1.本发明涉及一种加工装置的加工作业方法及加工系统。
背景技术:
2.在芯片(例如微型发光二极管芯片)的制作过程中,当检测装置发现基板上有芯片具有缺陷时,会将芯片从基板移除,例如是利用激光剥离(laser lift-off)工艺来完成。此时,激光装置例如相对于芯片在芯片上扫描芯片的所有位置,遇有缺陷的位置才发出激光束来执行激光剥离。然而,如此整面的扫描路径较长,而耗费了许多时间。
3.另一种方法则是在每处理一片芯片时,都运算出激光装置扫过缺陷位置的较佳路径。然而,每换一片芯片都需重新运算出新的最佳路径,导致运算时间长。
技术实现要素:
4.本发明是针对一种加工装置的加工作业方法,其有效缩短了加工时间与运算时间。
5.本发明是针对一种加工系统,其有效缩短了加工时间与运算时间。
6.本发明的一实施例提出一种加工装置的加工作业方法,包括步骤1、步骤2、步骤3及步骤4。步骤1为提供物件,物件具有加工面,将加工面分成多个加工区域,其中每一加工区域上具有至少一工件,且这些加工区域交集为空集。步骤2为依据每一加工区域的至少一工件执行路径运算,产生每一加工区域的加工路径,其中这些加工区域的加工路径彼此相异。步骤3为利用加工装置,依步骤2所得的这些加工区域之一的加工路径进行加工作业。步骤4为完成这些加工区域之一内所有的工件的加工作业后,将加工装置移动到次一加工区域。
7.本发明的一实施例提出一种加工系统,用以对物件进行加工,其中物件具有加工面。加工系统包括运算单元、加工装置及控制单元。运算单元用以将加工面分成多个加工区域,其中这些加工区域上具有至少一工件,且这些加工区域交集为空集。运算单元更用以依据每一加工区域上的至少一工件执行路径运算,产生每一加工区域的加工路径,其中这些加工区域的加工路径彼此相异。控制单元用以控制加工装置依运算单元运算所得的这些加工区域之一的加工路径进行加工作业,其中加工装置完成这些加工区域之一内所有的工件的作业后,控制单元用以控制加工装置移动到次一加工区域的加工路径进行加工作业。
8.在本发明的实施例的加工装置的加工作业方法及加工系统中,依据每一加工区域上的至少一工件执行路径运算,产生每一加工区域的加工路径,且在完成一个加工区域内所有的工件的加工作业后,再将加工装置移动到次一加工区域。因此,本发明的实施例的加工装置的加工作业方法及加工系统可以在有效缩短运算时间的情况下,亦有效缩短加工时间。
附图说明
9.图1为本发明的一实施例的加工系统的架构示意图;
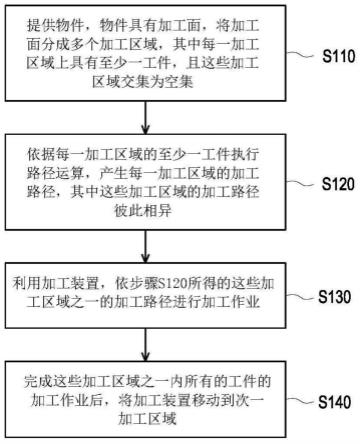
10.图2为本发明的一实施例的加工装置的加工作业方法的流程图;
11.图3及图4为图2的加工装置的加工作业方法的加工路径示意图;
12.图5示出了图3或图4中的加工区域的子区域;
13.图6示出了另一种加工区域的设置方式。
具体实施方式
14.现将详细地参考本发明的示范性实施例,示范性实施例的实例说明于附图中。只要有可能,相同元件符号在附图和描述中用来表示相同或相似部分。
15.图1为本发明的一实施例的加工系统的架构示意图,图2为本发明的一实施例的加工装置的加工作业方法的流程图,而图3及图4为图2的加工装置的加工作业方法的加工路径示意图。请参照图1至图4,本实施例的加工系统100可用来执行图2的加工装置的加工作业方法。加工系统100用以对物件200进行加工,其中物件200具有加工面202。在本实施例中,物件200例如为加工面202上设有多个电子元件或导电线路的基板,电子元件例如为微型发光二极管或其他种类的电子元件,基板例如为暂时基板或显示背板。
16.加工系统100包括运算单元110、加工装置120及控制单元130。运算单元110用以将加工面202分成多个加工区域210,如图3的中型方格,如图3即分成4
×
4个(即16个)加工区域210。这些加工区域210上具有至少一工件220。在本实施例中,工件220为具有缺陷的电子元件或导电线路,例如为具有缺陷的微型发光二极管、传感器或导电线路。这些加工区域210的交集为空集,也就是这些加工区域不会部分重叠,也不会全部重叠。
17.运算单元110更用以依据每一加工区域210上的至少一工件220执行路径运算,产生每一加工区域210的加工路径230,其中这些加工区域210的加工路径230彼此相异,如图3所示出。
18.控制单元130电性连接至运算单元110与加工装置120,且用以控制加工装置120依运算单元110运算所得的这些加工区域210之一的加工路径230进行加工作业,其中加工装置120完成这些加工区域210之一内所有的工件220的作业后,控制单元130用以控制加工装置120移动到次一加工区域210的加工路径230进行加工作业。在本实施例中,加工装置120为激光装置,且加工作业为元件移除作业。举例而言,加工装置120发出激光束122,以进行激光剥离工艺,进而使工件220(例如是有缺陷的微型发光二极管)脱离基板200。
