1.本发明属于管板燕尾焊接领域,具体涉及一种管板燕尾焊缝一次成型焊接方法。
背景技术:
2.目前轨道交通车辆的转向架构架基本由横梁组成及侧梁组成构成,其中横梁组成中大部分为h型结构,即由两根横梁管、连接横梁管的纵向梁及分布在横梁管上的多种安装座组成。由于结构原因,各种安装座的管板燕尾结构空间形态复杂,高低点起伏较大,燕尾焊缝造型困难,堆焊过程中焊缝质量难以控制,焊缝内部易出现夹渣、熔合不良等缺陷,此处焊缝焊接一直是h型横梁生产中的难题。
3.目前管板燕尾结构焊缝的通用焊接方法是:先焊接背面打底焊缝,再焊接正面焊缝,再人工刨磨清理正面焊缝端部起、收弧处,再堆焊正面及端部焊缝,最后完成背面焊缝填充及盖面焊接,再对燕尾焊缝打磨成型,使管体与燕尾焊缝顺滑相接,具体可以参见专利cn 201810779362.3;但是该焊接方法在生产过程依然存在以下问题:
4.1.焊接步骤繁琐,人工反复抠挖清理及施焊,耗时较长;
5.2.由于结构原因,导致焊缝布局不合理,燕尾焊缝正面及端部人工堆焊短焊缝多达十几道,起、收弧接头多且集中在燕尾根部(正面焊缝、端部焊缝与背面焊缝三点交汇处),接头集中易造成应力集中,也易产生熔合不良等缺陷。
技术实现要素:
6.本发明为了快速进行管板燕尾焊缝焊接、减少应力集中并降低燕尾焊缝缺陷产生的概率,本发明提出了一种管板燕尾焊缝一次成型焊接方法及其匹配的管板燕尾结构。
7.为了实现上述目的,本发明是通过如下的技术方案来实现:
8.第一方面,本发明的实施例提供了一种管板燕尾焊缝一次成型焊接方法,管板燕尾结构的盖板两端设有延伸出的垫板,焊接方法包括以下步骤:
9.步骤1对燕尾结构背面进行打底焊,形成背面打底焊缝;
10.步骤2对燕尾结构的背面打底焊缝进行清根;
11.步骤3对燕尾结构的正面打底焊,形成正面打底焊缝;
12.步骤4在步骤2中清根后的背面打底焊缝上填充盖面焊缝;
13.步骤5对步骤3中的正面打底焊缝上填充盖面焊缝;
14.步骤6最终打磨成型。
15.作为进一步的技术方案,所述步骤1中的具体过程为:自燕尾结构背面焊缝内端往垫板外端焊接,在焊缝起始阶段控制焊枪角度使得电弧对准管板交界处,在往垫板外端焊接的过程中,在垫板长度区间后半段时焊枪电弧逐渐偏向垫板侧。
16.作为进一步的技术方案,所述的步骤2的具体过程为:消除背面打底焊缝根部凸起部分以及焊缝与垫板及管体母材间的熔合线,露出金属光泽。
17.作为进一步的技术方案,所述步骤4的具体过程为:焊接时,处于平焊位置,自燕尾
结构背面内端起弧向垫板外端方向焊接,焊枪行经燕尾结构盖板和垫板连接处时向垫板背面边缘处上挑并做锯齿摆动运枪向垫板外端处,待焊枪到达垫板外端处时不停弧向盖板和垫板连接处快速运枪,到达连接处时做预定时间短暂停留画圈,不停弧下拉至管体侧再开始锯齿摆动运枪至垫板外端,最后在垫板外端处焊缝上收弧完成一道焊缝的焊接。
18.作为进一步的技术方案,所述的垫板与盖板一体成型;
19.或垫板与盖板的材质相同焊接在一起;
20.作为进一步的技术方案,所述垫板的背面与盖板背面连接处夹角不小于120
°
。
21.作为进一步的技术方案,所述的垫板与管体间的间隙控制在1mm~2.5mm。
22.作为进一步的技术方案,所述垫板正面坡口的角度与盖板的正面坡口的角度相同,高低差控制在0mm~1.5mm。
