垂直u型包膜机及其使用方法
技术领域
1.本发明涉及一种包装设备领域,尤其涉及一种垂直u型包膜机及其使用方法。
背景技术:
2.目前来说,新能源行业的发展极为迅速,其中最为常见的是新能源汽车。新能源汽车和传统的燃油车相比,其主要的区别在于新能源汽车使用动力电池提供动力。根据动力电池的形状可以分为:圆柱电池、方形电池和软包电池,其中圆柱电池和方形电池是目前新能源汽车电芯的主要表现方式。
3.圆柱电芯是电池领域最为古老的形状,其工艺当时最成熟、成本也最低。但是其存在一个问题:圆柱电池成组时,电池排布上会留下很多“死”空间(即相邻的圆柱电池相切时,中间存在的空隙),体积利用效率较低,不利于体积能量密度的提升。
4.因此,方形电芯由于尺寸规则,且排布时不存在空间浪费的问题。在我国的新能源汽车行业被广泛使用。方形电池在加工过程中,存在一个包覆蓝膜的工序,蓝膜又称隔离膜、保护膜等,其作为一种绝缘材料,蓝膜将电芯之间分隔开,当某个电芯发生故障时,避免其对其他电芯造成影响。
5.蓝膜的厚度薄,一般仅在0.05-0.11mm之间,在生产过程中极易发生划痕、破损等缺陷,这些缺陷可能会对方形电池的性能造成影响。虽然目前在工厂加工中也存在蓝膜贴膜设备,主要是水平包膜方式,其效率低下,一般仅为6ppm。因此本专利中旨在设计一种垂直包膜机及其使用方法,且效率高于6ppm。
技术实现要素:
6.为解决上述技术问题,本发明提供了一种垂直u型包膜机及其使用方法。
7.本发明的技术方案是:一种垂直u型包膜机,包括:机架,在机架上设置能输送方形电池的电池供料机构、能将方形电池搬运的电池搬运机构、能将蓝膜上料的蓝膜上料和收卷机构和用于将蓝膜与方形电池贴合的垂直包蓝膜机构,所述垂直包蓝膜机构的下方设置取电池机构。
8.进一步的,所述电池供料机构包括:固设在机架表面的电池供料支架,所述电池供料支架包括电池供料板,在所述电池供料板上设置电池供料模组,所述电池供料模组包括供料同步组件,且在供料同步组件的供料同步带上设置至少一组方形电池夹持组件,且所述方形电池夹持组件包括间隔固设在供料同步带上且能夹持方形电池的第一电池夹持块和第二电池夹持块;在所述机架上还设置二次定位模组,所述二次定位模组包括上表面呈水平的二次定位支架,在二次定位支架的上表面设置两块拼接呈l型的二次定位挡边,且在两块二次定位挡边的对面分别设置朝向二次定位挡边的二次定位气缸;即保证了对方形电池的二次定位,保证其位置的精准的,方便后续的电池搬运机构进行搬运。
9.进一步的,所述供料同步组件包括两个转动设置在电池供料板上的供料同步轮,且两个所述供料同步轮之间通过供料同步带连接,同时在电池供料板上固定设置能使供料同步带上表面呈水平的供料支撑板。即通过供料支撑板的设置保证供料同步带呈水平,且在输送方形电池时,也能保证稳定。
10.进一步的,在一个电池供料板上平行设置两组且同轴驱动的供料同步组件,且第一电池夹持块和第二电池夹持块分别设置在两个供料同步带上。这种同步驱动,分别夹持的设置,能适配不同长度的方形电池,通过调整两个供料同步带在长度方向的位置即可实现调节第一电池夹持块和第二电池夹持块之间的夹持长度。一般来说,方形电池(方形电芯)的长度在20厘米左右,其宽度在几厘米且一般不超过10厘米,其高度在10厘米左右,夹持时,从长度方向的两侧进行夹持,同时从宽度方向夹持,保证方形电芯的稳定。
11.进一步的,所述第一电池夹持块和第二电池夹持块上均设置呈c型且底部封闭的电池夹持槽,且所述电池夹持槽的其中一个内壁上自外向内穿过设置调节杆(调节杆上可以套设缓冲弹簧),且调节杆的穿过端的端部设置电池侧向夹持块。即c型的电池夹持槽的宽度是大于方形电池的宽度的,为了保证对方形电池的稳定夹持,所以设置电池侧向夹持块,保证对电池的侧向稳定夹持。
