1.本发明涉及轧制工程技术领域,尤其涉及一种轧钢棒线材轧机入口打滑检测方法和装置。
背景技术:
2.轧钢棒线材生产线可生产多种不同钢种规格、不同类别的棒材线材产品,广泛应用于冶金、建筑、制造等行业,需求巨大,与生产生活息息相关。待轧钢坯进入加热炉加热后,通过多架轧机轧制成不同规格尺寸,并通过冷却收集区域生产出成品。因此,整条轧钢棒线材生产线可分为三大部分:加热区域、轧制区域、收集区域。待轧钢坯经过加热炉加热至目标温度后,开始通过出炉辊道进入轧制区域,当轧机机组的第一架轧机成功咬钢后,标志着钢坯正式进入轧制区域。但钢坯在咬钢前可能会因为钢坯规格不符、脱方、温度未达到轧制要求等问题无法顺利被第一架轧机咬入,待轧钢坯会一直在轧机入口处打滑。随着现阶段一线一室集控方案的发展,现场操作员主要集中在集控室操作仪器设备进行生产工作,而操作员在集控室中很难直接观察出打滑异常现象,很容易产生误判漏判。若发生打滑事故,会造成如下后果:
3.1、当发生打滑事故时,若操作员及时发现了,需及时分析打滑发生的原因,判断是否需要退回炉内或剔废等其他操作,这极大的影响了正常的生产节奏。
4.2、若操作员未能及时发现事故发生,轧线则会继续正常向加热炉发送要钢信号,加热炉继续正常出钢,此时则会发生两根钢坯相撞的情况,致使钢坯发生弯曲变形甚至顶出辊道等生产事故。
5.3、打滑事故由于会使轧机产生剧烈的震动,可能会对轧机、轧辊等设备造成一定程度的损伤。
6.现有技术中对于生产线上轧机咬钢打滑检测方面,有依靠人工检查的方法,也有基于关键控制参数判断的轧机打滑检测方法。
7.人工检查即完全依据操作员的肉眼观察和操作员的自主判断,该方法的缺点是:费时费力,人工成本极高,准确性低,及时性差,很难做到及时预警。
8.基于关键控制参数判断是指:通过第一架轧机前的热检信号上升沿判断是否有钢到达入口位置,并通过第一架轧机处的压力传感器是否产生压力数据判断是否咬钢成功,若超过一定时间压力传感器仍无数据,则认为发生打滑。该方法的缺点是:架轧机入口热检安装位置常有维护人员走动,常会发生热检位移的现象,操作维护人员难以发现。第一架轧机在正常生产过程中,不同的钢坯规格在轧制时可能会有空过的现象,即空过时压力传感器无压力数据,会产生误判。
技术实现要素:
9.有鉴于此,本发明提供一种轧钢棒线材轧机入口打滑检测方法和装置,以解决上述提及的至少一个问题。
10.为了实现上述目的,本发明采用以下方案:
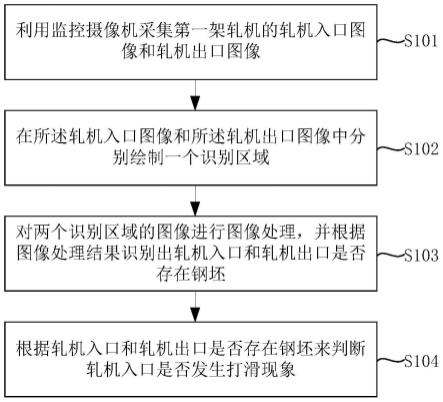
11.根据本发明的第一方面,本发明实施例提供了一种轧钢棒线材轧机入口打滑检测方法,所述方法包括:利用监控摄像机采集第一架轧机的轧机入口图像和轧机出口图像;在所述轧机入口图像和所述轧机出口图像中分别绘制一个识别区域;对两个识别区域的图像进行图像处理,并根据图像处理结果识别出轧机入口和轧机出口是否存在钢坯;根据轧机入口和轧机出口是否存在钢坯来判断轧机入口是否发生打滑现象。
12.优选的,本发明实施例中利用监控摄像机采集第一架轧机的轧机入口图像和轧机出口图像之后,还包括:对所述轧机入口图像和轧机出口图像进行预处理以降低背景环境对图像识别造成的负面影响。
13.优选的,本发明实施例中对所述轧机入口图像和轧机出口图像进行预处理包括:将轧机入口图像和轧机出口图像的亮度调整到最低,对比度和饱和度调整到最高。
14.优选的,本发明实施例中在所述轧机入口图像和所述轧机出口图像中分别绘制一个识别区域包括:利用图像处理算子中的gen_rectangle2算子在所述轧机入口图像和所述轧机出口图像中分别绘制一个矩形识别区域,所述矩形识别区域分别位于轧机前后的辊道位置。
15.优选的,本发明实施例中对两个识别区域的图像进行图像处理包括:对两个识别区域的图像进行rgb拆分;将拆分出得r通道图片和b通道图片相减得到相减后的图像;提高相减后图像的对比度以提高目标颜色筛选范围。
16.优选的,本发明实施例中根据图像处理结果识别出轧机入口和轧机出口是否存在钢坯包括:对图像处理后的识别区域的图像进行灰度值筛选,若存在灰度值大于150的区域,则认为存在钢坯,否则认为不存在钢坯。