23.作为进一步的技术方案,所述的垫板的长度30mm~40mm。
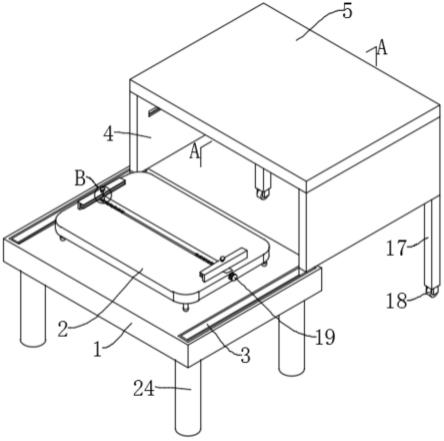
24.第二方面,本发明还提供了一种管板燕尾结构,包括管和燕尾形的盖板及盖板两端的垫板,其特征在于,燕尾形的盖板及盖板两端的垫板与管之间通过前面所述的管板燕尾焊缝一次成型焊接方法进行焊接。
25.上述本发明的实施例的有益效果如下:
26.使用本发明提出的一种管板燕尾焊缝一次成型焊接方法及管板燕尾结构,最终得到的燕尾焊缝构成简单,由正面焊缝、背面焊缝和双面有效熔透的垫板母材构成,正面焊缝和背面焊缝中的单道焊缝均由主体结构长焊缝连续焊接形成,无过渡接头,焊接速度快,可实现机械手焊接;革新了以往管板燕尾焊缝由正面、端部、背面短焊缝堆焊形成的不连续焊接方法,并取消了以往管板燕尾焊缝造型前燕尾正面焊缝端部的人工抠挖清理作业,从而优化了焊缝布局,节约了大量作业时间,消除了燕尾焊缝的根部接头,减少了应力集中,极大降低了焊缝缺陷产生的概率。
附图说明
27.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
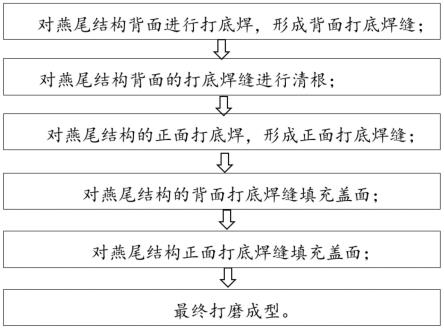
28.图1是本发明提出的焊接方法整体流程示意图;
29.图2是本发明背面打底焊缝焊接方向示意图;
30.图3是本发明实施例中的打底焊缝尺寸示意图;
31.图4(a)、图4(b)是燕尾结构背面填充、盖面焊缝的焊接手法示意图;
32.图5(a)、图5(b)分别是本发明实施例中的焊缝构成主视图及左视图;
33.图6是本发明采用的管板燕尾结构的主视图;
34.图7是图6的a视图;
35.图8是图6的b视图。
36.图中:1管体和垫板交界处,2盖板和垫板连接处,3垫板,4盖板,5锯齿摆动运轮,6垫板外端处,7上挑,8起弧处,9c面边缘;10下拉,11短暂停留处,12快速运抢,13燕尾焊缝,14燕尾焊缝打磨消除区域,15主体结构长焊缝,16管体,17端部,18外圆切线,19管板间隙,20高低差。
具体实施方式
37.应该指出,以下详细说明都是例示性的,旨在对本发明提供进一步的说明。除非另有指明,本发明使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常理解的相同含义。
38.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非本发明另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合;
39.名词解释:
40.本发明中的“正面”是指管板燕尾结构盖板及垫板坡口面所处的面;“背面”是指与正面相对的面,即管板燕尾结构盖板及垫板的非坡口面所处的面。“燕尾结构正面焊缝”是指管板燕尾结构盖板及垫板坡口面与管体间的焊缝,“燕尾结构背面焊缝”是指管板燕尾结构盖板及垫板非坡口面与管体间的焊缝。“主体结构”是指管板燕尾结构中除垫板以外的结构组成。
41.正如背景技术所介绍的,现有技术中存在不足,为了解决如上的技术问题,本发明提出了一种管板燕尾焊缝一次成型焊接方法,总的流程是:燕尾结构背面焊缝打底
‑‑