12.进一步的,所述电池供料机构还包括:设置在机架上的不良品下料模组,所述不良品下料模组包括不良品下料支架,在所述不良品下料支架上设置不良品下料同步组件,同时在不良品下料同步组件的输送方向两侧分别设置能从两侧支撑方形电池的稳定导向组件。
13.进一步的,所述稳定导向组件包括与不良品下料支架固定连接的稳定导向支架,在所述稳定导向支架上转动设置稳定导向轮。即方形电池的底面与不良品下料同步组件接触并进行不良品的下料时,通过两侧的稳定导向组件的稳定导向轮保证方形电池稳定的进行输送。
14.进一步的,所述电池供料支架平行设置两组,且两组电池供料支架上均设置电池供料模组和二次定位模组,且两组之间设置不良品下料模组。
15.进一步的,所述电池供料机构还包括设置在机架上的扫码机,且所述扫码机的扫码口朝向供料同步组件上通过方形夹持组件夹持的方形电池。即通过扫码机对方形电池进行扫码,对方形电池进行识别,继而判断是否为不良品。
16.进一步的,所述电池搬运机构包括:固设在机架表面的电池搬运龙门架,在所述电池搬运龙门架上设置与电池供料机构的供料方向垂直的第一直线模组,所述第一直线模组连接呈垂直方向设置的第二直线模组,在第二直线模组上设置竖直朝下且能夹持方形电池的旋转夹持组件。
17.进一步的,所述旋转夹持组件包括与第二直线模组连接并能随第二直线模组往复移动的旋转夹持支架,在所述旋转夹持支架上设置竖直朝下的旋转电机,在所述旋转电机的输出端连接旋转平台,且在所述旋转平台上对称设置两组能沿宽度方向夹持方形电池的气动手指。即通过两组气动手指从上往下沿宽度方向夹持方形电池,并能随旋转电机进行旋转,继而在第一直线模组和第二直线模组的配合下实现不同位置的移动。
18.进一步的,所述蓝膜上料和收卷机构包括:固设在机架上的蓝膜上料板,在所述蓝膜上料板上设置放卷模组和隔离膜回收模
组,所述放卷模组包括转动设置在蓝膜上料板上的放卷主辊、放卷过辊和出蓝膜辊,且在所述放卷主辊上套设蓝膜卷,且蓝膜卷上的蓝膜依次经过至少一个放卷过辊并从出蓝膜辊拉出;所述隔离膜回收模组包括转动设置在蓝膜上料板上的隔离膜回收主辊和隔离膜回收缓存辊,且蓝膜的隔离膜从其中一个放卷过辊处分离并依次经过隔离膜回收缓存辊和隔离膜回收主辊,缠绕在所述隔离膜回收主辊上。
19.进一步的,所述放卷模组还包括设置在蓝膜上料板上且朝向放卷主辊的卷径检测器,同时在放卷主辊上设置与卷径检测器通信连接的磁粉离合器。即随着放卷的进行,蓝膜卷的直径是逐渐变小的,若放卷主辊仍保持原先的转速,则导致蓝膜在放卷时被拉长,因此需要控制蓝膜在放卷过程中的稳定,必须卷径检测器和磁粉离合器的配合来控制放卷主辊的转速。
20.进一步的,所述放卷模组和隔离膜回收模组一一对应成组设置,且在蓝膜上料板上设置两组,同时在所述蓝膜上料板上还设置有能将不同蓝膜拼接的接带模组。
21.进一步的,所述接带模组包括固设在机架上的接带支架,在所述接带支架上转动设置供蓝膜经过的接带辊,同时设置能将两层蓝膜对接的对接组件,同时在接带辊和对接组件之间还设置能将蓝膜切断的切断组件。即上层的蓝膜经过接带辊进入对接组件(不工作),直至输出,当上层的蓝膜即将使用完毕时,下层的蓝膜的自由端进入,对接组件工作,将下层的蓝膜的自由端与即将用完的蓝膜进行对接,同时切断组件将即将用完的蓝膜切断,完成不间断供料,如此往复,实现了蓝膜的连续上料。
22.进一步的,所述接带辊、切断组件上下对称设置两组。
23.进一步的,所述对接组件包括上下对称设置的两个对接气缸,两个所述对接气缸的驱动杆端部均设置能加热的对接块,且两个所述对接块分别朝向蓝膜的上下两侧。当需要对接时,对接气缸驱动对接块移动,并将两层蓝膜对接,当对接结束后,分开即可。
24.进一步的,所述切断组件包括固设在接带支架上的切断移动模组,沿蓝膜的宽度方向设置的所述切断移动模组上还连接切断刀。而且切断移动模组的宽度大于蓝膜的宽度方向,能实现对蓝膜的切断。
