1.本发明属于多晶硅生产技术领域,具体涉及一种多晶硅块的包装方法。
背景技术:
2.改良西门子法生产的电子级多晶硅为棒状硅,需要破碎成块,并清洗后才可以供下游客户使用。多晶硅块一般采用高分子包装袋在百级洁净室进行包装。
3.多晶硅块在运输过程中相互之间容易发生碰撞,硅块碰撞会产生硅粉,且硅块非常锋利会将包装袋戳破。为了减少运输过程中多晶硅块的晃动,通常会采用抽取真空的方法使多晶硅块被包装袋紧紧包住,但由于多晶硅块表面锋利且尖锐,因此即使抽取了真空,在运输过程中,尖锐部分仍然非常容易将pe袋戳破,使得硅料与会外界环节接触,造成多晶硅块的表面污染。
技术实现要素:
4.本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明的目的在于提出一种多晶硅块的包装方法,由此,显著减小了多晶硅块包装袋被戳破的概率,显著减少了多晶硅块运输过程中的碰撞次数,显著减少了多晶硅块被氧化或污染的概率,实现了多晶硅块的安全有效包装和运输。
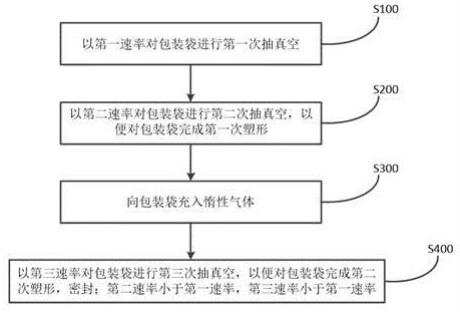
5.在本发明的一个方面,本发明提出了一种多晶硅块的包装方法。根据本发明的实施例,所述方法包括:(1)以第一速率对装有多晶硅块的包装袋进行第一次抽真空;(2)以第二速率对所述第一次抽真空后的所述包装袋进行第二次抽真空,以便对所述包装袋完成第一次塑形;(3)向所述第一次塑形后的所述包装袋充入惰性气体;(4)以第三速率对充入所述惰性气体后的所述包装袋进行第三次抽真空,以便对所述包装袋完成第二次塑形,密封;其中,所述第二速率小于所述第一速率,所述第三速率小于所述第一速率。
6.根据本发明实施例的多晶硅块的包装方法,本发明对装有多晶硅块的包装袋依次进行第一次抽真空和第二次抽真空,降低了包装袋内部的气压,包装袋慢慢形成与多晶硅块相贴合的形状,从而完成对包装袋的第一次塑形;向第一次塑形后的包装袋充入惰性气体,既可以实现将包装袋撑起的效果,又可以实现防止多晶硅块氧化的效果;对包装袋进行第三次抽真空,多晶硅块的尖锐部分与包装袋第一次塑形的被顶出部分相贴合,从而完成对包装袋的第二次塑形,进一步保证了包装袋不易被多晶硅块的尖锐部分戳破。由此,显著减小了多晶硅块包装袋被戳破的概率,显著减少了多晶硅块运输过程中的碰撞次数,显著减少了多晶硅块被氧化或污染的概率,实现了多晶硅块的安全有效包装和运输。
7.另外,根据本发明上述实施例的方法还可以具有如下附加的技术特征:在本发明的一些实施例中,所述第一速率为18500-22000pa/s。
8.在本发明的一些实施例中,经过所述第一次抽真空得到的所述包装袋的气压为4300-5500pa。
9.在本发明的一些实施例中,所述第二速率为450-550pa/s。
10.在本发明的一些实施例中,完成所述第一次塑形的所述包装袋的气压为92-110pa。
11.在本发明的一些实施例中,充入惰性气体的所述包装袋的气压增加速率为850-1100pa/s。
12.在本发明的一些实施例中,充入惰性气体后得到的所述包装袋的气压为4300-5500pa。
13.在本发明的一些实施例中,所述第三速率为450-550pa/s。
14.在本发明的一些实施例中,完成所述第二次塑形的所述包装袋的气压为92-110pa。
15.在本发明的一些实施例中,所述包装袋的材料为聚乙烯。
16.在本发明的一些实施例中,所述惰性气体选自氮气和氩气中的至少一种,优选氮气。
17.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
18.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:图1为本发明一个实施例的多晶硅块包装方法的流程图。
具体实施方式
19.下面详细描述本发明的实施例,上述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
20.下面参考具体实施例,对本发明进行描述,需要说明的是,这些实施例仅仅是描述性的,而不以任何方式限制本发明。
