1.本发明涉及焊接技术领域,具体而言,涉及脱磷脱硫烧结焊剂及其制备方法。
背景技术:
2.在大线能量埋弧焊中,由于焊接高温停留时间长,往往会导致焊缝金属组织粗化,焊缝低温韧性下降。
3.烧结焊剂是一种生产成本较低的环境友好型焊剂。但是,常规的烧结焊剂在大线能量焊接后所得的焊缝中的有害元素p、s含量较高,导致了焊缝的低温韧性较差。
4.具体地,焊缝中的磷(p)以磷化物形式存在,磷化物硬而脆,使焊缝脆性转变温度升高,形成热裂纹。磷在焊缝凝固后期极易在晶界处偏析,随着磷含量的增加,偏析加剧,导致显著降低焊缝金属的塑性和冲击韧性。
5.焊缝中的硫(s)主要以fes的形式存在,fes易与液态铁形成低熔点共晶,呈链状分布于晶界,发生偏析,消弱了晶粒之间的联结,使得焊缝的结晶裂纹倾向增大,从而显著降低了焊缝的冲击韧性,恶化抗腐蚀性以致引起气孔。
6.因此,提供一种可以降低焊缝中的有害元素p和s的含量、能够提高低温韧性的焊剂具有重要意义。
7.有鉴于此,特提出本发明。
技术实现要素:
8.本发明的第一目的在于提供一种脱磷脱硫烧结焊剂,采用该脱磷脱硫烧结焊剂焊接后得到的焊缝中的p、s元素含量低,焊接接头的低温韧性好。
9.本发明的第二目的在于提供一种脱磷脱硫烧结焊剂的制备方法,该制备方法具有操作简单,成本低,可有效的促进脱磷、脱硫以及生产周期短等优点。
10.为了实现本发明的上述目的,特采用以下技术方案:第一方面,本发明提供了一种脱磷脱硫烧结焊剂,所述脱磷脱硫烧结焊剂由按照质量百分比计的如下组分组成:caf
2 42%~62%,tio
2 18%~32%,cao 17%~25%和mgo 0.8%~3.2%。
11.采用本发明所提供的具有特定组成的脱磷脱硫烧结焊剂,能够显著降低焊接后所得的焊缝中的p元素含量和s元素含量,保证了焊缝良好的机械性能,尤其是焊接后所得的焊接接头的低温冲击韧性好。
12.具体地,脱磷脱硫烧结焊剂中的caf2熔点低,有利于降低焊剂的熔点以保证焊缝成型。同时,caf2高温段的黏度低,对熔渣起稀释作用,有利于降低焊剂在焊接过程中的黏度和表面张力,增加熔渣的流动,以保证焊剂与熔池接触良好,进而改善成型性。焊缝中若氧含量较高则会导致大量夹杂物的生成和焊缝韧性的下降,caf2不向焊缝中供氧,能够提高焊缝的抗气孔能力,有效降低焊缝金属的氧含量。
13.优选地,所述caf2的质量百分比包括但不限于43%、44%、45%、46%、47%、48%、49%、
50%、51%、52%、53%、54%、55%、56%、57%、58%、59%、60%、61%中的任意一者的点值或任意两者之间的范围值。
14.采用上述特定用量的caf2能使电弧更稳定,焊道成型性更好,并保证焊缝冲击韧性较好。
15.所述脱磷脱硫烧结焊剂中的tio2是酸性氧化物,主要起到调整焊剂的碱度以及向焊缝中过渡ti元素、o元素的作用。其中,ti元素能够以固溶强化、第二相强和细晶强化的形式改善焊缝的机械性能。ti元素与n元素亲和力极高,ti可以减少焊缝熔池中n的含量,降低了固溶n对韧性的不利影响。tio2还起到氧化物冶金的作用,通过生成tio、tin等细小弥散的非金属夹杂物能钉扎奥氏体晶粒晶界,抑制晶粒长大,从而达到细化焊缝晶粒的目的,有利于大线能量焊接。同时,生成的tio和tin等非金属夹杂物还能促进焊缝中的针状铁素体形核,增加焊缝中针状铁素体的体积分数,提高低温冲击韧性。
16.优选地,所述tio2的质量百分比包括但不限于19%、20%、21%、22%、23%、24%、25%、26%、27%、28%、29%、30%、31%中的任意一者的点值或任意两者之间的范围值。
17.采用上述特定用量的tio2,既达到了强化效果,又可避免含量过高导致焊剂黏度大、流动性差,进而使得焊缝成型困难、脱渣性变差。
