1.本实用新型涉及贴装机技术领域,具体是一种贴装头高速吸贴流量监测系统。
背景技术:
2.贴片机:又称“贴装机”、“表面贴装系统”(surface mount system),在生产线中,它配置在点胶机或丝网印刷机之后,是通过移动贴装头把表面贴装元器件准确地放置pcb焊盘上的一种设备,分为手动和全自动两种。
3.贴装机在吸贴取料工艺中对贴装头的状态检测有很高的要求,如何高效,智能的判断吸嘴状态尤为重要。传统的检测方法中主要通过硬件电路设定一个初始电压值与贴装头流量传感器的电压值进行模糊比较,以此判断贴装头吸嘴状态。由于贴装头吸嘴的持续使用,存在老化现象,使得贴装头吸嘴孔径变小。从而导致了初始电压值无法满足正常的判断需求,降低了贴装头吸嘴的使用寿命。
4.目前市场上贴装机的贴装头吸嘴状态检测主要通过吸嘴中流量传感器所反馈的模拟电压值反映。市场上普遍方法是对传感器反馈的模拟电压与由电位器和电阻组成的比较电压进行比较放大,当传感器电压超过或小于设定的比较电压时,通过光耦输出io状态给上位机判别。如中国发明专利201310098258.5(公告号 2015.10.28)公开了一种smt贴装设备吸嘴模块及其控制方法,吸嘴模块中增加一种能够检测吸嘴的贴装压力值的压力传感器,控制模块根据压力传感器检测到的电压输出,即可换算出压力值,而且在控制模块中预设了贴装目标压力值,实现了压力可控,因此本吸嘴模块能够保证贴装压力恒定,保证了各元件的贴装力度一致,且不受pcb板的变形、元件厚度的影响。但是该方法对于吸嘴的检测还不是很精确,常有误报,漏报的情况发生,例如,如工作时胶片没有吸取到位,无法完成吸贴过程而被带回导致堵塞,或者没有抓取到胶片,出现漏贴现象。另一方面吸嘴的磨损导致吸嘴口径变小,吸嘴状态判断的灵敏度降低,容易导致误判。
技术实现要素:
5.本实用新型为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
6.一种贴装头高速吸贴流量监测系统,包括pc控制器、流量检测电路、电磁阀组以及与电磁阀组连接的吸嘴,电磁阀组上设有正压端口、负压端口以及与吸嘴连接的工作端口,正压端口与负压端口导通形成通路,工作端口通过电磁阀组的开闭程度控制其与通路的连通程度,电磁阀组的负压端口上连接有与流量检测电路信号连接的流量传感器,电磁阀组的负压端口还通过负压端口连接有负压源,正压端口连接有正压源,流量监测电路与pc控制器连接,pc控制器与电磁阀组连接控制其开闭程度。
7.进一步的,负压源为抽气泵,正压端口暴露在空气中作为正压源。
8.进一步的,pc控制器信号连接有至少一组电磁阀组,每组电磁阀组对应连接有一个接入流量检测电路的流量传感器。
9.进一步的,pc控制器包括电源模块以及与电源模块连接的mcu模块、通讯模块,电
源模块分别输出5v、12v供电电压,mcu模块通过通讯模块与流量检测电路信号连接,其中mcu模块包括型号为stc15w4k56s4的pc芯片u0,通讯模块包括型号为max232的通讯芯片u6。
10.进一步的,流量检测电路包括两个运算放大器u1a、u1d,两个运算放大器的信号均为lm324,运算放大器u1a与流量传感器信号连接并将检测到的信号输出到运算放大器u1d,运算放大器u1d连接有光耦u4,光耦u4通过电源模块取电并与pc芯片信号连接。
11.与现有技术相比,本实用新型取得的有益效果为:
12.1)本实用采用pc控制器作为上位机,对机器各个部分进行集中控制,电磁阀组、流量传感器作为下位机组对流量转换为电压值进行实时监测,进而反映吸嘴中处胶片的吸附状态,避免出现漏贴现象;
13.2)工作过程中,当机台发出抛料或堵塞警报时,可通过上位机直接查询到流量传感器所反馈的电压是否是正常报警,这样能及时处理误报,错报情况,使得排查故障更简单;
14.3)另外本实用新型采用三通式的电磁阀,利用流量计数反映吸嘴的吸附压力,检测精度更高,同时对于气嘴堵塞、磨损等问题能及时对吸嘴压力进行调整,避免错报误报情况。
15.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
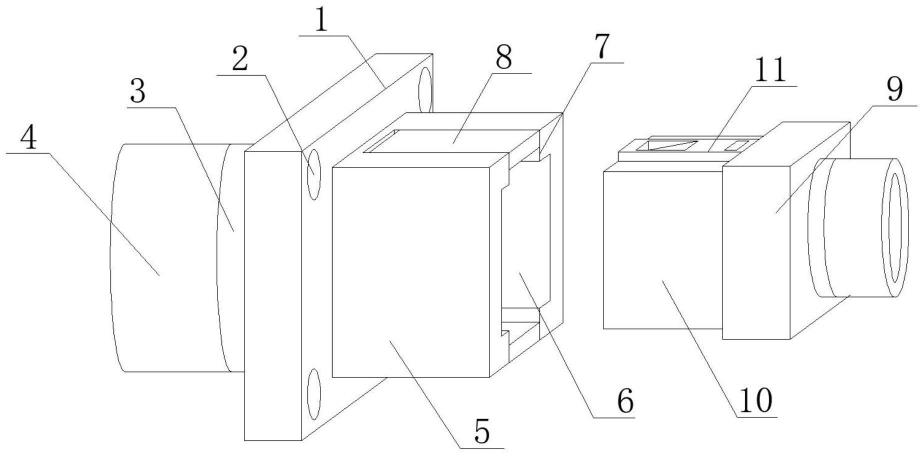
17.图1为本实用新型的电气结构示意图。
18.图2为本实用新型中pc控制器的电路结构图。
19.图3为本实用新型中电源模块的电路原理图。
20.图4为本实用新型中mcu模块的电路原理图。
21.图5为本实用新型中通讯模块的电路原理图。
22.图6为本实用新型中流量监测电路的电路原理图。
具体实施方式
23.下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.请参阅图1~6,一种贴装头高速吸贴流量监测系统,包括pc控制器1、流量检测电路2、电磁阀组3以及与电磁阀组3连接的吸嘴4,电磁阀组3上设有正压端口、负压端口以及与吸嘴4连接的工作端口,正压端口与负压端口导通形成通路,工作端口通过电磁阀组3的开闭程度控制其与通路的连通程度,电磁阀组3的负压端口上连接有与流量检测电路2信号
连接的流量传感器5,电磁阀组3 的负压端口还通过负压端口连接有负压源6,正压端口连接有正压源7,流量监测电路与pc控制器1连接,pc控制器1与电磁阀组3连接控制其开闭程度。本实用采用pc控制器1作为上位机,对机器各个部分进行集中控制,电磁阀组3、流量传感器5作为下位机组对流量转换为电压值进行实时监测,进而反映吸嘴4 中处胶片的吸附状态,避免出现漏贴现象;另外本实用新型采用三通式的电磁阀,利用流量计数反映吸嘴4的吸附压力,检测精度更高,同时对于气嘴堵塞、磨损等问题能及时对吸嘴4压力进行调整,避免错报误报情况。
25.进一步的,负压源6为抽气泵,正压端口暴露在空气中作为正压源7。可选的,负压源6也可换作油泵的抽油端,负压源6连接油箱,油泵的出油管接入油箱中进行回油。
26.进一步的,pc控制器1信号连接有至少一组电磁阀组3,每组电磁阀组3 对应连接有一个接入流量检测电路2的流量传感器5。
27.进一步的,pc控制器1包括电源模块以及与电源模块连接的mcu模块、通讯模块,电源模块分别输出5v、12v供电电压,mcu模块通过通讯模块与流量检测电路信号连接,其中mcu模块包括型号为stc15w4k56s4的pc芯片u0,通讯模块包括型号为max232的通讯芯片u6。
28.进一步的,流量检测电路2包括两个运算放大器u1a、u1d,两个运算放大器的信号均为lm324,运算放大器u1a与流量传感器5信号连接并将检测到的信号输出到运算放大器u1d,运算放大器u1d连接有光耦u4,光耦u4通过电源模块取电并与pc芯片信号连接。
29.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。