21.本发明提出了一种多晶硅块的包装方法。根据本发明的实施例,参考附图1,上述方法包括以下操作步骤:s100:以第一速率对包装袋进行第一次抽真空在该步骤中,以第一速率对装有多晶硅块的包装袋进行第一次抽真空,降低了包装袋内的气压,从而使得包装袋第一次塑形更好实现。
22.根据本发明的一个具体实施例,上述第一速率为18500-22000pa/s,由此,将上述第一速率控制在上述范围,进一步减少了第一次塑形的时间,提高了实际生产的工作效率。如果第一速率过大,第一次抽真空后的包装袋内气压不好控制,包装袋容易被多晶硅块的尖锐部分戳破,如果第一速率过小,第一次抽真空时间大大增加,实际生产的工作效率显著降低。
23.根据本发明的再一个具体实施例,经过上述第一次抽真空得到的上述包装袋的气压为4300-5500pa,由此,将经过上述第一次抽真空得到的上述包装袋的气压控制在上述范围,保证最大程度减少第一次塑形的时间,且避免了对包装袋的损害。如果经过第一次抽真空得到的包装袋的气压过大,后续第二次抽真空时间会大幅增加,从而影响到实际生产的工作效率,如果经过第一次抽真空得到的包装袋的气压过小,多晶硅块的尖锐部分可能会造成包装袋的破损。
24.在本发明的实施例中,包装袋的材料不受具体限制,作为一个具体示例,包装袋的材料可以为聚乙烯。
25.根据本发明的又一个具体实施例,上述包装袋的厚度为0.15-0.5mm,由此,包装袋可以更容易完成第一次塑形和后续的第二次塑形。
26.根据本发明的又一个具体实施例,上述包装袋的邵氏硬度(d)为35~55,由此,包装袋可以更容易完成第一次塑形和后续的第二次塑形。
27.s200:以第二速率对包装袋进行第二次抽真空,以便对包装袋完成第一次塑形在该步骤中,以第二速率对第一次抽真空后的包装袋进行第二次抽真空,包装袋内部的气压降低,使得包装袋可以包裹住多晶硅块,并且由于多晶硅块对包装袋的挤压,包装袋慢慢形成与多晶硅块相吻合的形状,从而完成对包装袋的第一次塑形。
28.根据本发明的又一个具体实施例,上述第二速率为450-550pa/s,由此,将上述第二速率控制在上述范围,保证了包装袋可以最大程度与多晶硅块贴合,且避免了对包装袋的损坏。如果第二速率过大,在第二次抽真空过程中,包装袋内的气压急速减小,容易造成对包装袋的损坏,如果第二速率过小,第二次抽真空的时间会大大增加,从而导致实际工作效率显著降低。
29.根据本发明的又一个具体实施例,完成上述第一次塑形的上述包装袋的气压为92-110pa,由此,将完成第一次塑形的包装袋的气压控制在上述范围,进一步保证了包装袋可以形成与多晶硅块相吻合的形状,从而完成包装袋的第一次塑形。如果完成第一次塑形的包装袋的气压过大,会导致包装袋未完全包裹或未包裹多晶硅块,包装袋不能形成与多晶硅块相吻合的形状,使得包装袋的第一次塑形效果变差,包装袋内压力过小,多晶硅块的尖锐部分可能会戳破包装袋。
30.在本发明的实施例中,第一次抽真空和第二次抽真空的装置不受具体限制,作为一个具体示例,第一次抽真空和第二次抽真空的装置可以为抽真空封口机。
31.s300:向包装袋充入惰性气体在该步骤中,向第一次塑形后的包装袋充入惰性气体,将第一次塑形后的包装袋撑起,使得包装袋可以更好地完成第二次塑形,同时通入惰性气体可以隔绝空气中的微氧分子和微水分子,防止多晶硅块被氧化。
32.根据本发明的又一个具体实施例,充入惰性气体的上述包装袋的气压增加速率为850-1100pa/s,由此,将充入惰性气体的包装袋的气压增加速率控制在上述范围,进一步保证了第一次塑形后的包装袋可以被撑起,且不破坏第一次塑形的结构,使得包装袋可以更好的完成第二次塑形。如果充入惰性气体的上述包装袋的气压增加速率过大,包装袋的第一次塑形结构可能被破坏,甚至造成包装袋的破损,如果充入惰性气体的上述包装袋的气压增加速率过小,向包装袋充入惰性气体的时间会大大增加,从而使得实际工作效率显著
降低。
33.根据本发明的又一个具体实施例,充入惰性气体后得到的上述包装袋的气压为4300-5500pa,由此,将上述充入惰性气体后得到的上述包装袋的气压控制在上述范围,进一步保证了第一次塑形后的包装袋可以被撑起,且不破坏第一次塑形的结构,使得包装袋可以更好的完成第二次塑形。如果充入惰性气体后得到的包装袋的气压过大,可能会导致包装袋的第一次塑形结构被破坏,甚至造成包装袋的破损,如果充入惰性气体后得到的包装袋的气压过小,可能会导致第一次塑形的包装袋没有被撑起,进而影响包装袋进行第二次塑形。