19.本实施例的加工装置的加工作业方法包括步骤s110、步骤s120、步骤s130及步骤s140。步骤s110为提供物件200,物件200具有加工面202,将加工面202分成多个加工区域210,其中每一加工区域210上具有至少一工件220,且这些加工区域210的交集为空集。步骤s120为依据每一加工区域210的至少一工件220执行路径运算,产生每一加工区域210的加工路径230,其中这些加工区域210的加工路径230彼此相异。步骤s130为利用加工装置120,依步骤s120所得的这些加工区域210之一的加工路径230进行加工作业。步骤s140为完成这些加工区域210之一内所有的工件220的加工作业后,将加工装置120移动到次一加工区域210。在本实施例中,加工装置120移动到次一加工区域210然后对这些加工区域210加工的顺序如移动路径237(路径箭头)所示出,如图3与图4所示出。在一实施例中,此加工的顺序
不会往复加工同一个加工区域210。在图3与图4中,编号1至16为加工装置120对这些加工区域210的加工顺序,也就是对编号1的加工区域210先加工,然后顺着移动路径237再对编号2的加工区域210加工,然后再对编号3的加工区域210加工,接着依序对编号4~16的加工区域210加工。在本实施例中,加工装置120相对于加工区域210的移动可以是加工装置120不动而利用承载基板200的载台的移动来移动加工区域210,或者,也可以是基板200不动而加工装置120移动。所以上述“将加工装置120移动到次一加工区域210”可以是加工装置120不动而载台移动基板200,或者也可以是基板200不动而加工装置120移动。此外,在一实施例中,每一加工区域210的面积相等。
20.在本实施例的加工装置的加工作业方法及加工系统100中,依据每一加工区域210上的至少一工件220执行路径运算,产生每一加工区域210的加工路径230,且在完成一个加工区域210内所有的工件220的加工作业后,再将加工装置120移动到次一加工区域210。因此,本实施例的加工装置的加工作业方法及加工系统100可以在有效缩短运算时间的情况下,亦有效缩短加工时间。换句话说,本实施例的加工装置的加工作业方法及加工系统100可搭配软件(例如由运算单元110执行)事先优化加工路径230,以降低加工装置120空跑的时间。此外,由于优化加工路径230的方式是分区(即分成多个加工区域210)进行运算,且这些加工区域210的加工顺序是以固定顺序进行(如移动路径237所标示的顺序),其可以简化运算,因此可以节省运算时间,比起现有的技术,也就是整个加工面进行运算,至少可以节省约40%的时间。
21.在一实施例中,如图3所示出,各个加工区域210统一由相对于进入此区的移动路径237的最左下角的工件220,作为加工路径230的起点,依照移动路径237方向进入此区后先行再列,由左至右依序做串连。规划路径时只需考虑哪一个工件220是在最左下角,以它为起点,不需要考虑前一个加工区域210的最后一点的坐标,如此可减轻运算的负担。
22.在一实施例中,如图4所示出,在步骤s130后且在步骤s140前,加工装置120移动于相邻的这些加工区域210间具串连路径235。串连路径235将加工路径230加以串连且串连路径235和加工路径230形成的路径不重叠,前一加工区域210的终点连接至后一加工区域210的起点。此时,加工装置120移动且承载基板200的载台的也移动让加工装置移动与作业加工。
23.在本实施例中,加工面202具有m
×
n个加工区域210,其中m n》2,m与n皆为正整数,且加工装置120依次在这些加工区域210内移动。在一实施例中,2≦m≦5,且2≦n≦5,且加工区域210呈数组排列。在图3与图4中,是以16个加工区域210为例,但在其他实施例中,加工面202也可以分成25个加工区域210或分成其他数量的加工区域210,如图6是25个加工区域210,其中以分成25个加工区域210的时间节省最多,超过25个加工区域210的效益不大,少于4个加工区域210能节省的时间较少。加工区域210的形状可为多边形、矩形、正方形、正三角形、六边形或其他适当的几何形状。此外,在本实施例中,每一加工区域210与加工面202(或与物件200)的面积比例是落在从0.04至0.25的范围内。
24.在本实施例中,加工面202还包括至少一正常区域250于相邻的这些加工区域210中,其中此至少一正常区域250中的工件220数量为0,如图3与图4所示出。在本实施例中,将加工装置120移动到次一加工区域210时,加工装置120扫过此至少一正常区域250而不作加工,其中步骤s130的这些加工区域210之一与步骤s140的次一加工区域210邻接于此至少一
