1.本发明涉及一种火力发电厂大口径钢管在对接焊接施工中管口对焊前的校形工装,特别涉及一种大口径薄壁钢管管口在对焊前的校正工装及其校形方法。
背景技术:
2.在空冷排汽管道、汽机房和锅炉房的大口径钢管的对接焊接施工过程中,由于管道外形尺寸太大,管道壁厚又较薄,在管道运输过程中,难免会发生磕碰,使管口处出现凹陷,会造成对焊的两管道口无法对齐和出现错边现象,导致了对焊的两管口无法准确定位对接在一起,造成对口焊接质量差,焊缝外观观感也较差,无法满足钢管对接连接的设计和规范的要求;如何在两钢管管口对焊前,对两钢管管口进行校形,使两管口能满足对焊的要求,成为现场需要解决的一个技术问题。
技术实现要素:
3.本发明提供了一种两大口径薄壁钢管管口对焊前的校形工装,解决了如何快捷对两管口进行焊接前的校形,使其满足焊接要求的技术问题。
4.本发明是通过以下技术方案解决以上技术问题的:
5.本发明的总体构思:在对焊处的两管道中设置一个三腿中心支架,在其中的两腿外端安装行走轮,在第三腿外端设置螺丝千斤顶,在螺丝千斤顶的顶端顶接弧形板,通过螺丝千斤顶对弧形板的顶接将管道口凹陷顶撑成圆弧状,使两管口对接在一起。
6.一种两大口径薄壁钢管管口对焊前的校形工装,包括对接到位的左侧钢管和对接到位的右侧钢管,在左侧钢管与右侧钢管之间设置有对焊预留环形缝隙,在对焊预留环形缝隙内的中心处,设置有中心轴,中心轴是沿两对接钢管的中心轴线方向水平设置的,在中心轴的外侧壁上等间隔弧度地焊接连接有上侧螺母、前侧螺母和后侧螺母;在上侧螺母中螺接有上侧螺杆,在前侧螺母中螺接有前侧螺杆,在后侧螺母中螺接有后侧螺杆,上侧螺杆、前侧螺杆和后侧螺杆设置在对焊预留环形缝隙所在圆的圆形面内;在上侧螺杆的顶端设置有u形托架,在u形托架中设置有螺丝千斤顶,在螺丝千斤顶的输出端上连接有内侧校形弧形板,内侧弧形板顶接在对焊预留环形缝隙两侧的钢管内侧壁上,在前侧螺杆的外侧端连接有前侧滚轮,在后侧螺杆的外侧端连接有后侧滚轮,前侧滚轮和后侧滚轮分别顶接在对焊预留环形缝隙两侧的钢管内侧壁上。
7.在内侧校形弧形板的外侧面上设置有带内螺纹沉孔,在对焊预留环形缝隙外侧活动设置有外侧校形弧形板,在外侧校形弧形板上设置有带螺纹通孔,连接螺栓,沿从外向内方向,依次穿过带螺纹通孔和对焊预留环形缝隙后与带内螺纹沉孔螺接在一起。
8.在右侧钢管内搭设有临时平台,在临时平台上设置有步进电机,步进电机的输出轴通过联轴器与中心轴连接在一起。
9.一种两大口径薄壁钢管管口对焊前的校形方法,包括对接到位的左侧钢管和对接到位的右侧钢管,在左侧钢管与右侧钢管之间,设置有对焊预留环形缝隙;其特征在于以下
步骤:
10.第一步、取一段中心轴,在中心轴的外侧圆面上,间隔120度焊接连接上侧螺母、前侧螺母和后侧螺母,并使该三个螺母的中心轴线设置在与中心轴垂直的同一个圆面上;取三根螺杆,在前侧螺杆的外侧端连接前侧滚轮,在后侧螺杆的外侧端连接后侧滚轮,在上侧螺杆的顶端焊接u形托架;将前侧螺杆的内侧端螺接在前侧螺母上,将后侧螺杆的内侧端螺接在后侧螺母上,将上侧螺杆的内侧端螺接到上侧螺母上,通过调整螺杆与螺母的螺接长度,将前侧滚轮的外侧端到中心轴的中心线的距离,以及后侧滚轮的外侧端到中心轴的中心线的距离,调整到等于对焊钢管管口的半径;
11.第二步、取螺丝千斤顶,在螺丝千斤顶的输出轴顶端固定连接内侧校形弧形板;
12.第三步、将第一步组装在一起的校形工装放置到已对接到位的两对焊钢管中,并使前侧滚轮和后侧滚轮分别顶接在对焊预留环形缝隙两侧的钢管内侧壁上;
13.第四步、在管内通过旋转校形工装,将u形托架设置到管口有明显凹陷位置处,将第二步组装有内侧校形弧形板的螺丝千斤顶放置到u形托架中,通过控制螺丝千斤顶,使内侧校形弧形板顶接在对焊预留环形缝隙两侧的钢管内侧壁上,直至使凹陷处恢复为止,然后,控制螺丝千斤顶,使其输出轴带动内侧校形弧形板下落离开钢管管口内侧壁;
14.第五步、在管内再次通过旋转校形工装,将u形托架设置到下一个管口有明显凹陷位置处,重复第四步步骤。
15.在内侧校形弧形板的外侧面上设置有带内螺纹沉孔,在对焊预留环形缝隙外侧活动设置有外侧校形弧形板,在外侧校形弧形板上设置有带螺纹通孔,连接螺栓,沿从外向内方向,依次穿过带螺纹通孔和对焊预留环形缝隙后与带内螺纹沉孔螺接在一起;当两对接管口上的明显凹陷被校形后,通过扳手旋转中心轴,带动内侧校形弧形板和外侧校形弧形板旋转,使内侧校形弧形板与外侧校形弧形板组成的两u形口,对左侧钢管的对焊管口和右侧钢管的对焊管口,实现校圆。
16.在右侧钢管内搭设有临时平台,在临时平台上设置有步进电机,步进电机的输出轴通过联轴器与中心轴连接在一起;通过步进电机步进式旋转内侧校形弧形板和外侧校形弧形板,从而实现对左侧钢管的对焊管口和右侧钢管的对焊管口的校圆。
17.本发明工装现场搭设安装便捷,校形方法操作简单,可快速实现两对焊管口明显塌陷的校正,又可随后进行校圆操作,大大提高了大口径两对接钢管的焊接质量。
附图说明
18.图1是本发明的结构示意图;
19.图2是图1中的a-a向剖视图;
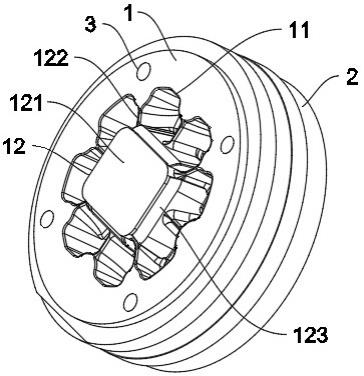
20.图3是本发明在校圆时的结构示意图;
21.图4是图3中的b-b向剖视图。
具体实施方式
22.下面结合附图对本发明进行详细说明:
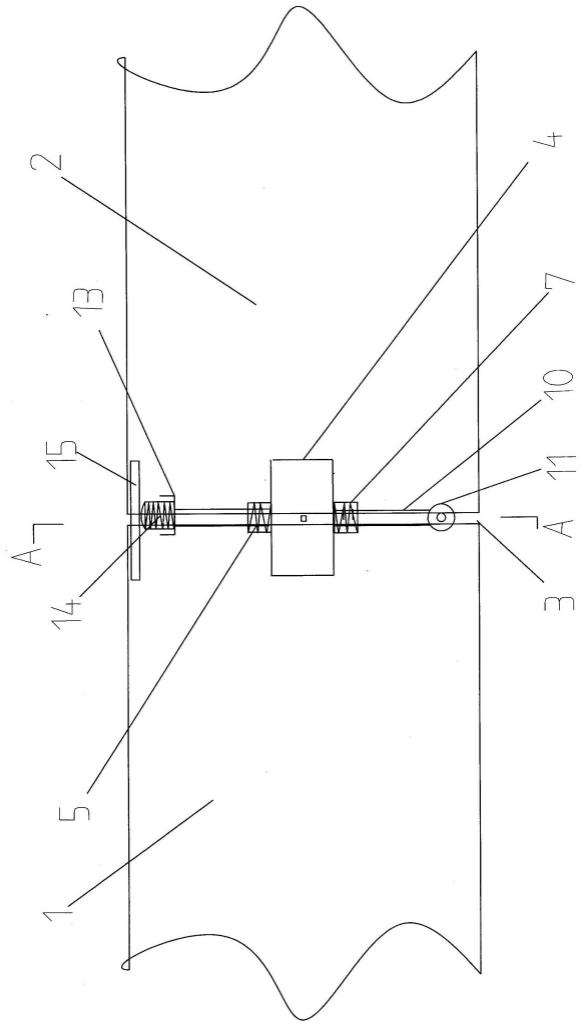
23.一种两大口径薄壁钢管管口对焊前的校形工装,包括对接到位的左侧钢管1和对接到位的右侧钢管2,在左侧钢管1与右侧钢管2之间设置有对焊预留环形缝隙3,在对焊预
