1.本实用新型涉及一种固体废物进料系统。
背景技术:
2.随着社会和工业的发展,能源需求急剧增大,核能发展也突飞猛进,放射性废物的减容处理难题亟待解决。流化床蒸汽重整技术能够对放射性废树脂、干杂固体废物、化学废液、废油、有机污溶剂(tpb)进行有效处理。然而,固体废物在进料的过程中会发生管道堵塞,从而引起安全性问题,并且固体废物会被氧化,而导致固体废物在后续重整反应中效率降低的缺陷。
技术实现要素:
3.为了解决现有技术在进料过程中,固体废物堵塞管道而引起安全性问题,并且固体废物会被氧化,而导致固体废物在后续重整反应中效率降低的缺陷。为满足蒸汽重整对非活性固体废物进料需求,本实用新型提供了一种固体废物进料系统。本实用新型的系统可自动化控制固体废物的进料速度,且不会发生堵塞而引起安全问题;另外,采用本实用新型的系统可为重整炉提供大小均匀的固体废物颗粒,从而提高固体废物在后续处理工艺中的重整效率。
4.本实用新型通过下述技术方案来解决上述技术问题。
5.本实用新型提供了一种固体废物进料系统,其包括预处理单元和进料单元,
6.所述预处理单元由上往下依次设有切碎机、混合机和挤压成型机;所述切碎机与所述混合机通过第一活底料斗撬装式连接,所述混合机与所述挤压成型机通过第二活底料斗撬装式连接,所述第一活底料斗和所述第二活底料斗分别设有第一筛网和第二筛网,所述第一筛网和所述第二筛网用于将通过的颗粒振动筛分后,进入下游的设备中;
7.所述进料单元依次设有输送机、进料斗和卸料器;所述挤压成型机的出口与所述输送机的入口相连,所述输送机的出口与所述进料斗的进料口相连,所述进料斗的出料口与所述卸料器连接;所述进料斗设有保护气入口。
8.本实用新型中,所述撬装式是指将功能组件集成于一个整体底座上,可以整体安装、移动的一种集成方式。
9.本实用新型中,较佳地,所述固体废物进料系统还包括电动葫芦;所述电动葫芦安装于厂房顶部,用于吊装固体废物至所述切碎机。
10.本实用新型中,较佳地,所述切碎机设有切碎装置,用于将物料进行粗切碎,得到大颗粒的物料。
11.本实用新型中,较佳地,所述第一活底料斗设有第一筛网;更佳地,所述第一筛网的孔径为0.5mm~2mm。
12.本实用新型中,较佳地,所述混合机设有破碎装置,用于将物料进行细切碎,得到小颗粒的物料。
13.本实用新型中,较佳地,所述第二活底料斗设有第二筛网;更佳地,所述第二筛网的孔径为0.5mm~2mm。
14.其中,经过所述切碎装置的粗切碎和所述破碎装置的细切碎后,混合得到的颗粒更均匀。
15.其中,较佳地,所述第二筛网的孔径小于所述第一筛网的孔径。
16.本实用新型中,所述挤压成型机采用造粒给料一体化的设计,对破碎后固体废物挤压造粒形成高密度颗粒并送往蒸汽重整炉。
17.本实用新型中,较佳地,所述挤压成型机设有冷却循环装置,保证物料出料温度满足要求。
18.本实用新型中,较佳地,所述第一活底料斗和所述第二活底料斗均设有称重秤,更佳地,所述称重秤为压电晶体传感器称重秤;所述称重秤可计量所述第一活底料斗和所述第二活底料斗中物料的重量,通过信号控制器发出信号控制切碎装置和混合装置的转速,从而控制物料下料量或下料速率,实现自动化原料制备。
19.本实用新型中,较佳地,所述挤压成型机的下方设有操作维修平台。
20.本实用新型中,较佳地,所述输送机为螺旋进料输送机,用于将物料旋转输入所述进料斗;所述进料斗起临时贮存的作用。
21.本实用新型中,较佳地,所述卸料器为星形卸料器,其具有较好的密封性,便于输送物料。
22.一较佳地实施例中,所述进料斗、所述星形卸料器和所述进料螺旋输送机用于联合控制卸料的速率。
23.本实用新型中,较佳地,所述进料斗包括圆柱体和锥体;所述圆柱体位于所述锥体的上方。
24.其中,较佳地,所述进料口设于所述圆柱体的顶部中心,所述出料口设于所述锥体的底部。
25.其中,较佳地,所述圆柱体的顶部设有备用口、料位计口和放空口。