25.进一步的,所述垂直包蓝膜机构包括:固设在机架上的包蓝膜支架,在所述包蓝膜支架上设置上下均为敞口的中心孔;设置在包蓝膜支架上且能牵引蓝膜的拉膜模组,所述拉膜模组包括设置在包蓝膜支架上并能沿蓝膜长度方向移动的第一水平移动组件,与第一水平移动组件连接并能沿竖直方向移动的第二竖直移动组件,在所述第二竖直移动组件上转动设置拉膜辊;在所述包蓝膜支架上还设置有能将蓝膜与方形电池的底部进行复合的底面滚膜模组和能将蓝膜与方形电池的大面(指长与高组成的大面)进行复合的且呈竖直方向设置的大面滚膜模组;在所述大面滚膜模组的下方还设置有能将包蓝膜之后的方形电池取走的取电池机构。
26.进一步的,在所述大面滚膜模组的上端设置能将蓝膜沿宽度方向裁切的裁切组件,且所述裁切组件包括与蓝膜宽度方向平行的裁切移动模组,所述裁切移动模组上设置
朝向中心孔且呈水平的裁切刀,同时所述裁切刀的方向与蓝膜的输送方向一致。具体的讲,这种结构的设置,当大面滚膜模组将蓝膜与大面贴合结束后,裁切组件进行裁切,实现一个方形电池的贴膜。
27.进一步的,所述第一水平移动组件包括呈水平方向设置的直线模块,所述第二竖直移动组件为呈竖直方向设置的直线模块。
28.在本专利中,直线模块、移动模组、移动组件的结构可以是现有的直线模组,也可以是气缸、电钢、丝杆组件、同步带组件等直线型移动模组。
29.进一步的,设置在包蓝膜支架的中心孔处、并能将蓝膜与方形电池的底部在中心孔处进行复合的底面滚膜模组包括设置在包蓝膜支架上的且驱动底面滚膜基板沿水平方向移动的底面滚膜驱动组件,所述底面滚膜基板上转动设置底面滚膜辊。此处的底面滚膜驱动组件为气缸驱动,且在气缸的两侧对称且与气缸驱动杆平行设置两组滑轨、滑块来保证气缸驱动的稳定。
30.进一步的,所述底面滚膜模组设置两组且分布在中心孔两侧。
31.进一步的,设置在包蓝膜支架上且位于底面滚膜模组下方处、并能将蓝膜与方形电池的大面在中心孔处进行复合的且呈竖直方向设置的大面滚膜模组设置两组,且分别位于中心孔的两侧,且至少一组所述大面滚膜模组还连接有能靠近或远离中心孔的大面驱动源。即调节两组大面滚膜模组的间隙,方便适配不同厚度的方形电池。
32.进一步的,所述大面滚膜模组包括大面滚膜板,在所述大面滚膜板上沿竖直方向转动设置至少两个平行的大面滚膜辊,且露出大面滚膜板的所述大面滚膜辊的一端设置主动齿轮,且在相邻的主动齿轮之间通过转动设置的从动齿轮啮合。即从动齿轮的设置,保证了主动齿轮的转动方向是一致的,继而保证了大面滚膜辊的转动方向是一致的,实现了方形电池的大面进行滚膜。
33.进一步的,所述取电池机构包括:能将方形电池从中心孔下方接住的接电池模组,所述接电池模组包括固设在机架上的接电池支架,所述接电池支架上通过旋转气缸设置旋转支架,在所述旋转支架上还通过旋转升降组件设置有接电池夹爪;和能将方形电池输送的二次输送模组,所述二次输送模组包括二次输送直线模组,在二次输送直线模组上设置二次移动架,在所述二次移动架上设置能将方形电池水平夹持的夹持夹爪。
34.进一步的,所述旋转支架包括与旋转气缸连接的旋转杆,在旋转气缸上对称且平行设置两个旋转板。旋转气缸为90度旋转气缸,即能将方形电池从竖直和水平方向进行旋转。
35.进一步的,所述旋转升降组件包括与旋转杆和旋转升降框连接的旋转升降气缸,且在旋转升降框和两个旋转板之间均设置稳定滑轨和稳定滑块,同时在旋转升降框上对称设置两组接电池夹爪。即保证了对方形电池的稳定夹持,同时也能配合旋转气缸使方形电池进行转动,实现方形电池的二次输送。
36.进一步的,在机架上还设置有接带剔除机构,所述接带剔除机构包括:接带剔除支架,在所述接带剔除支架上沿竖直方向设置接带剔除驱动模组,且所述接带剔除驱动模组上设置并能沿竖直方向移动的电机箱,所述电机箱上通过内置的接带
