用于为具有非晶性质的待生产的工件选择合金和生产方法的模拟系统
1.本发明涉及一种用于为具有非晶性质的待制造的工件选择合金和制造方法的模拟系统和方法、一种计算机可读存储介质、一种用于制造具有非晶性质的工件的制造设备和一种控制方法。
2.非晶金属是一类新的材料,其具有在其他材料中无法实现的物理性质或性质组合。
3.术语“非晶金属”是指在原子级上不具有结晶结构而具有非晶结构的金属合金。对于金属来说不寻常的非晶原子排列产生了物理性质的独特组合。非晶金属通常比常规的金属更硬、更耐腐蚀且更强,并且同时是高弹性的。晶界的缺失导致较少的化学侵蚀表面,并且因此,金属玻璃不太易受腐蚀。
4.金属玻璃,也称为非晶金属,自它们在加州理工学院(california insti-tute of technology)被发现以来已经进行广泛研究。多年来,这种材料类别的加工性和性质都在持续地改善。虽然最早的金属玻璃是简单的二元合金(由两种组分构成),该金属玻璃的生产要求在106开尔文/秒(k/s)的范围内的冷却速率,但是更新的、更复杂的合金可以在几k/s的范围内的显著更低的冷却速率转化为玻璃态。这对过程管理和可产生的工件有显著影响。熔体的结晶停止施加和熔体在玻璃态下凝固的冷却速率称为临界冷却速率。临界冷却速率是系统特定的变量,其极大程度上取决于熔体的组成,并且此外,限定可实现的最大部件厚度。考虑到存储在熔体中的热能必须由系统足够快速地去除,清楚的是,仅具有小厚度的工件可由系统以高临界冷却速率生产。起初,通常通过熔纺产生金属玻璃。在这种情况下,熔体被剥离到旋转铜轮上并以玻璃样方式以厚度在几百毫米到几十毫米的范围内的薄条带或膜的形式凝固。由于具有显著更低的临界冷却速率的新的复杂的合金的开发,因此越来越可能使用其他生产方法。如今,块状玻璃形成金属合金可能已经通过将熔体浇铸到所冷却的铜模具中来转化为玻璃态。在这种情况下,取决于合金,可实现的部件厚度在几毫米至几厘米的范围内。该种类的合金称为块状金属玻璃(bmg)。现今,已知大量此类合金系。
5.块状金属玻璃的细分通常基于其组成来进行,其中按重量计具有最高比例的合金元素被称为基础元素。现有的体系包括例如贵金属基合金(诸如金基、铂基和钯基块状金属玻璃)、前期过渡金属基合金(诸如钛基或锆基块状金属玻璃)、基于铜、镍或铁的晚期过渡金属基系,还有基于稀土(例如,钕或铽)的体系。
6.与传统的结晶金属相比,块状金属玻璃通常具有以下性质:
[0007]-更高的比强度,其能够实现例如更薄的壁厚度,
[0008]-更高的硬度,由此表面可特别地是耐刮擦的,
[0009]-更高的弹性拉伸性和弹力,
[0010]-热塑性成型性,以及
[0011]-更高的耐腐蚀性。
[0012]
由于金属玻璃、特别是块状金属玻璃的有利性质,诸如高强度和不存在凝固收缩,它们是非常令人感兴趣的构造材料,原则上,适合于在成批生产方法(诸如注射模塑)中生
产部件,而无需在成型之后强制进行另外的加工步骤。为了防止合金在从熔体冷却期间发生结晶,必须超过临界冷却速率。然而,熔体的体积越大,熔体的冷却越慢(在其他条件不变的情况下)。如果超过一定样品厚度,则在合金可非晶凝固之前发生结晶。
[0013]
除了金属玻璃的极好的机械性质之外,玻璃态也产生了独特加工选项。因此,金属玻璃不仅可通过冶金熔化过程来成型,而且可通过以类似于热塑性材料或硅酸盐玻璃的方式在相对低的温度下进行热塑性模塑来成形。为此目的,首先将金属玻璃加热到高于玻璃化转变点,然后表现为可在相对低的力下形成的高粘度液体。在成型之后,再次将材料冷却到低于玻璃化转变温度。
[0014]
当加工非晶金属时,通过熔体的快速冷却(在熔融态下冷冻)来防止自然结晶,使得原子在它们可采取晶体排列之前就失去其移动性。晶体材料的许多性质受原子结构的错误(即,所谓的晶格缺陷(间隙、移位、晶界、相界等))影响或由其确定。
[0015]