18.所述脱磷脱硫烧结焊剂中的cao的电离势较低,能够稳定电弧,提高焊剂抗大电流的能力,使得焊剂能承受大线能量焊接。同时,cao是强碱性氧化物,在焊剂中能提高碱度,还能调整黏度和高温熔点。在2000℃以上高温的焊接过程中,焊接材料中的s和p会过渡到焊缝中,cao与p、s的结合能力较强,有利于焊缝中的p2o5与cao结合生成磷酸三钙、磷酸四钙以及硫化钙,使p、s等有害元素过渡到焊接渣壳中,从而有效降低了焊缝金属中的p、s含量,增加了焊缝的韧性。
19.优选地,所述cao的质量百分比包括但不限于18%、19%、20%、21%、22%、23%、24%中的任意一者的点值或任意两者之间的范围值。
20.采用上述特定用量的cao,可以保证焊剂的碱度、熔点、黏度和流动性均在适宜范围内,进而提高了焊缝的冲击韧性、抗气孔能力以及焊缝成型性,避免产生咬边、气孔等缺陷。
21.所述脱磷脱硫烧结焊剂中的mgo属于强碱性氧化物,表面张力大,有利于熔渣从熔池中浮出,能增大熔渣的脆性,利于焊后脱渣。并且,mgo与p、s的结合能力较强,能有效降低焊缝金属中的p元素以及s元素的含量,增加焊缝的韧性。
22.优选地,所述mgo的质量百分比包括但不限于0.9%、1.0%、1.2%、1.4%、1.5%、1.7%、1.9%、2.0%、2.2%、2.4%、2.5%、2.8%、3.0%、3.1%中的任意一者的点值或任意两者之间的范围值。
23.采用上述特定用量的mgo,能使焊剂的碱度和熔点适宜,从而保证了冲击韧性和抗气孔能力,避免出现麻点等缺陷。
24.进一步地,本发明通过采用具有特定配比关系的caf2、tio2、cao和mgo,优化了焊剂的黏度,保证了电弧稳定性、良好的焊缝成型性和脱渣性。本发明提供的具有特定组成的焊剂可将焊缝的o含量有效调控在200ppm~400ppm(过量的o会降低焊缝的韧性并导致气孔形成),焊缝中的ti调控在400ppm~500ppm,这使得焊缝中夹杂物数量和尺寸降至较低水平,从而促进了具有提高焊缝金属强度和韧性作用的针状铁素体组织的形成。其中,1ppm=
0.0001wt.%。
25.更进一步地,现有常规焊剂的成分比较复杂,通常包括五种以上氧化物。在大线能量焊接中,焊剂中过多的氧化物会导致焊缝氧含量急剧增加,生成高密度的夹杂物,这对焊缝力学性能造成不利影响。而本发明所提供的焊剂成分相对简单,焊剂熔点低,无高熔点相,大线能量焊接后得到的焊缝组织均匀,焊缝力学性能稳定。
26.优选地,所述脱磷脱硫烧结焊剂由按照质量百分比计的如下组分组成:caf
2 44%~60%,tio
2 18%~30%,cao 20%~23%和mgo 2%~3%。
27.优选地,所述脱磷脱硫烧结焊剂的粒度为20目~60目;包括但不限于30目、40目、50目中的任意一者的点值或任意两者之间的范围值。
28.大线能量焊接时,如果焊剂粒度较小,焊剂透气不良,气体不能及时排出,容易导致气孔等缺陷。如果焊剂粒度较大,焊剂间隙中空气过多,焊缝保护不良,容易出现焊接缺陷。
29.因此,在本发明中,通过控制焊剂的粒度在20目~60目,能够使焊缝的成分更加均匀。
30.优选地,所述脱磷脱硫烧结焊剂在焊接后所得到的焊缝中的p元素的质量分数《0.007%;包括但不限于0.006%、0.005%、0.004%、0.003%、0.002%、0.001%中的任意一者的点值或任意两者之间的范围值。
31.所述脱磷脱硫烧结焊剂在焊接后所得到的焊缝中的s元素的质量分数《0.006%;包括但不限于0.0055%、0.005%、0.004%、0.003%、0.002%、0.001%中的任意一者的点值或任意两者之间的范围值。