燕尾结构背面打底焊缝清根
‑‑
燕尾结构正面焊缝打底
‑‑
燕尾结构背面焊缝填充盖面
‑‑
燕尾结构正面焊缝填充盖面—最终打磨成型。
42.本发明的一种典型的实施方式中,如图1所示,本实施例提出的管板燕尾焊缝一次成型焊接方法,管板燕尾结构的盖板两端设有延伸出的垫板,焊接包括以下步骤:
43.步骤1对燕尾结构的背面进行打底焊,形成背面打底焊缝;
44.步骤2对燕尾结构的背面打底焊缝进行清根;
45.步骤3对燕尾结构的正面打底焊,形成正面打底焊缝;
46.步骤4在步骤2中清根后的背面打底焊缝上填充盖面焊缝;
47.步骤5对步骤3中的正面打底焊缝上填充盖面焊缝;
48.步骤6最终打磨成型。
49.其中,上述的步骤1中,如图2所示,燕尾结构背面的打底焊缝焊接位置为pc(横焊)或pa(平焊),自背面焊缝内端往垫板外端焊接,在焊缝起始阶段控制焊枪角度使得电弧对准管体和垫板交界处1,在往垫板3外端焊接的过程中,在垫板3长度区间后半段时焊枪电弧逐渐偏向垫板3侧,确保熔透的同时也防止垫板3温度升高导致交界处焊漏造成焊瘤等成型不良缺陷,增加后续清根处理难度,背面打底焊缝宽度控制在5mm-10mm,厚度控制在5mm-8mm,如图3所示,便于背面填充、盖面焊缝的成型及质量控制。
50.进一步的,步骤2中燕尾结构背面打底焊缝清根,消除打底焊缝根部凸起部分以及焊缝与垫板及管体母材间的熔合线,露出金属光泽,确保后续正面打底焊缝的熔透及成型质量。
51.进一步的,步骤3中,如图3所示,燕尾结构正面打底焊缝的焊缝宽度控制在8mm-13mm,厚度控制在3mm-5mm,便于控制后续正面填充、盖面焊缝的成型质量。
52.进一步的,如图4(a)、图4(b)所示,燕尾结构背面填充、盖面焊缝的焊接过程在于,焊接时处于pa(平焊)位置,自主体结构背面内端起弧向垫板外端方向焊接,焊枪行经盖板
和垫板连接处2时向垫板背面c面边缘处上挑7并做锯齿摆动运枪5向垫板外端处6,待焊枪到达垫板外端处6时不停弧向盖板和垫板连接处2快速运枪12,到达连接处时做短暂停留画圈(对应图中的短暂停留处11),时间不超过1s,不停弧下拉10至管体侧再开始锯齿摆动运枪5至垫板外端处6,最后在垫板外端处6焊缝上收弧完成一道焊缝的焊接,如此焊接可使燕尾焊缝无短焊缝接头,从而减少了应力集中,且焊缝焊接位置优良,熔合成型质量较好,可大大提升焊缝内部质量,有效降低缺陷发生的概率。
53.进一步的,焊接方法采用135(mag),一个具体的实施例焊接参数如下:1)背面打底、填充、盖面焊缝,正面打底焊缝,采用人工焊135-pm,焊接位置pa,电流260(1
±
10%)a,电压28(1
±
10%)v,焊接速度6mm/s,干伸长10mm~18mm,极性dcep;2)正面填充、盖面焊缝,采用机械手自动焊135-tm,焊接位置pa,电流250(1
±
10%)a,电压27.5(1
±
10%)v,焊接速率5mm/s,干伸长10mm~18mm,极性dcep;
54.如图5(a)、5(b)所示,燕尾焊缝13(包括燕尾正面焊缝及背面焊缝)外端部17缺陷较多的地方均引出至燕尾焊缝打磨消除区域14,在燕尾结构打磨成型过程中一并消除缺陷,无需焊接过程中反复抠挖清理缺陷。
55.下面进一步对本发明中所述的焊接方法匹配的燕尾结构进行说明,其结构特征及图示如下所述:
56.如图6所示,本实施例中与焊接方法匹配的管板燕尾结构由主体结构和端部的一体化垫板结构构成;具体的,本实施例中的管板燕尾主体结构包括盖板4与管体16,盖板4沿着管体16的轴线方向设置;本实施例中的垫板3位于盖板4的两端,即盖板4两端均设置一个与其一体成型的垫板3;由于垫板3的存在,并通过合理的焊接方法,双面有效熔透的垫板3对燕尾正面焊缝和背面焊缝起到了承托和连接的作用,使得燕尾焊缝构成由以往无垫板燕尾结构中的正面焊缝、端部焊缝和背面焊缝三部分减少为有垫板燕尾结构中的正面焊缝和背面焊缝两部分(垫板长度区间内的正面焊缝、背面焊缝和有效熔透的垫板3中有一部分相当于是以往无垫板燕尾结构的端部焊缝),从而优化了焊缝布局,大大减少了接头数量;
57.如图6所示,一体化垫板3背面与盖板4背面之间的连接处夹角α不小于120
°
,便于燕尾背面填充、盖面焊缝在连接处的熔合成型,防止夹角过小造成连接处熔合不良;
58.如图7所示,一体化垫板3与管体16间的间隙控制在1mm~2.5mm(对应附图中的管板间隙19),便于燕尾背面打底焊缝焊透和清根处理,间隙过小不易焊透造成清根量大,间隙过大对熔池的承托力差,容易焊漏且易造成背面打底焊缝与垫板间熔合不良;
59.如图7所示,一体化垫板3正面坡口a面的角度与盖板4正面坡口保持一致,高低差20控制在0mm~1.5mm,便于正面焊缝成型及质量控制。
60.如图7、图8所示,一体化垫板3延伸出的长度范围内,其横截面形状如图所示(对应副图中线条加粗部分的部规则的五边形),其中a面为机加工坡口面,b面和e面为母材毛坯面,c面为母材下料成型面,d面可加工成型也可人工打磨成型。a面尺寸同盖板坡口面;b面的宽度控制在4mm~5.5mm,宽度不足时双面焊接时容易将b面焊漏焊淌,不利于后续机械手自动焊接时的起弧和寻点,宽度过大时双面焊无法有效熔透垫板结构;c面由盖板背面延伸而出并与b面垂直,c面的宽度不小于2mm,防止背面焊缝焊接时b面边缘处被焊穿焊淌;d面与管体16外圆的切线18夹角β宜为55
°
~90
°
,便于控制背面焊缝的成型和焊缝层道间熔合质量;垫板厚度h控制在4mm~6mm,厚度不足时背面焊缝焊接时容易将垫板焊漏,也会造成
垫板刚性不足易磕碰弯折,厚度过厚时双面焊无法有效熔透垫板结构。
61.进一步的,如图8所示,本实施例中的一体化垫板3延伸出的长度宜控制在30mm~40mm,过短不利于将正面焊缝起收弧处的缺陷引出至燕尾焊缝的打磨消除区域,过长增大了后续燕尾结构打磨成型的打磨工作量,也使得垫板结构的刚度降低而容易磕碰弯折。
62.实施例2
63.本实施例与实施例1的区别点在于,本实施例中将一体化垫板换成与母材材质相同的独立垫板,将该垫板与燕尾结构的盖板端部焊接在一起,其余与实施例1的焊接方法相同,但是该方法与本实施例1中的方法相比增加了盖板端部和垫板的连接焊缝接头,也增加了相应的处理时间。
64.最后还需要说明的是,诸如第一和第二之类的关系术语仅仅用来将一个实体或者操作与另一实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。
65.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。