留环形缝隙3内的中心处,设置有中心轴4,中心轴4是沿两对接钢管的中心轴线方向水平设置的,在中心轴4的外侧壁上等间隔弧度地焊接连接有上侧螺母5、前侧螺母6和后侧螺母7;在上侧螺母5中螺接有上侧螺杆8,在前侧螺母6中螺接有前侧螺杆9,在后侧螺母7中螺接有后侧螺杆10,上侧螺杆8、前侧螺杆9和后侧螺杆10设置在对焊预留环形缝隙3所在圆的圆形面内;在上侧螺杆8的顶端设置有u形托架13,在u形托架13中设置有螺丝千斤顶14,在螺丝千斤顶14的输出端上连接有内侧校形弧形板15,内侧弧形板15顶接在对焊预留环形缝隙3两侧的钢管内侧壁上,在前侧螺杆9的外侧端连接有前侧滚轮11,在后侧螺杆10的外侧端连接有后侧滚轮12,前侧滚轮11和后侧滚轮12分别顶接在对焊预留环形缝隙3两侧的钢管内侧壁上;前侧滚轮11的轮缘宽度和后侧滚轮12的轮缘宽度,均大于对焊预留环形缝隙3的宽度,使两滚轮能骑在对焊预留环形缝隙3的内侧的两管口内侧壁上行走;内侧校形弧形板15的弧度与两对接管的弧度相同;当对管口凹陷处进行校形时,前侧螺杆9和前侧滚轮11作为一条支撑腿,后侧螺杆10和后侧滚轮12作为另一条支撑腿,起到了对螺丝千斤顶14的支撑作用,螺丝千斤顶14的输出轴伸出后,通过内侧弧形板15,将管口凹陷处向外顶,实现整形校正。
24.在内侧校形弧形板15的外侧面上设置有带内螺纹沉孔18,在对焊预留环形缝隙3外侧活动设置有外侧校形弧形板16,在外侧校形弧形板16上设置有带螺纹通孔22,连接螺栓17,沿从外向内方向,依次穿过带螺纹通孔22和对焊预留环形缝隙3后与带内螺纹沉孔18螺接在一起;操作人员进入管口内,可通过手动扳手操作中心轴4原地旋转,实现对两管口的校圆。
25.在右侧钢管2内搭设有临时平台19,在临时平台19上设置有步进电机20,步进电机20的输出轴21通过联轴器与中心轴4连接在一起;临时平台19可临时搭设,并保证其上的步进电机20的输出轴21的中心轴线与中心轴4的中心线对齐,并通过联轴器将中心轴4与输出轴21临时连接在一起。
26.一种两大口径薄壁钢管管口对焊前的校形方法,包括对接到位的左侧钢管1和对接到位的右侧钢管2,在左侧钢管1与右侧钢管2之间,设置有对焊预留环形缝隙3;其特征在于以下步骤:
27.第一步、取一段中心轴4,在中心轴4的外侧圆面上,间隔120度焊接连接上侧螺母5、前侧螺母6和后侧螺母7,并使该三个螺母的中心轴线设置在与中心轴4垂直的同一个圆面上;取三根螺杆,在前侧螺杆9的外侧端连接前侧滚轮11,在后侧螺杆10的外侧端连接后侧滚轮12,在上侧螺杆8的顶端焊接u形托架13;将前侧螺杆9的内侧端螺接在前侧螺母6上,将后侧螺杆10的内侧端螺接在后侧螺母7上,将上侧螺杆8的内侧端螺接到上侧螺母5上,通过调整螺杆与螺母的螺接长度,将前侧滚轮11的外侧端到中心轴4的中心线的距离,以及后侧滚轮12的外侧端到中心轴4的中心线的距离,调整到等于对焊钢管管口的半径;