32.优选地,所述脱磷脱硫烧结焊剂在焊接后所得到的焊缝中的p元素的质量分数≤0.006%;所述脱磷脱硫烧结焊剂在焊接后所得到的焊缝中的s元素的质量分数≤0.005%。
33.优选地,所述脱磷脱硫烧结焊剂的熔点为1400℃~1450℃,包括但不限于1410℃、1420℃、1430℃、1440℃中的任意一者的点值或任意两者之间的范围值。能够满足焊剂熔点低于母材的要求。
34.第二方面,本发明提供了如上所述的脱磷脱硫烧结焊剂的制备方法,包括如下步骤:caf2、tio2和含有mgo和石灰乳的混合浆料经混合均匀后造粒,得到颗粒料;所述颗粒料经干燥后烧结,得到所述脱磷脱硫烧结焊剂。
35.现有技术中的烧结焊剂往往采用水玻璃(硅酸钠)作为粘结剂,但是,水玻璃仅起到粘结作用,而几乎不会对焊剂的性能产生影响(不向焊缝中过渡元素,不影响焊缝成分和焊缝组织)。
36.本技术通过采用含有mgo和石灰乳的混合浆料,在起到粘结作用的同时,还能够有效的促进脱磷、脱硫。
37.同时,采用含有mgo和石灰乳的混合浆料作为粘结剂,粘结性强,成本更低,且其在烧结后不生成其他灰分,燃烧后不产生有害气体,无污染,更环保。
38.此外,ca(oh)2粒度极细,改善了烧结料的粒度,且比表面积大,提高了料层的透气性,因此与混合料中其他成分能更好的接触,更快发生固液相反应,加速烧结过程中化学反应的进行。
39.为了进一步综合考虑粘结性能、烧结时间以及生产效率,本技术对含有mgo和石灰乳的混合浆料中的水的添加量(即含有mgo和石灰乳的混合浆料的固含量)进行了优化。优选地,所述含有mgo和石灰乳的混合浆料的固含量以mgo和cao计为45%~60%;包括但不限于46%、48%、49%、50%、52%、54%、55%、58%的任意一者的点值或任意两者之间的范围值。
40.优选地,所述含有mgo和石灰乳的混合浆料的制备方法包括如下步骤:将钙源、mgo和水混合均匀,得到所述含有mgo和石灰乳的混合浆料。优选地,所述钙源包括cao和/或ca(oh)2。
41.也即,所述的含有mgo和石灰乳的混合浆料的制备方法可以采用如下方法:将cao、mgo和水混合均匀;或者,将ca(oh)2、mgo和水混合均匀;或者,将cao、ca(oh)2、mgo和水混合均匀。
42.优选地,先将caf2和tio2放入混合搅拌器中混合20min~40min(包括但不限于25min、30min、35min中的任意一者的点值或任意两者之间的范围值),期间混合搅拌器搅拌的转速为100r/min~150r/min,包括但不限于110r/min、120r/min、130r/min、140r/min中的任意一者的点值或任意两者之间的范围值。然后再向其中加入含有mgo和石灰乳的混合浆料继续搅拌混合20min~50min(包括但不限于25min、30min、35min、40min、45min中的任意一者的点值或任意两者之间的范围值),期间混合搅拌器搅拌的转速为200r/min~300r/min,包括但不限于220r/min、240r/min、260r/min、280r/min中的任意一者的点值或任意两者之间的范围值。
43.优选地,所述干燥的温度为150℃~250℃,包括但不限于160℃、170℃、180℃、190℃、200℃、210℃、220℃、230℃、240℃中的任意一者的点值或任意两者之间的范围值。所述干燥的时间为1h~2h,包括但不限于1h、1.5h、2h中的任意一者的点值或任意两者之间的范围值。
44.优选地,所述烧结的温度为700℃~900℃,包括但不限于730℃、750℃、780℃、800℃、830℃、850℃、880℃中的任意一者的点值或任意两者之间的范围值。所述烧结的时间为2h~4h;包括但不限于2.5h、3h、3.5h、4h中的任意一者的点值或任意两者之间的范围值。