17.优选的,本发明实施例中根据轧机入口和轧机出口是否存在钢坯来判断轧机入口是否发生打滑现象包括:若轧机出口有钢坯,则未发生打滑;若轧机入口和轧机出口均无钢坯,则钢坯还未生产,未发生打滑;若轧机入口有钢坯但轧机出口无钢坯,且等待预设时间后轧机出口有钢坯,则未发生打滑;若轧机入口有钢坯但轧机出口无钢坯,且等待预设时间后轧机出口仍无钢坯,则发生打滑。
18.根据本发明的第二方面,本发明实施例提供了一种轧钢棒线材轧机入口打滑检测装置,所述装置包括:图像采集单元,用于利用监控摄像机采集第一架轧机的轧机入口图像和轧机出口图像;识别区域绘制单元,用于在所述轧机入口图像和所述轧机出口图像中分别绘制一个识别区域;图像处理单元,用于对两个识别区域的图像进行图像处理;钢坯识别单元,用于根据所述图像处理单元的图像处理结果识别出轧机入口和轧机出口是否存在钢坯;打滑判断单元,用于根据轧机入口和轧机出口是否存在钢坯来判断轧机入口是否发生打滑现象。
19.优选的,本发明实施例的装置还包括:图像预处理单元,用于对所述轧机入口图像和轧机出口图像进行预处理以降低背景环境对图像识别造成的负面影响。
20.优选的,本发明实施例的图像预处理单元具体用于:将轧机入口图像和轧机出口图像的亮度调整到最低,对比度和饱和度调整到最高。
21.优选的,本发明实施例的识别区域绘制单元具体用于:利用图像处理算子中的gen_rectangle2算子在所述轧机入口图像和所述轧机出口图像中分别绘制一个矩形识别
区域,所述矩形识别区域分别位于轧机前后的辊道位置。
22.优选的,本发明实施例的图像处理单元包括:图像拆分模块,用于对两个识别区域的图像进行rgb拆分;图像相减模块,用于将拆分出得r通道图片和b通道图片相减得到相减后的图像;对比度调整模块,用于提高相减后图像的对比度以提高目标颜色筛选范围。
23.优选的,本发明实施例的钢坯识别单元具体用于:对图像处理后的识别区域的图像进行灰度值筛选,若存在灰度值大于150的区域,则认为存在钢坯,否则认为不存在钢坯。
24.优选的,本发明实施例的打滑判断单元具体用于进行如下判断:若轧机出口有钢坯,则未发生打滑;若轧机入口和轧机出口均无钢坯,则钢坯还未生产,未发生打滑;若轧机入口有钢坯但轧机出口无钢坯,且等待预设时间后轧机出口有钢坯,则未发生打滑;若轧机入口有钢坯但轧机出口无钢坯,且等待预设时间后轧机出口仍无钢坯,则发生打滑。
25.根据本发明的第三方面,本发明实施例还提供了一种电子设备,包括存储器、处理器以及存储在所述存储器上并可在所述处理器上运行的计算机程序,处理器执行所述计算机程序时实现上述方法的步骤。
26.根据本发明的第四方面,本发明实施例还提供一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现上述方法的步骤。
27.根据本发明的第五方面,本发明实施例还提供一种计算机程序产品,包括计算机程序/指令,所述计算机程序/指令被处理器执行时实现上述方法的步骤。
28.本发明所提出的轧钢棒线材轧机入口打滑检测方法和装置,通过图像识别的方法,实时的识别出第一架轧机在生产时是否发生打滑事故。一旦检测到事故发生,可及时的反馈给自动控制系统和操作员进行处理,从而可有效的防止打滑事故对生产节奏造成的不良影响,避免了轧辊轧机的损伤带来的经济损失。
附图说明
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在附图中:
30.图1是本技术实施例提供的一种轧钢棒线材轧机入口打滑检测方法的流程示意图;
31.图2本技术实施例提供的在第一架轧机入口辊道位置绘制识别区域的示意图;
32.图3是本技术实施例提供的识别区域中识别出钢坯的示意图;
33.图4是本技术另一实施例提供的一种轧钢棒线材轧机入口打滑检测方法的流程示意图;
34.图5是本技术实施例提供的识别区域经过图像处理后的示意图;
35.图6是本技术实施例提供的一种轧钢棒线材轧机入口打滑检测装置的结构示意图;
36.图7是本技术实施例提供的图像处理单元的结构示意图;