由于快速冷却,该材料的收缩减少,使得可在非晶金属中实现更精确的部件几何形状。塑性变形仅在高于1.8%的伸长率下发生。相比之下,结晶金属材料在显著更低的伸长率(《0.5%)下显示出不可逆变形。此外,高屈服强度和高弹性伸长率的组合产生高弹性能量存储容量。
[0016]
然而,所使用的材料的热导率为冷却速率设置了物理限制,这是因为部件中包含的热量必须经由表面释放到环境。这导致在部件的制造性和生产方法的适用性方面的限制。
[0017]
已知用于从非晶金属生产工件的各种方法。例如,可使用增材制造方法诸如3d打印来生产工件。可通过调整过程参数诸如扫描速度、激光束的能量或待扫描的图案来确保工件的非晶性质。
[0018]
增材制造技术的一个优点是,原则上,可实现任何可设想的几何形状。此外,可能有利的是,在增材制造方法的情况下,无需单独冷却过程,这是因为可通过逐层地生产工件并通过经由激光的激光能量和扫描路径调整熔体池的大小来确保有效冷却。
[0019]
增材制造方法的缺点是在应用时的低积累速率,尤其是对于大尺寸工件。此外,高纯度粉末材料必须用作一些应用(即,某些待制造的工件)的增材制造过程的起始材料。如果在材料中存在杂质,则可能在杂质的位置处发生结晶,从而造成结晶金属,这可能导致机械和化学性质的劣化。由于杂质,可能有必要修整工件的表面,这是复杂的。另外,增材制造始终造成在工件的表面上的一定粗糙度,使得在大多数情况下,必须通过磨碎或研磨来修整该表面。
[0020]
另外的生产可能性是注射模塑。在这种情况下,可在应用时实现在80g-120g或更大的范围内的工件重量。待使用的材料通常通过感应加热来在约10秒-60秒内加热到约900℃-1100℃并被均质化。
[0021]
在加热之后,借助冲头将熔融材料压入模具中。对于材料性质来说重要的是,在模具被完全地填充有材料时,模具内的材料应当始终具有高于材料熔点的温度。为了实现非晶材料性质,随后必须将模具内的液体材料快速地冷却到低于玻璃化转变温度。
[0022]
由于材料的冷却速率,在注射模塑中的可能的几何形状被限制于0.3mm-7.0mm的壁厚度。在更大的壁厚度的情况下,冷却速率太低,使得结晶结构在材料已经冷却到低于玻璃化转变温度之前就形成。在更小的壁厚度的情况下,材料取决于要填充的长度而太快地
冷却并在模具被完全地填充之前就凝固。
[0023]
为了在构造、设定尺寸、选择合金材料、选择生产方法等期间提前确保供应到材料的热量可充分地释放到环境,可模拟并分析冷却行为。
[0024]
例如,de 10 2015 110 591 a1描述了用于预测铸铝基部件的材料性质的装置和制造的产品。在这种情况下,基于计算机的系统包括众多计算模块,该计算模块在编程方面彼此相互地作用,使得模块在它们接收到对应于铸铝基部件的数据时提供材料的性能特征。
[0025]
这里,不利的是,所描述的装置仅被设计成选择合金而不附加地选择制造方法。如上文已经详细地解释的,用户难以在没有非晶金属的具体的技术知识的情况下选择合适的合金和合适的制造方法。
[0026]
ep3246831基于数值方法来描述了用于生产复杂的部件的可扩展且可预测的3d打印模拟,其中主要地基于局部化加热效应来模拟打印轮廓、打印时间和冷却容量。不进行部件的制造性分析,特别是关于其熔融态和后续冷却。
[0027]
此外,de102006047806公开了一种借助有限元方法模拟从可转化钢材料热成型金属坯件的模型。通过热成型模拟,不仅考虑了待成型的钢材料的机械和物理性质,而且在复杂的热机械耦合模拟的上下文中考虑了以具体的钢材料的时间-温度转化数据集的形式结合到方法中的材料数据。以此方式,基于相关相组成,可将所确定的暂时局部机械性质值传递到失效模型来改善组分预后和过程优化。
[0028]
因此,de102006047806描述了一种用于借助有限元方法对金属坯件从可转化钢材料的热成型进行建模的模拟方法。在这种情况下,暂时局部机械性质(例如,在基于钢材料的局部且暂时的相组成的热成型模拟期间或其结束之后的金属板的硬度和物理性质)是关注点。