45.本发明通过采用含有mgo和石灰乳的混合浆料作为粘结剂,石灰乳中的ca(oh)2粒度极细,且比表面积大,能够加快烧结速度,缩短烧结时间。
46.优选地,所述烧结在惰性气氛中进行。
47.优选地,所述惰性气氛包括氮气和/或氩气。
48.优选地,在所述烧结之后,还包括破碎的步骤;优选地,所述破碎至所述脱磷脱硫烧结焊剂的粒度为20目~60目。
49.优选地,本发明提供的脱磷脱硫烧结焊剂可用于大线能量焊接,其中,大线能量焊接是指线能量超过50kj/cm的焊接工艺。
50.采用本发明提供的脱磷脱硫烧结焊剂用于造船用高强度结构钢进行线能量为70kj/cm~90kj/cm(包括但不限于73kj/cm、75kj/cm、77kj/cm、80kj/cm、82kj/cm、85kj/cm、88kj/cm中的任意一者的点值或任意两者之间的范围值)的大线能量焊接时,焊接过程稳定,焊后自动脱渣(脱渣容易),焊道表面成型美观,焊缝无气孔、夹渣和咬边等缺陷;且焊缝金属中的有害元素含量p《0.007wt.%,s《0.006wt.%。
51.优选地,所述脱磷脱硫烧结焊剂配合低碳高锰焊丝使用,用于对船舶及海洋工程
结构用钢进行大线能量焊接。优选地,所述低碳高锰焊丝包括h10mn2型焊丝、h10mn2ni型焊丝、h08mn2si型焊丝和h08mn2sia型焊丝中的至少一种;所述船舶及海洋工程结构用钢包括dh级船板钢、eh级船板钢和fh级船板钢中的至少一种。
52.优选地,所述大线能量焊接的焊接速度为38cm/min~42cm/min,包括但不限于39cm/min、40cm/min、41cm/min中的任意一者的点值或任意两者之间的范围值。
53.更优选地,所述大线能量焊接的前丝采用直流焊接,所述直流焊接的电流为850a~950a(包括但不限于860a、870a、880a、890a、900a、910a、920a、930a、940a中的任意一者的点值或任意两者之间的范围值),直流焊接的电压为30v~35v(包括但不限于30v、31v、32v、33v、34v、35v中的任意一者的点值或任意两者之间的范围值)。所述大线能量焊接的后丝采用交流焊接,所述交流焊接的电流为650a~750a(包括但不限于660a、670a、680a、690a、700a、710a、720a、730a、740a中的任意一者的点值或任意两者之间的范围值),所述交流焊接的电压为33v~37v(包括但不限于33v、34v、35v、36v、37v中的任意一者的点值或任意两者之间的范围值)。
54.采用上述焊接参数可进一步提升焊接过程的稳定性以及焊缝成型性,并能够提高焊接效率以及焊接接头的质量。
55.与现有技术相比,本发明的有益效果为:(1)本发明所提供的具有特定组成的焊剂能够显著降低焊接后所得的焊缝中的p元素含量和s元素含量,焊接后所得的焊接接头的低温韧性好。
56.(2)本发明通过采用具有特定配比的caf2、tio2、cao和mgo,保证了合金组织的均匀性,优化了焊剂的熔点和黏度,使焊接时易于凝固成型,保证了电弧稳定性、良好的焊缝成型性和脱渣性,有效减少或者消除了焊缝的表面缺陷。
57.(3)本发明所提供的焊剂成分简单,焊剂熔点低,无高熔点相,大线能量焊接后得到的焊缝组织均匀,焊缝力学性能稳定。
58.(4)本发明所提供的脱磷脱硫烧结焊剂,可将焊缝的o含量调控在200ppm~400ppm,ti调控在400ppm~500ppm,形成细小弥散分布的夹杂物,诱导具有交叉互锁结构的针状铁素体形核和抑制晶粒尺寸长大。