26.其中,较佳地,所述圆柱体上设有人孔、温度计口、耳式支座和接地板;所述耳式支座设于所述圆柱体的外壁的上部,所述接地板设于所述圆柱体的中部。
27.其中,较佳地,所述锥体的外壁上设有保护气入口;所述保护气入口与供气装置连接。
28.其中,较佳地,所述锥体的底部开口的角度为60℃。
29.本实用新型中,较佳地,所述第一活底料斗和第二活底料斗的外部均设置防护罩。
30.本实用新型中,较佳地,使用所述的固体废物进料系统进行的固体废物进料工艺包括如下步骤:
31.s1:将所述固体废物加入预处理单元中,依次进行破碎、筛分和挤压成型处理,得到固体废物颗粒;所述固体废物颗粒的密度为1~2kg/l;
32.s2:向所述进料斗通入保护气,将所述固体废物颗粒依次通过所述输送机、所述进料斗和所述卸料器加入反应器中。
33.本实用新型中,较佳地,所述固体废物经过分拣得到;所述分拣的目的是将不利于切割和挤压的金属物件从所述固体废物中除去。
34.本实用新型中,较佳地,所述固体废物包括橡胶、布、塑料、纸和木材中的一种或多种。
35.步骤s1中,较佳地,所述破碎、筛分的操作依次包括第一次破碎和第一次筛分、第二次破碎和第二次筛分。
36.其中,较佳地,所述第一次破碎在所述切碎机中进行。
37.其中,较佳地,使用所述第一筛网进行所述第一次筛分;通过所述第一筛网的颗粒进入所述混合机中,未通过所述第一筛网的颗粒回到所述切碎机中继续破碎。
38.其中,较佳地,所述第二次破碎在所述混合机中进行。
39.其中,较佳地,使用所述第二筛网进行所述第二次筛分;通过所述第二筛网的颗粒进入所述挤压成型机中,未通过所述第二筛网的颗粒回到所述混合机中继续破碎。
40.步骤s1中,较佳地,所述固体废物颗粒的温度小于120℃。
41.步骤s1中,较佳地,所述固体废物颗粒的尺寸小于20mm。
42.步骤s2中,较佳地,所述卸料器的卸料速率小于300kg/h。
43.步骤s2中,较佳地,所述进料斗的压力为常压。
44.步骤s2中,较佳地,所述保护气为氮气,所述保护气可使物料流化防止堵塞,并且所述保护气可对所述固体废物进行降温,从而防止所述固体废物表面氧化,导致重整效率降低。
45.步骤s2中,较佳地,进入所述反应器的颗粒的粒度≤7mm。
46.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本实用新型各较佳实例。
47.本实用新型所用试剂和原料均市售可得。
48.本实用新型的积极进步效果在于:
49.1、本实用新型的固体废物进料系统中,采用撬装式设计,方便更换及检修,并使得预处理单元的结构紧凑,减少运输和相关配套设备及仪表的成本。
50.2、使用本技术的进料系统,对固体废物进行两级破碎,第一级是切碎机的初步剪切,第二级是混合器的剪切粉碎并混合均匀,由此才能挤压出目标尺寸,提升了破碎效率和混合效率,为重整炉提供大小均匀的固体废物颗粒。
51.3、本实用新型的固体废物进料系统利于在负压的条件下操作,以减少粉尘污染。
52.4、本实用新型的固体废物进料系统中,通过设置保护气入口,可使物料流化防止堵塞,并且保护气可对固体废物颗粒进行降温,从而防止固体废物颗粒表面氧化,导致重整效率降低。
附图说明
53.图1为实施例1的固体废物进料系统的结构图。
54.图2为实施例1的预处理单元的结构示意图。
55.图3为实施例1的进料斗的结构图。
56.附图标记说明
57.预处理单元a;进料单元b;
58.切碎机1;切碎装置101;
59.混合机2;破碎装置201;
60.挤压成型机3;冷却循环装置301;
61.第一活底料斗4;第二活底料斗5;第一筛网6;第二筛网7;螺旋进料输送机8;
62.进料斗9;dnaw进料口901;dnaw出料口902;圆柱体903;锥体904;备用口905;料位计口906;放空口907;人孔908;温度计口909;耳式支座910;接地板911;保护气入口912;