37.图8是本技术实施例提供的一种电子设备的结构示意图。
具体实施方式
38.为使本发明实施例的目的、技术方案和优点更加清楚明白,下面结合附图对本发明实施例做进一步详细说明。在此,本发明的示意性实施例及其说明用于解释本发明,但并不作为对本发明的限定。
39.如图1所示为本技术实施例提供的一种轧钢棒线材轧机入口打滑检测方法的流程示意图,该方法包括如下步骤:
40.步骤s101:利用监控摄像机采集第一架轧机的轧机入口图像和轧机出口图像。
41.在本实施例中,为保证监控摄像机无遮挡,需要将其安装在无人员走动的位置,由于不同品牌的监控摄像机性能不同,安装位置在水平方向可以不做具体要求,但高度需要高于两米,尽可能的避免人员的遮挡。优选的,可以可安装在轧机操作侧,距离轧机水平位置8米,高度5米的位置。
42.步骤s102:在所述轧机入口图像和所述轧机出口图像中分别绘制一个识别区域。
43.为了提高识别准确度,需尽可能的保证只识别轧机前后的辊道位置是否有钢,因此需对轧机入口图像和轧机出口图像绘制识别区域,当然在本实施例中利用图片剪裁得到和识别区域相同大小的图片也是可行的。
44.优选的,在本实施例中可以利用图像处理算子中的gen_rectangle2算子在所述轧机入口图像和所述轧机出口图像中分别绘制一个矩形识别区域,该矩形识别区域分别位于轧机前后的辊道位置。该gen_rectangle2算子包括如下几个参数:row,column,phi,length1,length2,其中row,column:为绘制矩形的中心坐标,phi为矩形纵轴的方位,length1,length2分别为与纵轴平行边和垂直边长度的一半。通过该算子,可以在图片上绘制一个任意角度的矩形框,如图2所示即为在第一架轧机入口辊道位置绘制的识别区域,其中第一架轧机201左侧为入口辊道位置,而右侧为出口辊道位置,区域202即为绘制的识别区域。
45.步骤s103:对两个识别区域的图像进行图像处理,并根据图像处理结果识别出轧机入口和轧机出口是否存在钢坯。
46.在本实施例中,对识别区域的图像进行图像处理是为了对识别区域进行有效的提取分析,从而识别出轧机入口和轧机出口是否存在钢坯。如图3中轧机入口辊道位置的识别区域中斜线部分203即为识别出的钢坯。
47.步骤s104:根据轧机入口和轧机出口是否存在钢坯来判断轧机入口是否发生打滑现象。
48.优选的,根据轧机入口和轧机出口是否存在钢坯来判断轧机入口是否发生打滑现象具体可以包括如下几种情况:
49.若轧机出口有钢坯,则说明未发生打滑;
50.若轧机入口和轧机出口均无钢坯,则说明钢坯还未生产,未发生打滑;
51.若轧机入口有钢坯但轧机出口无钢坯,且等待预设时间后轧机出口有钢坯,则说明未发生打滑,该预设时间可以根据钢坯运送速度来进行自由设定,比如5秒;
52.若轧机入口有钢坯但轧机出口无钢坯,且等待预设时间后轧机出口仍无钢坯,则说明发生打滑。
53.当发生打滑的时候,可以产生打滑报警信号,提示操作人员进行及时处理。
54.如上所述,本发明所提出的轧钢棒线材轧机入口打滑检测方法,通过图像识别的方法,实时的识别出第一架轧机在生产时是否发生打滑事故。一旦检测到事故发生,可及时的反馈给自动控制系统和操作员进行处理,从而可有效的防止打滑事故对生产节奏造成的不良影响,避免了轧辊轧机的损伤带来的经济损失。
55.如图4所示为本技术另一实施例提供的一种轧钢棒线材轧机入口打滑检测方法的流程示意图,该方法包括如下步骤:
56.步骤s401:利用监控摄像机采集第一架轧机的轧机入口图像和轧机出口图像。
57.步骤s402:对所述轧机入口图像和轧机出口图像进行预处理以降低背景环境对图像识别造成的负面影响。
58.由于在第一架轧机前的待轧钢坯为热钢坯,温度在1000度以上,此时钢坯会发出偏黄色或橘红色的光,而背景往往不会发出亮光,因此为使得钢坯在成像时更为明显,优选的,该步骤中的预处理可以包括:将轧机入口图像和轧机出口图像的亮度调整到最低,对比度和饱和度调整到最高。当然,若去掉本步骤,本实施例也可以在步骤s401中将监控摄像机设置为亮度最低,对比度和饱和度设置到最高,然后再采集轧机入口图像和轧机出口图像。