正常区域250的两侧,如图3与图4所示出。在本实施例中,正常区域250与这些加工区域210连接成加工面202。在一实施例中,每一正常区域250与每一加工区域210的面积相等。
25.在本实施例中,一个加工区域210的至少一工件220为多个工件220,加工路径230为使加工装置120在加工区域210进行加工作业时间最少的这些工件220的连接路径。在一实施例中,加工路径230为这些工件220间连接的最短距离的路径,且加工路径230不交叉。此外,在一实施例中,一个加工区域210的至少一工件220为一个工件220,则加工路径230为此一个工件所在位置。
26.在一实施例中,运算单元110与控制单元130例如为中央处理单元(central processing unit,cpu)、微处理器(microprocessor)、数字信号处理器(digital signal processor,dsp)、可程序化控制器、可程序化逻辑设备(programmable logic device,pld)或其他类似装置或这些装置的组合,本发明并不加以限制。此外,在一实施例中,运算单元110与控制单元130的各功能可被实作为多个程序代码。这些程序代码会被存储在一个内存中,由运算单元110与控制单元130来执行这些程序代码。或者,在一实施例中,运算单元110与控制单元130的各功能可被实作为一或多个电路。本发明并不限制用软件或硬件的方式来实作运算单元110与控制单元130的各功能。在一实施例中,运算单元110与控制单元130亦可以整合于同一控制器中。
27.在本实施例中,加工装置的加工作业方法还包括在步骤s110前,对加工面202执行检测,以得到加工面202上的上述至少一工件220的位置,例如得到加工面202上的所有工件220的位置。在本实施例中,加工系统100还包括检测单元140,用以对加工面202执行检测,以得到加工面202上的工件220的位置。检测单元140例如为自动光学检查(automated optical inspection)装置或其他可以检测加工面202的图像的装置。检测单元140可电性连接至运算单元110,以将所拍摄的图像信号传送给运算单元110分析。
28.在一实施例中,加工装置的加工作业方法还包括将加工面202分成多个检测区域,且分别对这些检测区域进行检测,以得到加工面202上的上述至少一工件220的位置(例如是得到加工面202上的所有工件220的位置)。在一实施例中,每一检测区域与每一加工区域210于加工面202上的区域重叠。具体说明的是,例如多个检测区域于加工面上的区分分别对应于后续的多个加工区域210,每一检测区域与每一加工区域210的面积相等且完全重叠,以节省后续再另外区分加工区域的时间。
29.在本实施例中,每一加工区域210具有m
×
n个子区域212,其中m n》2,且m与n为正整数。加工装置的加工作业方法还包括依次对m
×
n个子区域212执行路径运算。图5中示出了数量较少4
×
4的子区域212以示意,每一子区域上对应配置有需加工的工件(如缺陷微型发光二极管)和不需加工的元件(如正常的微型发光二极管),设定4
×
4个子区域212上第一个工件220a为加工路径230上要进行加工作业的第一工件执行路径运算,产生加工装置100在加工区域210的这些工件220进行加工作业的加工路径230。但子区域的划分数量多少不以图5为限,可以像图3示意性的示出了11
×
11个子区域212,也可以像图6示意性的示出了6
×
6个子区域,以物件200上设置的多个电子元件或导电线路数量做为子区域的划分数量为主。
30.在本实施例中,基板200的边界为这些加工区域210的整体的边界的内切圆。如此可充分利用基板200上的所有面积。此作法的弹性最大,可对应不同形状的基板200。然而,
在另一实施例中,基板200的边界也可以是这些加工区域210的整体的边界的外接圆,如图6所示出。此种情况是基板200的外围区域无工件220或较少被利用的工件220,则不需列入检测或加工区域,减少运算时间。在图6中,编号1至25为加工装置120对这些加工区域210的加工顺序。如图6分成25个加工区域210可以节省最多的工作时间,超过25个加工区域210的效益不大,少于4个加工区域210能节省的时间较少,但不以此为限。
31.综上所述,在本发明的实施例的加工装置的加工作业方法及加工系统中,依据每一加工区域上的至少一工件执行路径运算,产生每一加工区域的加工路径,且在完成一个加工区域内所有的工件的加工作业后,再将加工装置移动到次一加工区域。因此,本发明的实施例的加工装置的加工作业方法及加工系统可以在有效缩短运算时间的情况下,亦有效缩短加工时间。
32.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。