剔除电机旋转设置气涨轴。具体的使用过程:拉膜模组将蓝膜拉动至气涨轴位置,气涨轴将蓝膜头压紧并粘合,气涨轴通过顺时旋转和逆时旋转来收取接带部分,此时气涨轴停止工作,切断组件工作将即将用完的蓝膜进行切断,随后气涨轴再次旋转,实现对接带蓝膜的剔除。
37.垂直u型包膜机的使用方法,包括以下三个部分:第一部分:电池供料机构对电池进行供料,同时扫码机进行扫码识别,判断方形电池是否合格,并通过电池搬运机构将方形电池放置在二次定位模组,若为不合格产品,通过不良品下料模组进行下料,若为合格产品,通过电池搬运机构将电池夹持并输入至第三部分;第二部分:蓝膜上料和收卷机构进行蓝膜的不间断上料;第三部分:垂直包蓝膜机构的拉膜模组对第二部分的蓝膜进行拉膜,第一部分的方形电池在底面滚膜模组和大面滚膜模组的作用下实现滚膜和过渡输送,并在取电池机构利用接电池夹爪接方形电池,旋转后进入二次输送模组,通过二次输送组件将包覆好蓝膜的方形电池移载到下一工站。
38.本发明的有益技术效果是:通过在方形电池贴蓝膜实现表面绝缘以及保护处理,而本专利主要是对蓝膜的一种垂直且u型的包覆方式,提高效率,方便维护,同时本设计经济实用、有效可靠,可以使效率达到18ppm,自动接带自动完成,接带气涨轴剔除下料,维护方便。
附图说明
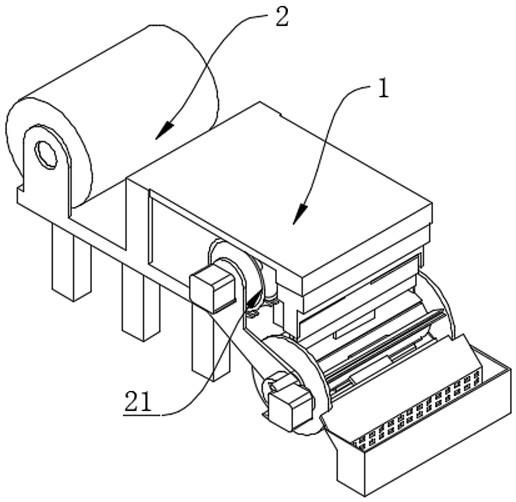
39.图1是垂直u型包膜机的立体结构示意图。
40.图2是电池供料机构的示意图。
41.图3是图2的局部放大图。
42.图4是供料支撑板的位置示意图。
43.图5是不良品下料模组的示意图。
44.图6是扫码机的位置示意图。
45.图7是电池搬运机构的示意图。
46.图8是蓝膜上料和收卷机构的示意图。
47.图9是接带模组的示意图。
48.图10是垂直包蓝膜机构的示意图。
49.图11是大面滚膜模组的剖视示意图。
50.图12是大面滚膜模组的位置示意图。
51.图13是取电池机构的示意图。
52.图14是二次输送模组的示意图。
53.图15是接带剔除机构的示意图。
54.图中:1、机架,2、电池供料机构,21、电池供料支架,211、电池供料板,22、电池供料模组,221、供料同步组件,2211、供料同步带,2212、供料同步轮,2213、供料支撑板,222、方形电池夹持组
件,2221、第一电池夹持块,2222、第二电池夹持块,23、二次定位模组,231、二次定位支架,232、二次定位挡边,233、二次定位气缸,24、不良品下料模组,241、不良品下料支架,242、不良品下料同步组件,243、稳定导向组件,2431、稳定导向支架,2432、稳定导向轮,25、扫码机,3、电池搬运机构,31、电池搬运龙门架,32、第一直线模组,33、第二直线模组,34、旋转夹持组件,341、旋转夹持支架,342、旋转电机,343、旋转平台,344、气动手指,4、蓝膜上料和收卷机构,41、蓝膜上料板,42、放卷模组,421、放卷主辊,422、放卷过辊,423、出蓝膜辊,424、卷径检测器,43、隔离膜回收模组,431、隔离膜回收主辊,432、隔离膜回收缓存辊,44、接带模组,441、接带支架,442、接带辊,443、对接组件,4431、对接气缸,4432、对接块,444、切断组件,4441、切断移动模组,4442、切断刀,5、垂直包蓝膜机构,51、包蓝膜支架,52、拉膜模组,521、第一水平移动组件,522、第二竖直移动组件,523、拉膜辊,53、底面滚膜模组,531、底面滚膜基板,532、底面滚膜驱动组件,533、底面滚膜辊,54、大面滚膜模组,541、大面驱动源,542、大面滚膜板,543、大面滚膜辊,544、主动齿轮,545、从动齿轮,55、裁切组件,551、裁切移动模组,552、裁切刀,6、取电池机构,61、接电池模组,62、接电池支架,63、旋转气缸,64、旋转支架,641、旋转杆,642、旋转板,65、旋转升降组件,651、旋转升降框,652、旋转升降气缸,653、稳定滑轨,654、稳定滑块,66、接电池夹爪,67、二次输送模组,671、二次输送直线模组,672、二次移动架,673、夹持夹爪,7、接带剔除机构,71、接带剔除支架,72、接带剔除驱动模组,73、电机箱,74、气涨轴。