59.(5)本发明所提供的脱磷脱硫烧结焊剂的制备方法,采用含有mgo和石灰乳的混合浆料,在起到粘结作用的同时,还能够有效的促进脱磷、脱硫。此外,混合浆料中的ca(oh)2粒度极细,比表面积大,能够加快固液相反应速率,加速烧结过程中化学反应的进行,缩短反应时间,生产周期短。
附图说明
60.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
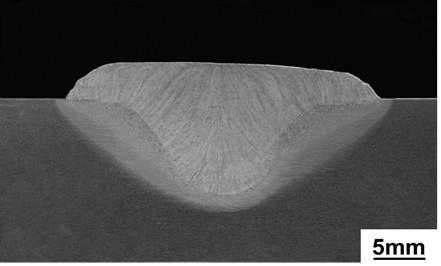
61.图1为本发明实施例1制得的焊剂在焊接后所得的焊缝的宏观金相图;图2为本发明实施例2制得的焊剂在焊接后所得的焊缝的宏观金相图;图3为本发明实施例3制得的焊剂在焊接后所得的焊缝的宏观金相图;
54%,tio
2 24%,cao 20%和mgo 2%。
72.本实施例提供的脱磷脱硫烧结焊剂的制备方法包括如下步骤:(1)分别称取54份caf2,24份tio2,20份cao和2份mgo。然后将20份cao、2份mgo与15份水混合均匀,得到以mgo和cao计固含量为59.5%的含有mgo和石灰乳的混合浆料。
73.(2)将上述(1)中称好的caf2和tio2放入混合搅拌器中混合25min(期间混合搅拌器搅拌的转速为120r/min)后,向其中加入步骤(1)中制得的混合浆料,搅拌混合35min(期间混合搅拌器搅拌的转速为300r/min),造粒,得到颗粒料。
74.(3)将上述(2)中得到的颗粒料于150℃干燥2h,然后将干燥后的颗粒料在700℃下烧结4h(氮气气氛),再经破碎、筛分,得到粒度为20目~60目的脱磷脱硫烧结焊剂。
75.实施例4本实施例提供的脱磷脱硫烧结焊剂由按照质量百分比计的如下组分组成:caf
2 47%,tio
2 26%,cao 24%和mgo 3%。
76.本实施例提供的脱磷脱硫烧结焊剂的制备方法包括如下步骤:(1)分别称取47份caf2,26份tio2,24份cao和3份mgo。然后将24份cao、3份mgo与27份水混合均匀,得到以mgo和cao计固含量为50%的含有mgo和石灰乳的混合浆料。
77.(2)将上述(1)中称好的caf2和tio2放入混合搅拌器中混合30min(期间混合搅拌器搅拌的转速为130r/min)后,向其中加入步骤(1)中制得的混合浆料,搅拌混合50min(期间混合搅拌器搅拌的转速为220r/min),造粒,得到颗粒料。
78.(3)将上述(2)中得到的颗粒料于250℃干燥1h,然后将干燥后的颗粒料在750℃下烧结2.5h(氮气气氛),再经破碎、筛分,得到粒度为20目~60目的脱磷脱硫烧结焊剂。
79.实施例5本实施例提供的脱磷脱硫烧结焊剂由按照质量百分比计的如下组分组成:caf
2 45%,tio
2 28%,cao 24%和mgo 3%。
80.本实施例提供的脱磷脱硫烧结焊剂的制备方法包括如下步骤:(1)分别称取45份caf2,28份tio2,24份cao和3份mgo。然后将24份cao、3份mgo与22份水混合均匀,得到以mgo和cao计固含量为55.1%的含有mgo和石灰乳的混合浆料。
81.(2)将上述(1)中称好的caf2和tio2放入混合搅拌器中混合30min(期间混合搅拌器搅拌的转速为140r/min)后,向其中加入步骤(1)中制得的混合浆料,搅拌混合30min(期间混合搅拌器搅拌的转速为260r/min),造粒,得到颗粒料。
82.(3)将上述(2)中得到的颗粒料于180℃干燥1.5h,然后将干燥后的颗粒料在730℃下烧结3h(氩气气氛),再经破碎、筛分,得到粒度为20目~60目的脱磷脱硫烧结焊剂。
83.实施例6本实施例提供的脱磷脱硫烧结焊剂由按照质量百分比计的如下组分组成:caf
2 44%,tio
2 30%,cao 23%和mgo 3%。