[0029]
从wo2018182513中已知另一个示例,其描述了一种用于评价待通过增材制造过程生产的物体的几何变化的计算机实施的方法,其中在该增材制造过程期间,可结晶材料从粉末转化为块状形式,并且在该过程中,物体由块状形式形成。
[0030]
wo2018182513的方法包括:
[0031]
i.提供模拟域,该模拟域包括嵌入到粉末的模拟粉块中的物体的有限元模型;其中该有限元模型包括物体的有限元和粉末的所模拟的粉块的有限元;
[0032]
ii.将块状晶体树脂材料的热性质与物体的每个有限元相关联;
[0033]
iii.将粉末可结晶材料的热性质与粉末的所模拟的粉块的每个有限元相关联;
[0034]
iv.将模拟的第一温度与每个有限元相关联;
[0035]
v.在模拟的冷却条件下执行有限元模型的有限元分析,其中所模拟的冷却条件包括将模拟第二温度施加到模拟区域的至少一个边界,其中所模拟的第二温度低于所模拟的第一温度;
[0036]
在这种情况下,wo2018182513的有限元分析包括以下操作:
[0037]
i.针对物体的每个有限元来确定模拟的块状可结晶材料的模拟结晶体积分数;
[0038]
ii.根据模拟的结晶体积分数、可结晶材料的结晶相的热膨胀系数(《3至4)和可结晶材料的非晶相的热膨胀系数来确定物体的每个有限元的模拟热膨胀系数;
[0039]
iii.执行有限元分析,直到达到均衡态。
[0040]
wo2018182513描述了一种用于评价待通过增材制造过程生产的部件的几何变化的计算机实施的方法。这里,在体积上的结晶相关变化是关注点。
[0041]
根据所描述的现有技术的缺点,目标是向用户提供用于简单地为具有非晶性质的待制造的工件选择合金和制造方法的模拟系统。
[0042]
该目标是根据本发明通过具有权利要求1的特征的模拟系统实现的。有利实施方案、发展和变体形成从属权利要求的主题。
[0043]
特别地,该目标是通过用于为具有非晶性质的待制造的工件的合金和制造方法的模拟系统实现的,该系统包括输入单元,该输入单元用于输入待制造的工件的要求简档。
[0044]
此外,该系统包括至少一个存储器单元,该至少一个存储器单元被设计成存储信息数据,其中该信息数据指定关于用于生产具有非晶性质的工件的多种合金的物理和/或化学和/或机械性质的信息。为了简单起见,在以下解释的上下文中以非限制性方式提及仅一个存储器单元。然而,还可以提供多个存储器单元或具有多个分区或模块的存储器单元。
[0045]
此外,信息数据还提供关于制造方法、特别是用于制造此类工件的制造方法的信息。
[0046]
另外,该模拟系统包括分析单元。该分析单元被设计成根据要求简档和信息数据来模拟多个工件以创建模拟数据。此外,分析单元被设计成基于模拟数据和要求简档来评价所模拟的工件。
[0047]
分析单元还被设计成基于评价来为待制造的工件选择合金和制造方法。这种选择优选地以使得为模拟工件(也就是说,已经用存储在存储器单元中的制造方法从该合金模拟的工件)选择的合金和制造方法基本上对应于或理想地完全地对应于待生产的工件的合金和制造方法或其要求简档的方式进行。在本技术的范围内,相同可基本上意指与待制造的工件的质量、体积或大体上参数的偏差小于或等于1%、5%、10%、20%、25%或30%。
[0048]
模拟系统还包括输出单元,该输出单元被设计成向用户输出所选择的合金和所选择的制造方法。也就是说,输出单元将所选择的合金和/或所选择的制造方法传送给用户。
[0049]
因此,根据本发明的模拟系统提供了对具有非晶性质的用于待制造的工件的合金和制造方法的选择,借此,可在用户没有专业知识的情况下指定用于工件的合适的合金和合适的制造方法。因此,可以最佳可能方式满足要求简档。
[0050]