具体实施方式
55.为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述,以下实施例用于说明本发明,但不用来限制本发明的范围。
56.参见附图1-15,本实施例中的一种垂直u型包膜机,包括:机架1,在机架1上设置能输送方形电池的电池供料机构2、能将方形电池搬运的电池搬运机构3、能将蓝膜上料的蓝膜上料和收卷机构4和用于将蓝膜与方形电池贴合的垂直包蓝膜机构5,垂直包蓝膜机构5的下方设置取电池机构6。
57.进一步的,参见附图2-3,电池供料机构2包括:固设在机架1表面的电池供料支架21,电池供料支架21包括电池供料板211,在电池供料板211上设置电池供料模组22,电池供料模组22包括供料同步组件221,且在供料同步组件221的供料同步带2211上设置至少一组方形电池夹持组件222,且方形电池夹持组件222包括间隔固设在供料同步带2211上且能夹持方形电池的第一电池夹持块2221和第二电池夹持块2222;在机架1上还设置二次定位模组23,二次定位模组23包括上表面呈水平的二次定位支架231,在二次定位支架231的上表面设置两块拼接呈l型的二次定位挡边232,且在两块二次定位挡边232的对面分别设置朝向二次定位挡边232的二次定位气缸233;即保证了
对方形电池的二次定位,保证其位置的精准的,方便后续的电池搬运机构3进行搬运。
58.进一步的,参见附图4,供料同步组件221包括两个转动设置在电池供料板211上的供料同步轮2212,且两个供料同步轮2212之间通过供料同步带2211连接,同时在电池供料板211上固定设置能使供料同步带2211上表面呈水平的供料支撑板2213。即通过供料支撑板2213的设置保证供料同步带2211呈水平,且在输送方形电池时,也能保证稳定。
59.进一步的,在一个电池供料板211上平行设置两组且同轴驱动的供料同步组件221,且第一电池夹持块2221和第二电池夹持块2222分别设置在两个供料同步带2211上。这种同步驱动,分别夹持的设置,能适配不同长度的方形电池,通过调整两个供料同步带2211在长度方向的位置即可实现调节第一电池夹持块2221和第二电池夹持块2222之间的夹持长度。一般来说,方形电池(方形电芯)的长度在20厘米左右,其宽度在几厘米且一般不超过10厘米,其高度在10厘米左右,夹持时,从长度方向的两侧进行夹持,同时从宽度方向夹持,保证方形电芯的稳定。
60.进一步的,第一电池夹持块2221和第二电池夹持块2222上均设置呈c型且底部封闭的电池夹持槽,且电池夹持槽的其中一个内壁上自外向内穿过设置调节杆(调节杆上可以套设缓冲弹簧),且调节杆的穿过端的端部设置电池侧向夹持块。即c型的电池夹持槽的宽度是大于方形电池的宽度的,为了保证对方形电池的稳定夹持,所以设置电池侧向夹持块,保证对电池的侧向稳定夹持。
61.进一步的,参见附图5,电池供料机构2还包括:设置在机架1上的不良品下料模组24,不良品下料模组24包括不良品下料支架241,在不良品下料支架241上设置不良品下料同步组件242,同时在不良品下料同步组件242的输送方向两侧分别设置能从两侧支撑方形电池的稳定导向组件243。
