1.本发明涉及烧结钕铁硼磁性材料技术领域,具体为一种高性能圆环钕铁硼磁体制备方法及工装。
背景技术:
2.人们生活中的很多家用电器产品中都使用了大量的钕铁硼永磁器件,空调压缩机中使用大量方片钕铁硼磁体,风扇中电动机使用大量瓦型钕铁硼磁体。吸尘器、电动玩具赛车等则由于产品特质需要大量的圆环产品,为了提升自身产品性能,往往需要剩磁和矫顽力同时都高的高性能钕铁硼圆环产品。通过晶界扩散的方式生产高性能圆环产品是一个突破口,但是如何让圆环产品稳定获得和方片产品几乎同样的性能提升幅度是一大难题。
3.目前,绝大多数生产厂家在钕铁硼圆环晶界扩散的生产中还是采用传统的浸泡吹干法,例如公开号为cn104681225a,名称为一种提高烧结钕铁硼材料性能的处理方法的发明专利申请,其中就公开了将钕铁硼坯置于溶剂内浸泡取出后沥干,用热风将磁体吹干或者置于干燥箱中烘干,再进行热处理等操作,这一方法在矩形产品的生产中产品性能已经得到了广泛认可,但圆环产品采用该方法,扩散tb增幅最高只有8koe,而且同批次产品增幅波动很大,往往有
±
1koe;单个圆环产品方形度差,仅80%左右,且其高温不可逆损失差,48uh圆环产品180℃开路老化试验超过10%。
技术实现要素:
4.本发明的目的在于提供一种高性能圆环钕铁硼磁体制备方法及工装,以解决钕铁硼圆环产品性能不够好、均匀性差的问题。
5.为实现上述目的,本发明提供如下技术方案:一种高性能圆环钕铁硼磁体制备方法,包括以下步骤:
6.s1将钕铁硼毛坯加工成环形坯料,并进行酸洗和吹干;
7.s2对吹干的坯料充磁至具有一定磁性;
8.s3将具有磁性的坯料放入重稀土溶液浸泡;
9.s4浸泡后的坯料取出干燥,最后放入管式炉扩散热处理。
10.优选的,重稀土溶液中含有质量分数10~30%的溶液状态改善剂。
11.优选的,重稀土溶液状态改善剂为酚醛树脂、松香改性醇酸树脂、脲醛树脂中的一种或几种。
12.优选的,步骤s2中,坯料充磁至饱和磁通的5~20%。
13.优选的,步骤s4中,干燥为旋转烘干或旋转吹干,烘干过程中,坯料外周任意处相对于坯料中心的空间位置不断变化。
14.优选的,重稀土溶液中,tb占溶质重量85%。
15.优选的,步骤s4中,热处理包括先进行900℃
×
8h的扩散,再进行510℃
×
3.5h回火二。
16.本发明提供的另一技术方案:一种高性能圆环钕铁硼磁体制备工装,用于夹持坯料进行旋转烘干或旋转吹干,包括转轴、固定板一和固定板二,固定板一的一侧中部与转轴的一端固定连接,转轴穿过固定板二的中部且与其固定连接;固定板一和固定板二之间设有多组夹具,每组夹具包括定夹头和动夹头,二者之间用于夹持坯料,其中定夹头的一端与固定板一和固定板二中的一个固定连接,动夹头的一端则与另一个固定连接或可固定位置连接,动夹头的另一端的活动方向为朝向或远离定夹头;转轴传动连接至电机以提供转动动力。
17.优选的,定夹头和动夹头同轴设置,且二者直径均大于坯料的内径。
18.优选的,动夹头为气弹簧杆;或者动夹头为螺纹杆,固定板一和固定板二中与动夹头连接的一个开设有与螺纹杆匹配的螺纹孔;或者动夹头为滑杆,固定板一和固定板二中与动夹头连接的一个开设有通孔,且通孔侧壁开设有顶丝孔并螺纹安装有顶丝。
19.与现有技术相比,本发明的有益效果是:
20.1、该高性能圆环钕铁硼磁体制备方法,通过充磁处理,重稀土涂覆量波动改善,均匀性变好,性能更加稳定。
21.2、该高性能圆环钕铁硼磁体制备方法,通过改变溶液状态,重稀土涂覆附着量明显提高,相对性能也有所提升。