在一个实施方案中,分析单元可包括计算单元,该计算单元可被设计成计算由要求简档指定的待制造的工件的性质。这些性质可特别地是无法直接地从待制造的工件的要求简档中显而易见但对于选择合适的合金和合适的制造方法来说重要的性质。因此,由于更大的信息密度,这使对合适的合金和合适的制造方法的模拟和后续选择更精确。
[0051]
在一个实施方案中,分析单元可包括第一模拟单元,该第一模拟单元可被设计成根据合金并根据要求简档和所计算的性质来模拟在待制造的工件上的机械载荷并将关于所模拟的机械载荷的信息添加到模拟数据。机械载荷可被理解为意指例如在待制造的工件上的(所需的)弯曲和/或扭转阻力或载荷。另选地,机械载荷也可被理解为机械性质,诸如待制造的工件的刚度。
[0052]
在另外的实施方案中,分析单元可包括第二模拟单元,该第二模拟单元可被设计成根据合金并根据要求简档和信息数据来模拟待制造的工件的化学性质并将关于所模拟的化学性质的信息添加到模拟数据。化学性质可以是例如腐蚀行为或介质电阻,特别是当
待制造的工件将被暴露于酸和/或碱时。
[0053]
另选地或附加地,在另外的实施方案中,分析单元可包括第三模拟单元。根据要求简档,第三模拟单元可被设计成借助至少一个存储器单元中包含的制造方法模拟工件的制造。在这种情况下,如上文已经提及的那样,工件是模拟的,该工件用至少一个存储器单元上包含的制造方法以模拟的方式来生产。关于所模拟的制造的信息也可被添加到模拟数据,如在以上两个实施方案中一样。
[0054]
这里可看到的优点是增加信息数据并使其更精确,以及因此增加关于信息数据的量,由此模拟系统具有更多的信息可用于选择合适的合金和合适的制造方法,并且因此,可进行更准确的选择。
[0055]
第一模拟单元、第二模拟单元和第三模拟单元可被设计成单个单元,或者可逻辑地进行划分。然而,它们可被设计成单个数据结构,或者可被设计成程序的一个函数或多个函数。
[0056]
要求简档可优选地指定待制造的工件的几何和/或机械和/或化学性质。例如,几何性质可被理解为意指待制造的工件的尺寸和/或重量。特别地,例如,待制造的工件的重量对合适的制造方法有影响。虽然例如重量在80gr与100gr之间的工件可优选地借助注射模塑方法进行生产,但是质量偏离该上文提及的重量范围的工件有利地借助3d打印方法进行生产。
[0057]
一些制造方法和/或一些合金对于待制造的工件的复杂几何结构也是优选的,而其他合金和/或制造方法对于一些几何结构可能是不利的。然而,机械性质可优选地被理解为非穷尽性地意指上文已经描述的待制造的工件的机械性质。
[0058]
待制造的工件的化学性质也可被理解为上文已经提及的化学性质。然而,这也可被理解为意指例如待选择的合金的量(即,例如,具体是相关合金的氧含量)。该化学性质有利地关于待制造的工件的大小进行考虑,因为在大型工件待制造(例如,在zr基合金的情况下为2mm-6mm)的情况下,优选地设置对起始元素的量的甚至更高的需求。在更小型工件待制造(例如,在zr基合金的情况下《2mm)的情况下,在成本效率方面,合金的质量并尤其是合金的氧含量在成本效率方面有时可忽略不计。此外,然而,化学性质也可被理解为意指合金的生物相容性,该生物相容性特别地反映在医疗领域或医疗应用中。例如,特别地,已经证明不含铜的合金在医学技术领域中是有利的。关于上文已经提及的腐蚀行为,而且关于所谓的金属离子释放,例如在出汗的情况下,特别地,已经证明锆、钛或铂基合金是有利的。
[0059]
在一个实施方案中,因此,信息数据可指定关于至少一个物理和/或化学和/或机械性质的信息。特别地,这些是下文列出的性质群组:
[0060]-合金的热性质,
[0061]-合金的介质电阻,
[0062]-化学性质,
[0063]-基于污染程度(氧含量)的非晶度,
[0064]-载荷相关老化现象,和/或
[0065]-合金的冷却行为。
[0066]
特别地,最后提及的性质(即,合金的冷却行为)优选地涉及待选择的制造方法,而上文列出的其他性质/性质群组主要是以待制造的工件为目标。例如,存储器单元可被设计