59.步骤s403:利用图像处理算子中的gen_rectangle2算子在所述轧机入口图像和所述轧机出口图像中分别绘制一个矩形识别区域,所述矩形识别区域分别位于轧机前后的辊道位置。
60.步骤s404:对两个识别区域的图像进行rgb拆分。即将其拆分成三个通道图片:r通道图片、g通道图片和b通道图片。
61.步骤s405:将拆分出得r通道图片和b通道图片相减得到相减后的图像。
62.在本实施例中,为了提取出钢坯标志性的橘红色和黄色,可将拆分出的r通道图片和b通道图片相减,该处理可以通过图像处理算子sub_image予以实现。
63.步骤s406:提高相减后图像的对比度以提高目标颜色筛选范围。
64.当经过本步骤处理后,可以清晰分辨钢坯的存在与否,如图5所示,经过图像处理后识别区域内的钢坯为白色,即图5中白色区域203部分,而其他部分均为黑色,即图5中黑色区域204部分。
65.步骤s407:对相减后的图像进行灰度值筛选,若存在灰度值大于150的区域,则认为存在钢坯,否则认为不存在钢坯。
66.步骤s408:根据轧机入口和轧机出口是否存在钢坯来判断轧机入口是否发生打滑现象。
67.同样的,如上述实施例一样,该步骤也可以包括如下几种情况:
68.若轧机出口有钢坯,则说明未发生打滑;
69.若轧机入口和轧机出口均无钢坯,则说明钢坯还未生产,未发生打滑;
70.若轧机入口有钢坯但轧机出口无钢坯,且等待预设时间后轧机出口有钢坯,则说明未发生打滑,该预设时间可以根据钢坯运送速度来进行自由设定,比如5秒;
71.若轧机入口有钢坯但轧机出口无钢坯,且等待预设时间后轧机出口仍无钢坯,则说明发生打滑。
72.如上所述,本发明所提出的轧钢棒线材轧机入口打滑检测方法,通过图像识别的方法,实时的识别出第一架轧机在生产时是否发生打滑事故。一旦检测到事故发生,可及时
的反馈给自动控制系统和操作员进行处理,从而可有效的防止打滑事故对生产节奏造成的不良影响,避免了轧辊轧机的损伤带来的经济损失。
73.如图6所示为本技术实施例提供的一种轧钢棒线材轧机入口打滑检测装置的结构示意图,该装置包括:图像采集单元610、识别区域绘制单元620、图像处理单元630、钢坯识别单元640和打滑判断单元650,它们之间依次相连。
74.图像采集单元610用于利用监控摄像机采集第一架轧机的轧机入口图像和轧机出口图像。
75.识别区域绘制单元620用于在所述轧机入口图像和所述轧机出口图像中分别绘制一个识别区域。
76.图像处理单元630用于对两个识别区域的图像进行图像处理。
77.钢坯识别单元640用于根据所述图像处理单元的图像处理结果识别出轧机入口和轧机出口是否存在钢坯。
78.打滑判断单元650用于根据轧机入口和轧机出口是否存在钢坯来判断轧机入口是否发生打滑现象。
79.优选的,本实施例的装置还可以包括一图像预处理单元,其用于对所述轧机入口图像和轧机出口图像进行预处理以降低背景环境对图像识别造成的负面影响。
80.优选的,上述图像预处理单元具体可以用于:将轧机入口图像和轧机出口图像的亮度调整到最低,对比度和饱和度调整到最高。当然本实施例也可以通过将监控摄像机的亮度设置为最低,对比度和饱和度设置为最高来实现图片的预处理。
81.优选的,上述识别区域绘制单元620具体可以用于:利用图像处理算子中的gen_rectangle2算子在所述轧机入口图像和所述轧机出口图像中分别绘制一个矩形识别区域,所述矩形识别区域分别位于轧机前后的辊道位置。
82.优选的,如图7所示,上述图像处理单元630可以包括图像拆分模块631、图像相减模块632和对比度调整模块633,其中图像相减模块632分别和图像拆分模块631及对比度调整模块633相连。
83.图像拆分模块631用于对两个识别区域的图像进行rgb拆分。
84.图像相减模块632用于将拆分出得r通道图片和b通道图片相减得到相减后的图像。
85.对比度调整模块633用于提高相减后图像的对比度以提高目标颜色筛选范围。
86.优选的,上述钢坯识别单元640具体可以用于:对图像处理后的识别区域的图像进行灰度值筛选,若存在灰度值大于150的区域,则认为存在钢坯,否则认为不存在钢坯。