63.卸料器10;电动葫芦11;防护罩12;供气装置13;蒸汽重整炉14。
具体实施方式
64.下面通过实施例的方式进一步说明本实用新型,但并不因此将本实用新型限制在所述的实施例范围之中。下列实施例中未注明具体条件的实验方法,按照常规方法和条件,或按照商品说明书选择。
65.实施例1
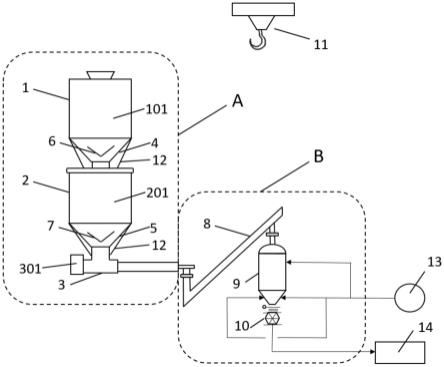
66.图1为本实施例的固体废物进料系统的结构图,该固体废物进料系统包括预处理单元a和进料单元b。
67.图2为本实施例的预处理单元a的结构示意图。预处理单元a由上往下依次设有切碎机1、混合机2、挤压成型机3和电动葫芦11。电动葫芦11安装于厂房顶部,用于吊装固体废物至切碎机1。切碎机1设有切碎装置101,用于将物料进行粗切碎,得到大颗粒的物料。混合机2设有破碎装置201,用于将物料进行细切碎,得到小颗粒的物料。切碎机1与混合机2通过第一活底料斗4撬装式连接,混合机2与挤压成型机3通过第二活底料斗5撬装式连接,第一活底料斗4和第二活底料斗5分别设有第一筛网6和第二筛网7,第一筛网6和第二筛网7用于将通过的颗粒振动筛分后,进入下游的设备中,第一筛网6的孔径为0.5mm~2mm;第二筛网7的孔径为0.5mm~2mm;第二筛网7的孔径小于第一筛网6的孔径;经过切碎装置的粗切碎和破碎装置的细切碎后,混合得到的颗粒更均匀。挤压成型机3采用造粒给料一体化的设计,对破碎后固体废物挤压造粒形成高密度颗粒并送往蒸汽重整炉14。挤压成型机3设有冷却循环装置301,保证物料出料温度满足要求。第一活底料斗4和第二活底料斗5均设有压电晶体传感器称重秤,该称重秤可计量第一活底料斗4和第二活底料斗5中物料的重量,通过信号控制器发出信号控制切碎装置101和混合装置201的转速,从而控制物料下料量或下料速率,实现自动化原料制备。挤压成型机3的下方设有操作维修平台。第一活底料斗4和第二活底料斗5的外部均设置防护罩12。
68.进料单元b依次设有螺旋进料输送机8、进料斗9和星形卸料器10;挤压成型机3的出口与螺旋进料输送机8的入口相连,螺旋进料输送机8的出口与进料斗9顶部的dnaw进料口901相连,进料斗9底部的dnaw出料口902与卸料器10连接;螺旋进料输送机8用于将物料旋转输送进入进料斗9,进料斗9起临时贮存的作用。星形卸料器10具有较好的密封性,便于输送物料。螺旋进料输送机8、进料斗9和星形卸料器10用于联合控制卸料的速率。
69.图3为本实施例的进料斗9的结构图。进料斗9包括圆柱体903和锥体904,圆柱体903位于锥体904的上方。dnaw进料口901设于圆柱体903的顶部中心,dnaw出料口902设于锥体904的底部。进料斗9的顶部设有备用口905、料位计口906和放空口907。圆柱体903设有人孔908、温度计口909、耳式支座910和接地板911;耳式支座910设于圆柱体903的外壁的上部,接地板911设于圆柱体903的中部。锥体904的外壁上设有保护气入口912,保护气入口
912与供气装置13连接。锥体904的底部的开口角度为60℃。
70.实施例2
71.本实施例为固体废物进料工艺,固体废物包括橡胶、布、塑料、纸和木材中的一种或多种;该固体废物进料工艺使用实施例1的固体废物进料系统,包括如下步骤:
72.s1:将经过分拣后的固体废物通过电动葫芦11加入预处理单元a中,依次进行第一次破碎、第一次筛分、第二次破碎、第二次筛分和挤压成型处理,得到固体废物颗粒;所述固体废物颗粒的密度为1~2kg/l,温度小于120℃,尺寸小于20mm;
73.s2:向进料斗9通入保护气,将固体废物颗粒依次通过螺旋进料输送机8、进料斗9和卸料器10加入反应器中,进入反应器的颗粒的粒度≤7mm;卸料器10的卸料速率小于300kg/h,进料斗9的压力为常压,保护气为氮气。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。