成数据库。例如,然后,前述性质作为数据记录可存储或被存储在数据库中。
[0067]
在一个实施方案中,信息数据可附加地包含关于制造方法的制造步骤的信息。在这种情况下,信息可特别地是待加工的合金的冲头速度和/或起始温度。然而,关于制造方法的制造步骤的其他过程信息也可以是信息的一部分。因此,特别是对合适的制造方法的选择得到进一步改善。
[0068]
在一个实施方案中,分析单元可被设计成根据要求简档对存储在存储器单元内的合金和/或存储在存储器单元内的制造方法作出预选择。另外,可使用该预选择来选择合适的合金和/或合适的制造方法。例如,在预选择中,可考虑化学要求,诸如上文提及的合金的生物相容性,而且可考虑机械要求,例如耐磨性、硬度以及电气要求和/或还有磁性要求。
[0069]
因此,预选择可被理解为意指基于这些前述性质,无需模拟就已经排除某些合金和/或制造方法,这是因为不再考虑不合适合金或制造方法供稍后选择,并且因此,这使模拟尝试最小化。
[0070]
在一个实施方案中,分析单元可被设计成通过将所选择的合金和所选择的制造方法与要求简档相关联来生成数据对。换句话说,所选择的合金和所选择的制造方法可与要求简档相关联,并且该关联能以数据对的形式存储在存储器单元中。此外,在该实施方案中,分析单元可被设计成当用户输入存储在存储器单元中的要求简档时,指定与要求简档相关联的合金和相关联的制造方法。因此,如果输入这样的要求简档,则可省掉模拟,并且立即提出合适的合金和合适的方法。
[0071]
这里可看到的优点是显著减少的模拟尝试。同样地,可一方面加速且另一方面简化模拟系统和对合适的合金和/或合适的制造方法的选择。
[0072]
在本技术的上下文中,还公开并要求保护一种用于为制造具有非晶性质的工件选择合金和制造方法的方法,该方法包括以下步骤:
[0073]-特别是借助输入单元输入待制造的工件的要求简档,
[0074]-计算机械和/或化学和/或物理参数,并且将所计算的参数与所存储的信息数据进行比较,所存储的信息数据包含关于用于生产具有非晶性质的工件的多种合金的物理和/或化学和/或机械性质的信息,
[0075]-根据要求简档和信息数据来模拟多个工件,
[0076]-基于模拟来创建模拟数据,
[0077]-基于模拟数据和要求简档来评价所模拟的工件,
[0078]-基于评价来为待制造的工件选择合金和制造方法,
[0079]-输出所选择的合金和所选择的制造方法。
[0080]
在该方法的一个实施方案中,可计算由要求简档指定的待制造的工件的性质。
[0081]
在一个实施方案中,可进行待制造的工件上的机械载荷的合金相关模拟。这可根据要求简档和所计算的性质进行。此外,可将关于模拟机械载荷的信息添加到模拟数据。
[0082]
在一个实施方案中,可附加地根据合金并根据要求简档和信息模拟待制造的工件的化学性质,并且可将关于这些模拟化学性质的信息添加到模拟数据。
[0083]
作为上述实施方案的替代或补充,可借助所存储的制造方法根据要求简档来模拟工件的制造。然后,可将关于所模拟的制造的信息添加到模拟数据。
[0084]
在一个实施方案中,借助信息数据,可指定关于特别是选自以下项的至少一种物
理和/或化学和/或机械性质的信息:
[0085]-合金的热性质,
[0086]-合金的介质电阻,
[0087]-化学性质,
[0088]-基于污染程度的非晶度,
[0089]-载荷相关老化现象,和/或
[0090]-合金的冷却行为。
[0091]
这确保至少指定对于选择合适的合金和/或合适的方法来说重要的性质,并因此将其用作选择方法的基础。
[0092]
在另外的实施方案中,可根据要求简档从存储的合金和/或存储的制造方法作出预选择。此外,在该实施方案中,可基于预选择来进行对合金和/或制造方法的选择。
[0093]
在一个实施方案中,可通过将所选择的合金和所选择的制造方法与要求简档相关联来生成数据对。然后,可将所生成的数据对存储在存储器单元中。