28.第二步、取螺丝千斤顶14,在螺丝千斤顶14的输出轴顶端固定连接内侧校形弧形板15;
29.第三步、将第一步组装在一起的校形工装放置到已对接到位的两对焊钢管中,并使前侧滚轮11和后侧滚轮12分别顶接在对焊预留环形缝隙3两侧的钢管内侧壁上;
30.第四步、在管内通过旋转校形工装,将u形托架13设置到管口有明显凹陷位置处,将第二步组装有内侧校形弧形板15的螺丝千斤顶14放置到u形托架13中,通过控制螺丝千
斤顶14,使内侧校形弧形板15顶接在对焊预留环形缝隙3两侧的钢管内侧壁上,直至使凹陷处恢复为止,然后,控制螺丝千斤顶14,使其输出轴带动内侧校形弧形板15下落离开钢管管口内侧壁;
31.第五步、在管内再次通过旋转校形工装,将u形托架13设置到下一个管口有明显凹陷位置处,重复第四步步骤。
32.在内侧校形弧形板15的外侧面上设置有带内螺纹沉孔18,在对焊预留环形缝隙3外侧活动设置有外侧校形弧形板16,在外侧校形弧形板16上设置有带螺纹通孔22,连接螺栓17,沿从外向内方向,依次穿过带螺纹通孔22和对焊预留环形缝隙3后与带内螺纹沉孔18螺接在一起;当两对接管口上的明显凹陷被校形后,通过扳手旋转中心轴4,带动内侧校形弧形板15和外侧校形弧形板16旋转,使内侧校形弧形板15与外侧校形弧形板16组成的两u形口,对左侧钢管1的对焊管口和右侧钢管2的对焊管口,实现校圆;校圆可正向旋转中心轴4,或反向旋转中心轴4,实现管口的校圆;对焊管口校圆后,可先将连接螺栓17拆除,使外侧校形弧形板16与内侧校形弧形板15脱离,然后,再将螺丝千斤顶14降下后,将整个校形工装从对焊的两管中取出即可。
33.在右侧钢管2内搭设有临时平台19,在临时平台19上设置有步进电机20,步进电机20的输出轴21通过联轴器与中心轴4连接在一起;通过步进电机20步进式旋转内侧校形弧形板15和外侧校形弧形板16,从而实现对左侧钢管1的对焊管口和右侧钢管2的对焊管口的校圆。
34.现场对焊接两管口进行校形是分步进行的:先目测观察焊接管口有明显凹陷的位置,先将校形工装上的u形托架13对准凹陷处,通过控制螺丝千斤顶14,将内侧校形弧形板15顶接在明显凹陷的管口内侧壁上,通过螺丝千斤顶14的顶升将凹陷处顶起,使其复原到原位;然后,将螺丝千斤顶14降下,通过旋转中心轴4,用同样的方法,对下一个凹陷处进行复原;当将对接管口处各凹陷处基本复原后,在内侧校形弧形板15的外活动放置外侧校形弧形板16,在内侧校形弧形板15与外侧校形弧形板16之间穿接连接螺栓17,使连接螺栓17穿过对焊预留环形缝隙3,将内侧校形弧形板15与外侧校形弧形板16穿接在一起,形成两个u行校形卡具,旋转旋转中心轴4,连接螺栓17沿对焊预留环形缝隙3旋转,实现两个u行校形卡具对两管口的校圆。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。