62.进一步的,稳定导向组件243包括与不良品下料支架241固定连接的稳定导向支架2431,在稳定导向支架2431上转动设置稳定导向轮2432。即方形电池的底面与不良品下料同步组件242接触并进行不良品的下料时,通过两侧的稳定导向组件243的稳定导向轮2432保证方形电池稳定的进行输送。
63.进一步的,电池供料支架21平行设置两组,且两组电池供料支架21上均设置电池供料模组22和二次定位模组23,且两组之间设置不良品下料模组24。
64.进一步的,参见附图6,电池供料机构2还包括设置在机架1上的扫码机25,且扫码机25的扫码口朝向供料同步组件221上通过方形夹持组件夹持的方形电池。即通过扫码机25对方形电池进行扫码,对方形电池进行识别,继而判断是否为不良品。
65.进一步的,参见附图7,电池搬运机构3包括:固设在机架1表面的电池搬运龙门架31,在电池搬运龙门架31上设置与电池供料机构2的供料方向垂直的第一直线模组32,第一直线模组32连接沿垂直方向设置的第二直线模组33,在第二直线模组33上设置竖直朝下且能夹持方形电池的旋转夹持组件34。
66.进一步的,旋转夹持组件34包括与第二直线模组33连接并能随第二直线模组33往复移动的旋转夹持支架341,在旋转夹持支架341上设置竖直朝下的旋转电机342,在旋转电机342的输出端连接旋转平台343,且在旋转平台343上对称设置两组能沿宽度方向夹持方形电池的气动手指344。即通过两组气动手指344从上往下沿宽度方向夹持方形电池,并能随旋转电机342进行旋转,继而在第一直线模组32和第二直线模组33的配合下实现不同位
置的移动。
67.进一步的,参见附图8-9,蓝膜上料和收卷机构4包括:固设在机架1上的蓝膜上料板41,在蓝膜上料板41上设置放卷模组42和隔离膜回收模组43,放卷模组42包括转动设置在蓝膜上料板41上的放卷主辊421、放卷过辊422和出蓝膜辊423,且在放卷主辊421上套设蓝膜卷,且蓝膜卷上的蓝膜依次经过至少一个放卷过辊422并从出蓝膜辊423拉出;隔离膜回收模组43包括转动设置在蓝膜上料板41上的隔离膜回收主辊431和隔离膜回收缓存辊432,且蓝膜的隔离膜从其中一个放卷过辊422处分离并依次经过隔离膜回收缓存辊432和隔离膜回收主辊431,缠绕在隔离膜回收主辊431上。
68.进一步的,放卷模组42还包括设置在蓝膜上料板41上且朝向放卷主辊421的卷径检测器424,同时在放卷主辊421上设置与卷径检测器424通信连接的磁粉离合器。即随着放卷的进行,蓝膜卷的直径是逐渐变小的,若放卷主辊421仍保持原先的转速,则导致蓝膜在放卷时被拉长,因此需要控制蓝膜在放卷过程中的稳定,必须卷径检测器424和磁粉离合器的配合来控制放卷主辊421的转速。
69.进一步的,放卷模组42和隔离膜回收模组43一一对应成组设置,且在蓝膜上料板41上设置两组,同时在蓝膜上料板41上还设置有能将不同蓝膜拼接的接带模组44。
70.进一步的,参见附图9,接带模组44包括固设在机架1上的接带支架441,在接带支架441上转动设置供蓝膜经过的接带辊442,同时设置能将两层蓝膜对接的对接组件443,同时在接带辊442和对接组件443之间还设置能将蓝膜切断的切断组件444。即上层的蓝膜经过接带辊442进入对接组件443(不工作),直至输出,当上层的蓝膜即将使用完毕时,下层的蓝膜的自由端进入,对接组件443工作,将下层的蓝膜的自由端与即将用完的蓝膜进行对接,同时切断组件444将即将用完的蓝膜切断,完成不间断供料,如此往复,实现了蓝膜的连续上料。
71.进一步的,接带辊442、切断组件444上下对称设置两组。
72.进一步的,对接组件443包括上下对称设置的两个对接气缸4431,两个对接气缸4431的驱动杆端部均设置能加热的对接块4432,且两个对接块4432分别朝向蓝膜的上下两侧。当需要对接时,对接气缸4431驱动对接块4432移动,并将两层蓝膜对接,当对接结束后,分开即可。