[0094]
如果现在输入已经存储在存储器单元上的要求简档,则优选地不启动模拟,而是输出与所存储的要求简档相关联的合金和与要求简档相关联的制造方法。
[0095]
目标还通过一种计算机可读存储介质根据本发明实现,该计算机可读存储介质包含指令,该指令在方法由至少一个处理器执行时使该至少一个处理器实施该方法。该方法是上文描述的用于为具有非晶性质的待制造的工件选择合金和制造方法的方法。此外,公开并要求保护一种用于制造具有非晶性质的工件的制造设备,其中该制造设备包括用于为待制造的工件选择合金和制造方法的模拟系统。在本技术的上下文中,该模拟系统特别地是上文已经描述的模拟系统。此外,该制造设备包括制造单元,该制造单元被设计成使用模拟系统来制造工件。
[0096]
在该制造设备的一个实施方案中,制造单元可被设计成注射模塑装置或增材制造装置。增材制造装置这里可被理解为意指例如3d打印装置。因此,制造设备可适于不同要求,特别是关于待制造的工件的大小的要求。
[0097]
另外,公开并要求保护一种用于控制用于制造具有非晶性质的工件的制造设备的控制方法。该控制方法特别地用于控制上文描述的制造设备。在这种情况下,制造设备用合金和制造方法进行操作,其中合金和制造方法两者特别是用上文描述的用于选择合金和制造方法的方法进行选择。
[0098]
关于模拟系统提及的优点和优选实施方案可类似地转移到用于选择合金和/或制造方法的方法、计算机可读存储介质以及制造设备及其控制方法,反之亦然。
[0099]
模拟系统和制造设备也可被布置成彼此空间上分离。在这种情况下,然后,模拟系统和制造设备可经由通信网络(例如,互联网)彼此通信。合适的合金和合适的制造方法的输出和/或要求简档的输入可例如在网站上或经由编程接口(诸如api)进行。
[0100]
下文参考示例性实施方案更详细地解释本发明。在附图中:
[0101]
图1示出了用于为具有非晶性质的待制造的工件选择合金和制造方法的示意性模拟系统;
[0102]
图2示出了制造单元的示意图,并且
[0103]
图3示出了工具的示意图。
[0104]
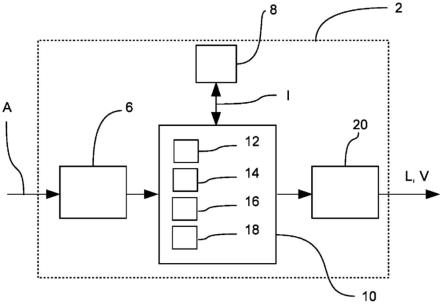
图1示出了示意性地示出的模拟系统2。模拟系统2被设计成为具有非晶性质的待制造的工件4(参见图4)选择合金和制造方法。
[0105]
为此目的,根据图1的模拟系统2包括输入单元6,该输入单元用于输入待制造的工件4的要求简档a。这使用户可将待制造的工件4的所需的性质以要求简档a的形式提供到模拟系统2或向模拟系统2馈送要求简档a。
[0106]
此外,模拟系统2包括至少一个存储器单元8,该存储器单元被设计成存储信息数据i,其中信息数据i指定关于用于产生工件4的多种合金l的物理和/或化学和/或机械性质的信息和关于制造方法v的信息。为此目的,存储器单元8可具有例如多个分区和/或可被设计成多个部分,即,由多个子存储器单元构成。此外,存储器单元8通信地且双向地连接到分析单元10。
[0107]
在这种情况下,分析单元10被设计成根据要求简档a和信息数据i来模拟多个工件4。这用于创建模拟数据。此外,分析单元10被配置为基于模拟数据和要求简档a来评价所模拟的工件,然后,基于评价来选择就待制造的工件4的要求简档a来说特别地合适的合金l和制造方法v。
[0108]
为了实现上文的方法步骤,分析单元10包括计算单元12,借助该计算单元来计算由要求简档a指定的待制造的工件的性质。此外,分析单元10包括第一模拟单元14。借助第一模拟单元14,基于并根据要求简档a和所计算的性质进行对在待制造的工件4上的机械载荷的模拟。随后,将关于所模拟的机械载荷的信息添加到模拟数据。
[0109]