84.本实施例提供的脱磷脱硫烧结焊剂的制备方法包括如下步骤:(1)分别称取44份caf2,30份tio2,23份cao和3份mgo。然后将23份cao、3份mgo与23份水混合均匀,得到以mgo和cao计固含量为53.1%的含有mgo和石灰乳的混合浆料。
85.(2)与实施例1的(2)相同。
86.(3)与实施例1的(3)相同。
87.实施例7本实施例提供的脱磷脱硫烧结焊剂由按照质量百分比计的如下组分组成:caf
2 42%,tio
2 32%,cao 23%和mgo 3%。
88.本实施例提供的脱磷脱硫烧结焊剂的制备方法包括如下步骤:(1)分别称取42份caf2,32份tio2,23份cao和3份mgo。然后将23份cao、3份mgo与19份水混合均匀,得到以mgo和cao计固含量为57.8%的含有mgo和石灰乳的混合浆料。
89.(2)与实施例1的(2)相同。
90.(3)与实施例1的(3)相同。
91.实施例8本实施例提供的脱磷脱硫烧结焊剂由按照质量百分比计的如下组分组成:caf
2 57%,tio
2 25%,cao 17%和mgo 1%。
92.本实施例提供的脱磷脱硫烧结焊剂的制备方法包括如下步骤:(1)分别称取57份caf2,25份tio2,17份cao和1份mgo。然后将17份cao、1份mgo与18份水混合均匀,得到以mgo和cao计固含量为50%的含有mgo和石灰乳的混合浆料。
93.(2)与实施例1的(2)相同。
94.(3)与实施例1的(3)相同。
95.对比例1本对比例提供的烧结焊剂由按照质量百分比计的如下组分组成:caf
2 47%,tio
2 15%,cao 32%和mgo 6%。
96.本对比例提供的烧结焊剂的制备方法包括如下步骤:(1)分别称取47份caf2,15份tio2,32份cao和6份mgo。然后将32份cao、6份mgo与31份水混合均匀,得到以mgo和cao计固含量为55.1%的含有mgo和石灰乳的混合浆料。
97.(2)与实施例1的(2)相同。
98.(3)与实施例1的(3)相同。
99.对比例2本对比例提供的烧结焊剂由按照质量百分比计的如下组分组成:caf
2 78%,tio
2 8%,cao 13%和mgo 1%。
100.本对比例提供的烧结焊剂的制备方法包括如下步骤:(1)分别称取78份caf2,8份tio2,13份cao和1份mgo。然后将13份cao、1份mgo与11.5份水混合均匀,得到以mgo和cao计固含量为55%的含有mgo和石灰乳的混合浆料。
101.(2)与实施例1的(2)相同。
102.(3)与实施例1的(3)相同。
103.对比例3本对比例提供的烧结焊剂由按照质量百分比计的如下组分组成:caf
2 66%,tio
2 8%,cao 24%和mgo 2%。
104.本对比例提供的烧结焊剂的制备方法包括如下步骤:(1)分别称取66份caf2,8份tio2,24份cao和2份mgo。然后将24份cao、2份mgo与21份水混合均匀,得到以mgo和cao计固含量为55%的含有mgo和石灰乳的混合浆料。
105.(2)与实施例1的(2)相同。
106.(3)与实施例1的(3)相同。
107.对比例4本对比例提供的烧结焊剂由按照质量百分比计的如下组分组成:caf
2 60%,tio
2 18%,sio
2 16%和na2o 6%。
108.本对比例提供的烧结焊剂的制备方法包括如下步骤:(1)分别称取60份caf2,18份tio2,44份以sio2和na2o计固含量为50%的水玻璃(其中硅酸钠的模数n=2.75)。
109.(2)将上述(1)中称好的caf2、tio2和mgo放入混合搅拌器中混合30min后,向其中加入水玻璃,搅拌混合30min,造粒,得到颗粒料(即颗粒状混合物料)。