73.进一步的,切断组件444包括固设在接带支架441上的切断移动模组4441,沿蓝膜的宽度方向设置的切断移动模组4441上还连接切断刀4442。而且切断移动模组4441的宽度大于蓝膜的宽度方向,能实现对蓝膜的切断。
74.进一步的,参见附图10-12,垂直包蓝膜机构5包括:固设在机架1上的包蓝膜支架51,在包蓝膜支架51上设置上下均为敞口的中心孔,且中心孔方向为方形电池在包蓝膜时的竖直输送方向,保证对其大面进行复合;设置在包蓝膜支架51上且能牵引蓝膜的拉膜模组52,拉膜模组52包括设置在包蓝膜支架51上并能沿蓝膜长度方向移动的第一水平移动组件521,与第一水平移动组件521连接并能沿竖直方向移动的第二竖直移动组件522,在第二竖直移动组件522上转动设置拉膜辊523;
在包蓝膜支架51上还设置有能将蓝膜的粘结面与方形电池的底部进行复合的底面滚膜模组53和能将蓝膜与方形电池的大面(指长与高组成的大面)进行复合的且呈竖直方向设置的大面滚膜模组54;在大面滚膜模组54的下方还设置有能将包蓝膜之后的方形电池取走的取电池机构6。
75.具体的讲,拉膜模组在第一水平移动组件和第二竖直移动组件的驱动下,能进行水平和竖直方向的移动,且能从蓝膜上料和收卷机构的出蓝膜辊的位置与去除隔离膜的蓝膜的粘接面接触,通过粘接面的粘结,并实现对蓝膜的拉膜;拉膜后,继续朝蓝膜输送方向移动,并超过竖直滚膜模组的竖直轴向,且超过长度略大于方形电池的高度;随后,底面滚膜模组将蓝膜的粘结面与方形电池的底面接触并压紧,使其粘接,粘接后,再将方形电池沿竖直滚膜模组的轴向放下,在方形电池的重力作用下,两侧的大面滚膜辊在移动过程中使两侧的蓝膜与方形电池的大面进行粘合,粘合完毕后,通过裁切组件进行裁切;至此,实现了蓝膜包覆方形电池底面和大面。
76.拉膜模组,再次返回,与切断位置的蓝膜进行粘接,并拉动其进行下一次蓝膜包覆,如此往复,实现了方形电池的包膜。
77.进一步的,在大面滚膜模组54的上端设置能将蓝膜沿宽度方向裁切的裁切组件55,且裁切组件55包括与蓝膜宽度方向平行的裁切移动模组551,裁切移动模组551上设置朝向中心孔且呈水平的裁切刀552,同时裁切刀552的方向与蓝膜的输送方向一致。具体的讲,这种结构的设置,当大面滚膜模组54将蓝膜与大面贴合结束后,裁切组件55进行裁切,实现一个方形电池的贴膜。
78.进一步的,第一水平移动组件521包括呈水平方向设置的直线模块,第二竖直移动组件522为呈竖直方向设置的直线模块。
79.在本专利中,直线模块、移动模组、移动组件的结构可以是现有的直线模组,也可以是气缸、电钢、丝杆组件、同步带组件等直线型移动模组。
80.同时,在本专利中,所用的各种辊,可以从动,也可以是通过电机或旋转气缸来驱动的,根据实际需要设置即可。例如,在蓝膜上料和收卷机构中,放卷主辊和隔离膜回收主辊是需要动力的,放卷过辊是不需要动力的,在摩擦轮的作用下转动即可。
81.进一步的,设置在包蓝膜支架的中心孔处、并能将蓝膜与方形电池的底部在中心孔处进行复合的底面滚膜模组53包括设置在包蓝膜支架51上的且驱动底面滚膜基板531移动的底面滚膜驱动组件532,底面滚膜基板531上转动设置底面滚膜辊533。此处的底面滚膜驱动组件532为气缸驱动,且在气缸的两侧对称且与气缸驱动杆平行设置两组滑轨、滑块来保证气缸驱动的稳定。
82.进一步的,底面滚膜模组53设置两组且分布在中心孔两侧。
83.进一步的,设置在包蓝膜支架上且位于底面滚膜模组下方处、并能将蓝膜与方形电池的大面在中心孔处进行复合的且呈竖直方向设置的大面滚膜模组54设置两组,且分别位于中心孔的两侧,且至少一组大面滚膜模组54还连接有能靠近或远离中心孔的大面驱动源541。即调节两组大面滚膜模组54的间隙,方便适配不同厚度的方形电池。