类似地,分析单元10还包括第二模拟单元16和第三模拟单元18。对于待制造的工件4的化学性质的模拟是借助第二模拟单元16根据要求简档a和信息数据i进行的。借助第三模拟单元18,借助存储器单元8中包含的制造方法v模拟工件4的制造。随后,将由第二模拟单元16提供的关于化学性质的信息和由第三模拟单元18生成的关于模拟制造的信息添加到模拟数据并用于作为分析单元10的评价的一部分的对合适的合金l和合适的制造方法v的选择。选择和评价以如下方式进行:选择满足或至少基本上满足由要求简档a限定的待制造的工件4的性质的合金l和制造方法v。如果考虑多种合金l和/或多种制造方法v,则分析单元10选择就更高级偏好来说(例如,就成本效率来说)最适合的合金l和制造方法v。
[0110]
在由分析单元10选择合适的合金l和合适的制造方法v之后,由输出单元20输出所选择的合金l和所选择的制造方法v。例如,输出单元20可以是光学输出单元10,其中该输出实现在屏幕上。
[0111]
根据一个实施方案,分析单元10被设计成通过将所选择的合金l和所选择的制造方法v与要求简档相关联来生成数据对。在这种情况下,所生成的数据对存储在存储器单元8中。如果现在输入存储在存储器单元8中的要求简档a,则指定与要求简档a相关联的合金l和与要求简档a相关联的制造方法v,而不进行模拟。
[0112]
在一个实施方案中,可设想模拟系统2具有人工神经网络以优化对合适的合金l和/或合适的制造方法v的选择。
[0113]
图2示出了制造单元38的示意图,该制造单元被设计成amm(非晶金属)注射模塑设备。制造单元38包括在工具40中的模具,以及熔化室42。熔化室42通过机器人被供应有非晶凝固的合金(坯件)44的固体合金段并居中地放置在感应线圈46中。坯件44(在附图中是“4”而不是“44”)借助加热元件、特别是由感应线圈46生成的感应场在熔化室42内加热。坯件44
是非晶凝固的合金的固体合金段。例如,合金段44包含一定量的钯、铂、锆、钛、铜、铝、镁、铌、硅和/或钇。
[0114]
坯件44由加热元件或感应线圈46熔化,使得其以熔融形式存在。优选地,坯件44被加热到1050℃的温度。熔融材料由柱塞48注射到工具40中。
[0115]
图3示出了注射模塑工具40的示意性结构。模塑室52借助通向工具40的模塑室52的一个或多个开口50被填充有熔体。模塑室52被设计成待生产的工件4的阴模。在图3的示例性实施方案中,前提条件是开口50可用于将液体材料导向到模塑室52中。使用多个浇口来填充模塑室52可能是有利的,以便实现均匀的温度分布并减少熔体的湍流。均匀的温度分布和少量的湍流带来更好的冷却操作、均质的冷却以及因此均匀的非晶材料性质。
[0116]
液体材料必须在模塑室52内快速地冷却,以便防止结晶。液体材料的冷却极大地取决于待生产的部件或工件4的几何形状。
[0117]
本发明不限于上文描述的示例性实施方案。而是,在不脱离本发明的主题的情况下,本领域技术人员也可从中得到本发明的其他变体。特别地,在不脱离本发明的主题的情况下,结合示例性实施方案描述的所有单独特征也可以另一种方式彼此组合。
[0118]
附图标记的列表:
[0119]
2模拟系统
[0120]
4工件
[0121]
6输入单元
[0122]
8存储器单元
[0123]
10分析单元
[0124]
12计算单元
[0125]
14第一模拟单元
[0126]
16第二模拟单元
[0127]
18第三模拟单元
[0128]
20输出单元
[0129]
22人工神经网络
[0130]
24输入数据
[0131]
26特征检测器
[0132]
28第一褶皱
[0133]
38制造单元
[0134]
40工具
[0135]
42熔化室
[0136]
44非晶凝固的合金的坯件
[0137]
46感应线圈
[0138]
48柱塞
[0139]
50开口
[0140]
52模塑室
[0141]
a要求简档
[0142]
i信息数据
[0143]
l合金
[0144]
v制造方法。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。