34.在本发明的实施例中,向包装袋充入惰性气体的装置不受具体限制,作为一个具体示例,向包装袋充入惰性气体的装置可以为气泵。
35.在本发明的实施例中,惰性气体不受具体限制,作为一个具体示例,上述惰性气体可以选自氮气和氩气中的至少一种,优选氮气。
36.s400:以第三速率对包装袋进行第三次抽真空,以便对包装袋完成第二次塑形,密封;第二速率小于第一速率,第三速率小于第一速率在该步骤中,以第三速率对充入惰性气体后的包装袋进行第三次抽真空,包装袋再次和多晶硅块紧密贴合,多晶硅块的尖锐部分可以与包装袋第一次塑形的被顶出部分相贴合,多晶硅块的尖锐部分对包装袋的压力分布更为均匀,使得包装袋不易被多晶硅块的尖锐部分戳破;设置第二速率小于第一速率且第三速率小于第一速率,保证整个包装过程的时间最大程度得到减少,且避免了第二速率和第三速率过大,容易造成包装袋的破损。
37.根据本发明的又一个具体实施例,上述第三速率为450-550pa/s,由此,将上述第三速率控制在上述范围,进一步保证了多晶硅块的尖锐部分可以与包装袋第一次塑形的被顶出部分相贴合,使得包装袋的压力分布更为均匀,包装袋不易被多晶硅块的尖锐部分戳破。如果第三速率过大,在第三次抽真空过程中,包装袋内的气压急速减小,容易造成对包装袋的损坏,如果第三速率过小,第三次抽真空的时间会大大增加,从而使得实际工作效率显著降低。
38.根据本发明的又一个具体实施例,完成上述第二次塑形的上述包装袋的气压为92-110pa,由此,将完成第二次塑形的包装袋的气压控制在上述范围,保证了多晶硅块的尖锐部分可以与包装袋第一次塑形的被顶出部分相贴合,使得包装袋的压力分布更为均匀,包装袋不易被多晶硅块的尖锐部分戳破。如果完成第二次塑形的包装袋的气压过大,会导致包装袋未完全包裹或未包裹多晶硅块,多晶硅块运输过程容易发生多晶硅块的碰撞,包装袋内压力过小,多晶硅块的尖锐部分容易戳破包装袋。
39.在本发明的实施例中,将第二次塑形后的包装袋进行密封的装置不受具体限制,作为一个具体示例,密封的装置可以为包装袋封口机。
40.根据本发明实施例的多晶硅块的包装方法,本发明对装有多晶硅块的包装袋依次分别进行第一次抽真空和第二次抽真空,降低包装袋内部的气压,使得包装袋可以包裹住多晶硅块,并且由于多晶硅块对包装袋的挤压,包装袋慢慢形成与多晶硅块相贴合的形状,从而完成对包装袋的第一次塑形;向第一次塑形后的包装袋充入惰性气体,既可以实现将包装袋撑起的效果,又可以实现防止多晶硅块氧化的效果;对第一次塑形后的包装袋进行第三次抽真空,包装袋再次和多晶硅块紧密贴合,多晶硅块的尖锐部分可以与包装袋第一
次塑形的被顶出部分相贴合,使得包装袋的压力分布更为均匀,包装袋不易被多晶硅块的尖锐部分戳破;设置第二速率小于第一速率且第三速率小于第一速率,保证整个包装过程的时间尽可能减少,提高实际生产工作效率,且避免了第二速率和第三速率过大,使得包装袋中的气压难以控制,从而造成包装袋的破损。由此,显著减小了多晶硅块包装袋被戳破的概率,显著减少了多晶硅块运输过程中的碰撞次数,显著减少了多晶硅块被氧化或污染的概率,实现了多晶硅块的安全有效包装和运输。
41.下面参考具体实施例,对本发明进行描述,需要说明的是,这些实施例仅仅是描述性的,而不以任何方式限制本发明。
42.实施例1本实施例提供一种多晶硅块的包装方法,包括如下步骤:(1)将多晶硅块装入聚乙烯包装袋中,以第一速率对装有多晶硅块的包装袋进行第一次抽真空,包装袋的初始气压为101325pa,第一速率为20000pa/s,完成第一次抽真空的包装袋的气压为5000pa;(2)以第二速率对第一次抽真空后的包装袋进行第二次抽真空,以便对包装袋完成第一次塑形,第二速率为500pa/s,完成第二次抽真空的包装袋的气压为100pa;(3)向第一次塑形后的包装袋充入惰性气体,充入惰性气体的包装袋的气压增加速率为1000pa/s,充入惰性气体后得到的包装袋的气压为5000pa,惰性气体为纯度为99.999%的氮气;(4)以第三速率对充入惰性气体后的包装袋进行第三次抽真空,以便对包装袋完成第二次塑形,第三速率为500pa/s,完成第三次抽真空的包装袋的气压为100pa,再采用封口机对完成第二次塑形的包装袋进行密封。