84.进一步的,大面滚膜模组54包括大面滚膜板542,在大面滚膜板542上沿竖直方向
转动设置至少两个平行的大面滚膜辊543,且露出大面滚膜板542的大面滚膜辊543的一端设置主动齿轮544,且在相邻的主动齿轮544之间通过转动设置的从动齿轮545啮合。即从动齿轮545的设置,保证了主动齿轮544的转动方向是一致的,继而保证了大面滚膜辊543的转动方向是一致的,实现了方形电池的大面进行滚膜。
85.进一步的,参见附图13-14,取电池机构6包括:能将方形电池从中心孔下方接住的接电池模组61,接电池模组61包括固设在机架1上的接电池支架62,接电池支架62上通过旋转气缸63设置旋转支架64,在旋转支架64上还通过旋转升降组件65设置有接电池夹爪66;和能将方形电池输送的二次输送模组67,二次输送模组67包括二次输送直线模组671,在二次输送直线模组671上设置二次移动架672,在二次移动架672上设置能将方形电池水平夹持的夹持夹爪673。
86.进一步的,旋转支架64包括与旋转气缸63连接的旋转杆641,在旋转气缸63上对称且平行设置两个旋转板642。旋转气缸63为90度旋转气缸63,即能将方形电池从竖直和水平方向进行旋转。
87.进一步的,旋转升降组件65包括与旋转杆641和旋转升降框651连接的旋转升降气缸652,且在旋转升降框651和两个旋转板642之间均设置稳定滑轨653和稳定滑块654,同时在旋转升降框651上对称设置两组接电池夹爪66。即保证了对方形电池的稳定夹持,同时也能配合旋转气缸63使方形电池进行转动,实现方形电池的二次输送。
88.进一步的,参见附图15,在机架1上还设置有接带剔除机构7,接带剔除机构7包括:接带剔除支架71,在接带剔除支架71上沿竖直方向设置接带剔除驱动模组72,且接带剔除驱动模组72上设置并能沿竖直方向移动的电机箱73,电机箱73上通过内置的接带剔除电机旋转设置气涨轴74。具体的使用过程:拉膜模组52将蓝膜拉动至气涨轴74位置,气涨轴74将蓝膜头压紧并粘合,气涨轴74通过顺时旋转和逆时旋转来收取接带部分,此时气涨轴74停止工作,切断组件444工作将即将用完的蓝膜进行切断,随后气涨轴74再次旋转,实现对接带蓝膜的剔除。
89.垂直u型包膜机的使用方法,包括以下三个部分:第一部分:电池供料机构2对电池进行供料,同时扫码机25进行扫码识别,判断方形电池是否合格,并通过电池搬运机构3将方形电池放置在二次定位模组23,若为不合格产品,通过不良品下料模组24进行下料,若为合格产品,通过电池搬运机构3将电池夹持并输入至第三部分;第二部分:蓝膜上料和收卷机构4进行蓝膜的不间断上料;第三部分:垂直包蓝膜机构5的拉膜模组52对第二部分的蓝膜进行拉膜,第一部分的方形电池在底面滚膜模组53和大面滚膜模组54的作用下实现滚膜和过渡输送,并在取电池机构6利用接电池夹爪66接方形电池,旋转后进入二次输送模组67,通过二次输送组件将包覆好蓝膜的方形电池移载到下一工站。
90.通过在方形电池贴蓝膜实现表面绝缘以及保护处理,而本专利主要是对蓝膜的一种垂直且u型的包覆方式,提高效率,方便维护,同时本设计经济实用、有效可靠,可以使效率达到18ppm,自动接带自动完成,接带气涨轴74剔除下料,维护方便。
91.通过上述过程可知,本包膜机主要实现的是方形电池或方形电芯在大面(长与高
组成的大面)进行蓝膜的包覆,使用方法中的下一工站,为小面(宽与高组成的小面)的加工操作,本装置中并未涉及。
92.以上所述仅是本发明的优选实施方式,并不用于限制本发明,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。