110.(3)与实施例1的(3)相同。
111.实验例1将以上各实施例和各对比例制得的烧结焊剂置于温度为250℃的鼓风干燥箱中干燥3h后,配合直径为5mm的低碳高锰焊丝f5a2-h10mn2,分别对25mm厚的eh40钢板进行坡口对接焊。其中,坡口类型为y型坡口,坡口角度为70
°
。焊接为大线能量焊接,其中,实施例1~实施例3的大线能量焊接参数如下:线能量为71.4kj/cm;前丝采用直流焊接,电流为850a,电压为30v;后丝采用交流焊接,电流为650a,电压为34v;焊接速度为40cm/min,两丝间距为25mm,焊丝干伸长量为25mm。实施例4~实施例8的大线能量焊接参数如下:线能量为86.1kj/cm;前丝采用直流焊接,电流为950a,电压为32v;后丝采用交流焊接,电流为750a,电压为36v;焊接速度为40cm/min,两丝间距为25mm,焊丝干伸长量为25mm。
112.通过观察发现,各实施例制得的脱磷脱硫烧结在焊剂焊接过程中电弧稳定,无飞溅,脱渣性能良好,焊道表面光滑,无气孔等缺陷。
113.对以上各组所得的焊缝的化学成分进行检测,结果如下表1所示。
114.表1 各组所得的焊缝的化学成分(质量百分数)组别csimnpsotincr实施例10.1170.2091.460.0060.0050.02800.0400.00920.040实施例20.1250.2081.490.0060.0050.02730.0410.00980.036实施例30.1110.2011.320.0050.0040.03100.0410.00970.033实施例40.1070.2131.380.0060.0050.03250.0450.00940.034实施例50.1190.1921.410.0060.0040.03330.0420.00930.040实施例60.1200.2081.430.0050.0050.03580.0480.00990.036实施例70.1230.2131.460.0060.0050.03470.0460.00980.041实施例80.1310.2211.390.0050.0050.03010.0400.00940.036对比例10.1150.2011.450.0060.0050.02330.0400.01010.033对比例20.1190.2211.390.0170.0110.01830.0260.00940.040对比例30.1210.1981.360.0200.0140.01950.0230.00910.035对比例40.1140.2461.320.0220.0160.02810.0310.00930.033从表1可以看出,本发明提供的脱磷脱硫烧结焊剂在焊接后所得到的焊缝中的p元素的质量分数≤0.006%,s元素的质量分数≤0.005%。同时,本发明将焊缝的o含量有效调控在200~400ppm,ti调控在400~500ppm。
115.进一步地,对以上各组所得的焊缝的力学性能进行检测,检测方法参见下表2,检测结果如表3和表4所示(表3为各实施例所得的焊缝的力学性能检测结果,表4为各对比例所得的焊缝的力学性能检测结果)。
116.表2 取样及检测方法
熔敷金属拉伸接头拉伸接头弯曲接头冲击接头硬度取样方向纵向垂直于焊缝横向//试样位置全焊缝全厚度侧弯/正弯热影响区/焊缝热影响区/焊缝试样类型圆形横截面比例试样矩形横截面比例试样矩形横截面比例试样//试样尺寸(mm)φ1010*20*25010*20*25010*10*55/缺口深度///2mm/试验方法//圆形压头弯曲//弯曲角度//180
°