43.采用常规汽车运输上述密封后的装有多晶硅块的聚乙烯包装袋,聚乙烯包装袋的数目为100块,运输距离为100公里,路况特别颠簸,进行恶劣测试,观测聚乙烯包装袋的破损程度和因磨损产生的硅粉量,检测多晶硅块的氧化程度,如表1所示。
44.实施例2本实施例提供一种多晶硅块的包装方法,包括如下步骤:(1)将多晶硅块装入聚乙烯包装袋中,以第一速率对装有多晶硅块的包装袋进行第一次抽真空,包装袋的初始气压为101325pa,第一速率为19000pa/s,完成第一次抽真空的包装袋的气压为4500pa;(2)以第二速率对第一次抽真空后的包装袋进行第二次抽真空,以便对包装袋完成第一次塑形,第二速率为460pa/s,完成第二次抽真空的包装袋的气压为94pa;(3)向第一次塑形后的包装袋充入惰性气体,充入惰性气体的包装袋的气压增加速率为850pa/s,充入惰性气体后得到的包装袋的气压为4500pa,惰性气体为纯度为99.999%的氮气;(4)以第三速率对充入惰性气体后的包装袋进行第三次抽真空,以便对包装袋完成第二次塑形,第三速率为450pa/s,完成第三次抽真空的包装袋的气压为92pa,再采用封口机对完成第二次塑形的包装袋进行密封。
45.采用常规汽车运输上述密封后的装有多晶硅块的聚乙烯包装袋,聚乙烯包装袋的数目为100块,运输距离为100公里,路况特别颠簸,进行恶劣测试,观测聚乙烯包装袋的破
损程度和因磨损产生的硅粉量,检测多晶硅块的氧化程度,如表1所示。
46.实施例3本实施例提供一种多晶硅块的包装方法,包括如下步骤:(1)将多晶硅块装入聚乙烯包装袋中,以第一速率对装有多晶硅块的包装袋进行第一次抽真空,包装袋的初始气压为101325pa,第一速率为21800pa/s,完成第一次抽真空的包装袋的气压为5500pa;(2)以第二速率对第一次抽真空后的包装袋进行第二次抽真空,以便对包装袋完成第一次塑形,第二速率为550pa/s,完成第二次抽真空的包装袋的气压为108pa;(3)向第一次塑形后的包装袋充入惰性气体,充入惰性气体的包装袋的气压增加速率为1080pa/s,充入惰性气体后得到的包装袋的气压为5400pa,惰性气体为纯度为99.999%的氮气;(4)以第三速率对充入惰性气体后的包装袋进行第三次抽真空,以便对包装袋完成第二次塑形,第三速率为550pa/s,完成第三次抽真空的包装袋的气压为105pa,再采用封口机对完成第二次塑形的包装袋进行密封。
47.采用常规汽车运输上述密封后的装有多晶硅块的聚乙烯包装袋,聚乙烯包装袋的数目为100块,运输距离为100公里,路况特别颠簸,进行恶劣测试,观测聚乙烯包装袋的破损程度和因磨损产生的硅粉量,检测多晶硅块的氧化程度,如表1所示。
48.对比例1首先将多晶硅块装入聚乙烯包装袋,再向装有多晶硅块的聚乙烯包装袋充入大量氮气,以便形成装有多晶硅块的聚乙烯包装袋。
49.采用常规汽车运输上述密封后的装有多晶硅块的聚乙烯包装袋,聚乙烯包装袋的数目为100块,运输距离为100公里,路况特别颠簸,进行恶劣测试,观测聚乙烯包装袋的破损程度和因磨损产生的硅粉量,检测多晶硅块的氧化程度,如表1所示。
50.表1 实施例1实施例2实施例3对比例1包装袋内的硅粉无少量无大量包装袋上的破洞无无无大量多晶硅块的氧化程度无无无严重如表1所示,本技术的实施例1-3的装有多晶硅块的包装袋,经过100公里的运输过后,包装袋内因磨损产生的硅粉量极少或没有,包装袋都没有出现破洞,包装袋内多晶硅块也都没有出现氧化现象;对比例1的装有多晶硅块的包装袋,经过100公里的运输过后,因磨损产生大量硅粉量,装有多晶硅块的包装袋出现大量破洞,包装袋内多晶硅块大量出现氧化现象。
51.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结
合和组合。
52.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