87.优选的,上述打滑判断单元650具体用于进行如下判断:若轧机出口有钢坯,则未发生打滑;若轧机入口和轧机出口均无钢坯,则钢坯还未生产,未发生打滑;若轧机入口有钢坯但轧机出口无钢坯,且等待预设时间后轧机出口有钢坯,则未发生打滑;若轧机入口有钢坯但轧机出口无钢坯,且等待预设时间后轧机出口仍无钢坯,则发生打滑。
88.上述各单元的具体描述可以参见前述方法实施例的相应描述,在此不再继续进行赘述。
89.如上所述,本发明所提出的轧钢棒线材轧机入口打滑检测装置,通过图像识别的方法,实时的识别出第一架轧机在生产时是否发生打滑事故。一旦检测到事故发生,可及时
的反馈给自动控制系统和操作员进行处理,从而可有效的防止打滑事故对生产节奏造成的不良影响,避免了轧辊轧机的损伤带来的经济损失。
90.图8是本发明实施例提供的电子设备的示意图。图8所示的电子设备为通用数据处理装置,其包括通用的计算机硬件结构,其至少包括处理器801和存储器802。处理器801和存储器802通过总线803连接。存储器802适于存储处理器801可执行的一条或多条指令或程序。该一条或多条指令或程序被处理器801执行以实现上述轧钢棒线材轧机入口打滑检测方法中的步骤。
91.上述处理器801可以是独立的微处理器,也可以是一个或者多个微处理器集合。由此,处理器801通过执行存储器802所存储的命令,从而执行如上所述的本发明实施例的方法流程实现对于数据的处理和对于其他装置的控制。总线803将上述多个组件连接在一起,同时将上述组件连接到显示控制器804和显示装置以及输入/输出(i/o)装置805。输入/输出(i/o)装置805可以是鼠标、键盘、调制解调器、网络接口、触控输入装置、体感输入装置、打印机以及本领域公知的其他装置。典型地,输入/输出(i/o)装置805通过输入/输出(i/o)控制器806与系统相连。
92.其中,存储器802可以存储软件组件,例如操作系统、通信模块、交互模块以及应用程序。以上所述的每个模块和应用程序都对应于完成一个或多个功能和在发明实施例中描述的方法的一组可执行程序指令。
93.本发明实施例还提供一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时以实现上述轧钢棒线材轧机入口打滑检测方法的步骤。
94.本发明实施例还提供一种计算机程序产品,包括计算机程序/指令,该计算机程序/指令被处理器执行时实现上述轧钢棒线材轧机入口打滑检测方法的步骤。
95.综上所述,本发明所提出的轧钢棒线材轧机入口打滑检测方法和装置,通过图像识别的方法,实时的识别出第一架轧机在生产时是否发生打滑事故。一旦检测到事故发生,可及时的反馈给自动控制系统和操作员进行处理,从而可有效的防止打滑事故对生产节奏造成的不良影响,避免了轧辊轧机的损伤带来的经济损失。
96.以上参照附图描述了本发明的优选实施方式。这些实施方式的许多特征和优点根据该详细的说明书是清楚的,因此权利要求旨在覆盖这些实施方式的落入其真实精神和范围内的所有这些特征和优点。此外,由于本领域的技术人员容易想到很多修改和改变,因此不是要将本发明的实施方式限于所例示和描述的精确结构和操作,而是可以涵盖落入其范围内的所有合适修改和等同物。
97.本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
98.本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产
生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
99.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
100.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
101.以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
