1.本实用新型涉及汽车零件技术领域,具体为一种汽车外门板及车门。
背景技术:
2.车门是为驾驶员和乘客提供出入车辆的通道,并隔绝车外干扰,在一定程度上减轻侧面撞击,保护乘员。汽车的美观也与车门的造型有关。车门的好坏,主要体现在车门的防撞性能、车门的密封性能与车门的开合便利性,当然还有其它使用功能的指标等。防撞性能尤为重要,因为车辆发生侧碰时,缓冲距离很短,很容易就伤到车内人员,传统汽车车门外板大多采用钢板冲压制成,其优点使制作工艺简单,但用钢材冲制而成的外门外板会导致车门整体重量增加,增加车辆的制造成本。
技术实现要素:
3.本实用新型所要解决的技术问题是针对现有技术的现状,而提供一种汽车外门板及车门。
4.本实用新型解决上述技术问题所采用的技术方案为:提出一种汽车外门板,包括相互贴合的并形成一个整体的第一部分与第二部分,所述第一部分为外门板的基础框架部分,所述第二部分为外门板的铺层加强部分或遮丑部分,所述第一部分与所述第二部分均由非金属材料制成。
5.在上述的一种汽车外门板,所述第一部分的材料为聚丙烯,所述第二部分的材料为连续纤维增强热塑性复合材料,所述第二部分铺设在所述第一部分的内侧且形成所述外门板的内侧结构。
6.在上述的一种汽车外门板,所述第一部分的厚度为2~3mm且所述第二部分的厚度为0.4mm。
7.在上述的一种汽车外门板,所述的第一部分为注塑而成,所述的第二部分为模压而成。
8.作为第二种方式,在上述的一种汽车外门板,所述第一部分的材料为连续纤维增强热塑性复合材料,所述第二部分的材料为聚丙烯,所述第二部分注塑在所述第一部分的四周边缘处。
9.在上述的一种汽车外门板,所述第一部分的厚度在1.5~2mm。
10.在上述的一种汽车外门板,所述第一部分为模压而成,所述第二部分为注塑而成。
11.在上述的一种汽车外门板,所述第一部分外侧为光滑平面或磨砂面。
12.本实用新型解决上述技术问题还提出一种车门,包括上述的汽车外门板。
13.与现有技术相比,本实用新型主要具有以下优点:
14.(1)选用非金属材料制成的第一部分与第二部分能够增强外门板的结构强度,并且使整个外门板整体结构更加的轻量化。
15.(2)选用聚丙烯材料制成的第一部分能够使整个外门板具有良好的外观表现,并
且铺设在第一部分内侧的由连续纤维增强热塑性复合材料制成的第二部分能够增强整个外门板的结构强度。
16.(3)选用连续纤维增强热塑性复合材料制成的第一部分能够增强整个外门板的结构强度,并且需用聚丙烯铺设在第一部分的四周边缘处能够很好的解决连续纤维增强热塑性复合材料在生产过程中的毛边、切口不均匀等外观问题。
附图说明
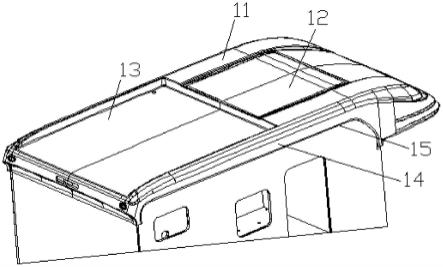
17.图1是本实用新型一种汽车外门板及车门实施例一的立体图;
18.图2是图1中a-a向的剖视示意图;
19.图3是图1中b-b向的剖视示意图;
20.图4是本实用新型一种汽车外门板及车门实施例二的立体图;
21.图5是图4中c-c向的剖视图;
22.图6是图4中d-d向的剖视图;
23.图中,1、第一部分;2、第二部分;3、把手过孔;4、后视镜安装过孔。
具体实施方式
24.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
25.本实用新型的一种汽车外门板主要应用于车门上,安装于车门外侧与车门其他结构一同对车内人员起到保护作用,本方案中的车门外板包括相互贴合的第一部分1与第二部分2,第一部分1为外门板的基础框架部分,第二部分2为外门板的铺层加强部分或遮丑部分,第一部分1与第二部分2均由非金属材料制成进而达到减少车门整体重量,降低车辆的制造成本的目的,以下通过两个实施列说明本方案的具体结构:
26.实施例一
27.如图1至图3所示,第一部分1的材料为聚丙烯,第二部分2的材料为连续纤维增强热塑性复合材料,第二部分2铺设在第一部分1的内侧且形成外门板的内侧结构,以增强外门板的结构强度。
28.在以聚丙烯材料制成外门板基础框架时,可以使外门板具有良好的外观表现,但是聚丙烯制成的外门板基材具有膨胀系数大,在交变温度影响下外门板尺寸变化幅度大,进而会影响车身的间隙面差,固在本方案中,选用连续纤维增强热塑性复合材料作为第二部分2的材料,并使第二部分2铺设在第一部分1的内侧,用以解决上述的问题,并且连续纤维增强热塑性复合材料备高强度低密度的优势,还能够在使用聚丙烯材料作为外门板的基材前提下,增强外门板的结构强度,并且使整个外门板整体结构更加的轻量化。
29.优选的,第一部分1的厚度在2~3mm,且第二部分2的厚度为0.4mm,这个厚度的第一部分1与第二部分2能够让车门外板在具有足够强度的同时,整体重量也较轻。
30.进一步优选的,第一部分1通过注塑成型,第二部分2为模压而成,制作时首先通过模压工艺将连续纤维增强热塑性复合材料制作出相应的形状,再将其放入注塑模具当中进行聚丙烯的注塑生产,通过模压工艺与注塑工艺的结合能够容易获得致密、均匀的车门外板。
31.进一步优选的,第一部分1为光滑面或磨砂面。
32.进一步优选的,外门板上部具有把手过孔3与后视镜安装过孔4。外门板上设置的把手过孔3与后视镜安装过孔4便于把手与后视镜的安装。
33.实施列二
34.如图4至图6所示,第一部分1为连续纤维增强热塑性复合材料,第二部分2为聚丙烯材料,第二部分2为外门板的遮丑部分,第二部分2注塑在第一部分1的四周边缘处。
35.在本实施列当中,第一部分1基础框架整体采用连续纤维增强热塑性复合材料通过模压工序形成外门板的整体外形,连续纤维增强热塑性材料在经过模压工序成型为外门板的形状之后,会在边缘切口处产生毛边、切口不均匀等外观问题,在本方案中,选用聚丙烯作为第二部分2的材料,并将第二部分2注塑在第一部分1的四周边缘处能够有效的解决上述的问题,使整个外门板具有较为美观的外表面。
36.进一步优选的,第一部分1的厚度在1.5~2mm,第二部分2的厚度可以根据外门板与汽车门板其余部分配合间隙确定。
37.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
38.另外,在本实用新型中如涉及“第一”、“第二”、“一”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
39.在本实用新型中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
40.另外,本实用新型各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
41.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神所定义的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。