22.3、该高性能圆环钕铁硼磁体制备方法及工装,通过旋转烘干或旋转吹干,产品方形度提升,磁通不可逆温损降低,产品性能均匀性变好。
附图说明
23.图1为本发明的夹持工装的一种实施方式结构示意图。
24.图中:1、转轴;2、固定板一;3、定夹头;4、固定板二;5、动夹头;6、坯料。
具体实施方式
25.本发明通过研究钕铁硼晶界扩散中性能提升的影响机理,了解了在钕铁硼扩散过程中,主要影响产品的性能的因素在于其扩散之前的重稀土涂覆。由于圆环产品本身形状特性,其重稀土涂覆量较难涂覆到和方块同等水平,产品性能提升幅度也自然不太理想;产品之间涂覆量很难保持均匀一致,导致产品出现性能波动大、一致性差的问题;单个圆环上由于重稀土涂覆时浆液流动快导致涂覆量不均匀最终导致产品出现方形度低、高温不可逆损失差的问题,因此本发明提出一种高性能圆环钕铁硼磁体制备方法,包括将钕铁硼毛坯加工成环形坯料,并进行酸洗和吹干;对吹干的坯料充磁至具有一定磁性;将具有磁性的坯料放入重稀土溶液浸泡;浸泡后的坯料取出干燥,最后放入管式炉扩散热处理。
26.进一步地,重稀土溶液中宜含有质量分数10~30%的溶液状态改善剂;重稀土溶液状态改善剂可以为酚醛树脂、松香改性醇酸树脂、脲醛树脂中的一种或几种,用于提高重稀土溶液黏稠性和/或在钕铁硼坯料表面的附着力,使得产品可以获得较多的重稀土附着。
27.上述坯料浸泡涂覆前设置有充磁处理,使得每个圆环产品都具有相同的对重稀土元素的吸附力,达到不同产品之间涂覆量均匀一致的效果,具体可以选择充磁至饱和磁通的5~20%,例如10%。
28.在一种较优的实施方式中,不同于现有技术中的干燥箱烘干或热风吹干,上述的
干燥采用旋转烘干或旋转吹干,并且在烘干过程中,坯料外周任意处相对于坯料中心的空间位置不断变化,这样可以使得重稀土在圆环表面不会因为重力影响而分布不均匀。
29.通过这些方案可以达到改善圆环产品磁性能的目的。
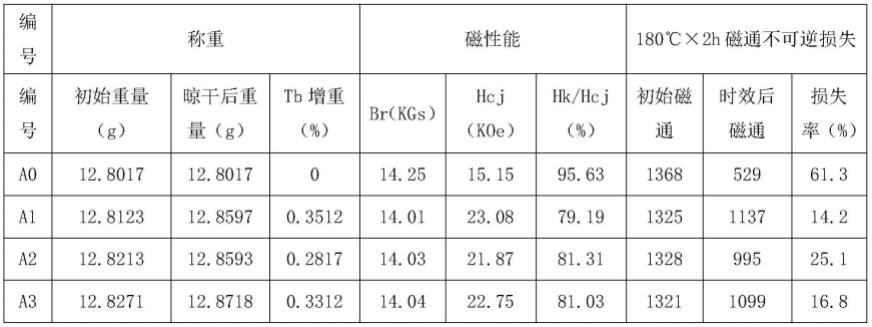
30.对比例:
31.选取50m牌号钕铁硼毛坯,加工成d12mm*d6mm*20mm产品。经过3%体积分数的稀硝酸酸洗吹干后,分别标号a0~a6,逐一称重并记录。将a1~a6放入含有重稀土tb的普通酒精溶液a当中浸泡(tb占溶质重量95%),浸泡后取出直接摆放至料盘中晾干,晾干后再次称重并计算tb增重。a0~a6随后摆放入料盒中入管式炉进行900℃
×
8h扩散,再进行510℃
×
3.5h回火二。将获得的扩散后的样品分别测试其磁性能和不可逆磁通损失,其结果如表一:
32.表一:对比例过程及测试结果
[0033][0034][0035]
实施例1:
[0036]
选取50m牌号钕铁硼毛坯,加工成d12mm*d6mm*20mm产品。经过3%体积分数的稀硝酸酸洗吹干后,分别标号b0~b6,逐一称重并记录。将b1~b6放入含有重稀土tb的酒精溶液b当中浸泡(溶液中含有质量分数10%的混合树脂,tb占溶质重量85%),浸泡后取出直接摆放至料盘中晾干,晾干后再次称重并计算tb增重。b0~b6随后摆放入料盒中入管式炉进行900℃
×
8h扩散,再进行510℃
×
3.5h回火二。将获得的扩散后的样品分别测试其磁性能和不可逆磁通损失,其结果如表二:
[0037]
表二:实施例1过程及测试结果
[0038][0039]
实施例2:
[0040]
选取50m牌号钕铁硼毛坯,加工成d12mm*d6mm*20mm产品。经过3%体积分数的稀硝酸酸洗吹干后,分别标号c0~c6,逐一称重并记录。将c1~c6放入充磁线圈中充弱磁(磁性为其饱和磁通的10%),再放入含有重稀土tb的酒精溶液b当中浸泡(溶液中含有质量分数10%的混合树脂,tb占溶质重量85%),浸泡后取出直接摆放至料盘中晾干,晾干后再次称重并计算tb增重。c0~c6随后摆放入料盒中入管式炉进行900℃