//实验温度室温室温室温-40℃室温检测方法gb/t2652-2008《焊缝及熔敷金属拉伸试验方法》gb/t2651-2008《焊接接头拉伸试验方法》gb/t2653-2008《焊接接头弯曲试验方法》gb/t2650-2008《焊接接头冲击试验方法》gb/t2654-2008《焊接接头硬度试验方法》
表3 各实施例焊缝的力学性能结果
表4 各对比例焊缝的力学性能结果
其中,表2中的试样尺寸“φ10”表示试样的直径为10mm;表2中的“10*20*250”表示试样宽度为10mm,厚度为20mm,总长为250mm;表2中的“10*10*55”表示试样宽度为10mm,厚度为10mm,总长为55mm。
117.表3和表4中的接头弯曲试验类型为横向正弯fbb、横向侧弯sbb,试验方法为圆形压头弯曲,压头直径18mm,辊筒间距离50mm,弯曲角度180
°
。
118.表3和表4中的冲击试验符号vwt和vht中第一个字母v代表夏比v型缺口,第二个字母w表示缺口在焊缝,h为缺口在热影响区,t表示缺口面垂直于焊缝表面,0mm/1mm代表缺口中心线距离参考线的距离为0,试样表面距离焊缝表面的距离为1,1mm/1mm代表缺口中心线距离参考线的距离为1,试样表面距离焊缝表面的距离为1。
119.焊缝射线探伤试验符合gb/t3323-2005《金属熔化焊焊接接头射线照相》中的ⅰ级规定。熔敷金属的力学性能技术要求参考自gb/t 5293-2018《埋弧焊用非合金钢及细晶粒钢实心焊丝、药芯焊丝和焊丝-焊剂组合分类要求》。焊接接头的力学性能技术要求参考自gb/t38817-2020《大线能量焊接用钢》。
120.通过比较表3和表4可以看出,焊剂的化学组成及其用量的变化会对焊缝的力学性能产生较大影响。显然,采用本发明提供的脱磷脱硫烧结焊剂在焊接后所得到的焊缝具有更好的力学性能。
121.具体地,通过比较实施例1和对比例2~对比例3的力学性能检测结果可以看出,焊剂中tio2添加较少时,焊缝中ti元素含量较低,焊接接头在焊缝出断裂抗拉强度低,冲击韧性低。cao添加较少时,焊缝金属p、s含量较高,力学性能差。
122.更进一步地,实施例1、实施例2、实施例3以及对比例1制得的焊剂在焊接后所得的焊缝的宏观形貌图分别如图1、图2、图3和图4所示。从图1~图4可以看出,实施例1~实施例3焊缝熔深、熔宽大,余高小,焊缝中心的柱状晶细,焊缝成型好且无缺陷;而对比例1中cao添加过多,导致焊缝熔深浅,余高大,焊缝中心的柱状晶较粗,且内部有明显的气孔缺陷,焊缝成型较差。
123.实施例1和实施例3制得的焊剂在焊接后所得的焊缝的微观断口形貌图如图5和图6所示。从图5、图6可以看出,实施例1和实施例3均为韧性断裂,断面呈暗灰色,存在高密度的大而深的韧窝。
124.实施例2和实施例4制得的焊剂在焊接后得到的焊缝微观组织图如图7和图8所示。从图7和图8可以看出,焊接后的焊缝组织主要为交叉互锁的针状铁素体组织,以夹杂物为形核核心,能有效提高焊缝的低温冲击韧性。
125.实施例5制得的焊剂在焊接后得到的渣壳的形貌图如图9所示。从图9可以看出,焊接后的脱渣性良好,焊道完全脱渣,渣壳表面光滑,对焊缝的保护优良。
126.尽管已用具体实施例来说明和描述了本发明,然而应意识到,以上各实施例仅用以说明本发明的技术方案,而非对其限制;本领域的普通技术人员应当理解:在不背离本发明的精神和范围的情况下,可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围;因此,这意味着在所附权利要求中包括属于本发明范围内的所有这些替换和修改。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。