
35.在本实施例中,灌装分料器9的结构如图3所示,灌装分料器9一端与称重下料装置8连通,另一端开有两个独立的出口,分别是与封装机1配合的灌装出口10,以及废料分料口19。
36.灌装分料器9的中间部位腔体内设置有可自由转动,且呈十字形的十字分料架16。十字分料架16的端部均设置有分料腔18,分料腔18上设置有电磁阀门20,可在控制系统的控制下开启。
37.此外,在灌装分料器9远离称重下料装置8出料口的一侧内壁上设置有伸缩限位块21,伸缩限位块21上还设置有压力传感器,当伸缩限位块21下方的分料腔18给予其的压力达到了设定值后,伸缩限位块21则会在控制系统的控制下,由电机带动其收缩,十字分料架16中承载有固相成分的一端即转动至灌装出口10处,控制系统控制电磁阀门20开启,使分料腔18中所承接的固定重量的固相成分进入包装袋中封装。
38.在控制系统控制电磁阀门20开启的同时,控制系统调控电机使伸缩限位块21重新复位完成对十字分料架16的限位固定,从而完成固相成分填装的过程。由于从灌装分料器9中下料的固相成分的重量可能会大于每袋料包所需的重量,因此,在十字分料架16转动的过程中,实际上也会有部分超量的情况出现,此可通过适当减小压力传感器的阈值来调控该部分误差。
39.同时,需要说明的是,本实施例中所记载的电子器件,比如输液泵、电机、灌装分料器9中的电子器件、电磁阀门20等均在控制系统的调控下工作,控制系统可选常用的stm32f103单片机控制系统。
40.最后应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。