×
8h扩散,再进行510℃
×
3.5h回火二。将获得的扩散后的样品分别测试其磁性能和不可逆磁通损失,其结果如表三:
[0041]
表三:实施例2过程及测试结果
[0042][0043]
实施例3:
[0044]
选取50m牌号钕铁硼毛坯,加工成d12mm*d6mm*20mm产品。经过3%体积分数的稀硝酸酸洗吹干后,分别标号d0~c6,逐一称重并记录。将d1~d6放入充磁线圈中充弱磁(磁性为其饱和磁通的10%),再放入含有重稀土tb的酒精溶液b当中浸泡(溶液中含有质量分数10%的混合树脂,tb占溶质重量85%),浸泡后取出将产品旋转吹干,吹干后再次称重并计算tb增重。
[0045]
本实施例中的旋转吹干,采用如下工装来实现,参阅图1,包括转轴1、固定板一2和固定板二4,固定板一2的一侧中部与转轴1的一端固定连接,转轴1穿过固定板二4的中部且与其固定连接;固定板一2和固定板二4之间设有多组夹具,每组夹具包括定夹头3和动夹头5,二者之间用于夹持坯料6,如图1,圆环形坯料6的两个圆环面分别被定夹头3和动夹头5贴紧;定夹头3的一端与固定板一2和固定板二4中的一个固定连接,动夹头5的一端则与另一个固定连接或可固定位置连接,动夹头5的另一端的活动方向为朝向或远离定夹头3;转轴1传动连接至电机以提供转动动力。
[0046]
其中较优的,定夹头3和动夹头5同轴设置,且二者直径均大于坯料6的内径。
[0047]
上述动夹头5可以为气弹簧杆、伸缩杆或弹簧等;也可以为螺纹杆,固定板一2和固定板二4中与动夹头5连接的一个开设有与螺纹杆匹配的螺纹孔,通过旋转进给夹紧;还可以为滑杆,固定板一2和固定板二4中与动夹头5连接的一个开设有通孔,且通孔侧壁开设有顶丝孔并螺纹安装有顶丝,通过顶丝顶紧定位,当然也可以是其他常见的夹紧方式,但最好不要遮挡坯料侧面。
[0048]
吹干后d0~d6摆放入料盒中入管式炉进行900℃
×
8h扩散,再进行510℃
×
3.5h回火二。将获得的扩散后的样品分别测试其磁性能和不可逆磁通损失,其结果如表四:
[0049]
表四:实施例3过程及测试结果
[0050][0051]
根据对比例和实施例数据可以看出,通过改变溶液状态,其重稀土涂覆量由原来的0.3%左右提升至0.6%左右,附着量明显提高,相对性能也有所提升;通过充磁处理,其重稀土涂覆量波动由0.55%~0.64%改善至0.64%~0.66%,明显均匀性变好,性能更加稳定;通过旋转烘干或旋转吹干,其产品方形度由80%左右提升至91%左右,磁通不可逆温损由8%左右降低至4%左右,产品性能均匀性明显更好。
[0052]
上述3个实施例中浸泡溶液为同种成分,若溶液中含有的混合树脂质量分数为30%,或者采用单一树脂,与3个实施例的差别也很小,但树脂量小于10%时则效果较差,tb增重无法保证,高于30%时,易造成过于黏稠难以浸泡完全,反而会增加涂覆所需浸泡时间,且并不会在上述实施例基础上再提高产品性能。
[0053]
以上仅为本发明的较佳实施例,但本发明的保护范围并不局限于此,任何熟悉本
技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求所界定的保护范围为准。
[0054]
本发明未详述之处,均为本技术领域技术人员的公知技术。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。