1.本实用新型涉及一种冲压模具,具体说是用于对热水器支架的大折弯和小折弯一次成型的热水器支架折弯成型模具。
背景技术:
2.在热水器制造行业内都知道,热水器支架在加工过程中需要做折弯成型加工,这大多采用热水器支架折弯成型模具加工。热水器支架的折弯成型加工分为大折弯加工和小折弯加工。热水器支架在折弯成型加工前的形状如图1所示,热水器支架在折弯成型加工后的形状如图2所示,大折弯加工的位置为图2的a处,小折弯加工的位置为图2的b处。
3.目前,用于热水器支架在折弯成型加工的模具分为两套。即采用两套模具分两道工序加工,一套针对大折弯进行加工,一套针对小折弯进行加工。然而,分两道工序就需要两个工位,每个工位均需要配备一个工作人员,需要的人工成本较高。而且,两次加工就需要两次放料、取料,加工过程繁琐。另外,两套模具的制造成本较高。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种热水器支架折弯成型模具,采用该模具的人工成本较低、加工过程简便、制造成本较低。
5.为解决上述问题,提供以下技术方案:
6.本实用新型的热水器支架折弯成型模具包括并排布置的下模座和上模座。所述下模座的上表面上固定有水平布置的下模板,下模板四个侧边对应的下模座上均有用于对热水器支架坯料进行限位的限位块,限位块与对应的下模板侧边间均有便于热水器支架坯料弯折的间距。所述下模板的上方有水平布置的上模板,所述间距对应的上模板的下板面上均有成型刀,成型刀间有水平布置的上压板,上压板通过上弹簧与上模板相连,上压板处于未收外力状态下,上压板的底部从成型刀的下表面伸出在外。其特点是所述热水器支架坯料小折弯对应的下模板上均有让位口,让位口对应的下模座上均有滑块,滑块与下模座间呈向着靠近、远离对应的让位口的一侧滑动状配合,滑块与下模座间有复位弹簧,滑块上均固定有朝向对应让位口布置的冲头,滑块的顶部有斜面,斜面到对应让位口间的距离自上而下逐渐变大。所述斜面上方的上模座均固定有楔块,楔块与所述斜面相适配,使得楔块下行与斜面相抵后,复位弹簧被压缩,滑块向靠近对应让位口的一侧滑动。
7.其中,所述下模板中有不少于两个竖直布置的脱料顶杆,顶杆的下端固定有脱料弹簧,在脱料弹簧处于未压缩状态下,脱料顶杆的上端伸出在下模板上板面的上方,在脱料弹簧处于压缩状态下,脱料顶杆伸入到下模板中
8.所述滑块两侧均有限位条,滑块对应的下模座上有导槽,导槽内有导向块,导向块与滑块固定连接,所述复位弹簧位于导向块与靠近对应让位口的导槽一端间,远离冲头滑块一端对应的下模座上固定有挡块,靠近滑块的挡块一侧固定有铜板。
9.所述上模座的四个角处有导柱,导柱对应的下模座上有导套。
10.采取以上方案,具有以下优点:
11.由于本实用新型的热水器支架折弯成型模具的热水器支架坯料小折弯对应的上模板上均有让位口,让位口对应的下模座上均有滑块,滑块与下模座间呈向着靠近、远离对应的让位口的一侧滑动状配合,滑块与下模座间有复位弹簧,滑块上均固定有朝向对应让位口布置的冲头,滑块的顶部有斜面,斜面到对应让位口间的距离自上而下逐渐变大,斜面上方的上模座均固定有楔块,楔块与斜面相适配。使用时,将上模座与压机的压头相连,将下模座固定在压头下方的压机的固定板上。工作时,先将成型前的热水器支架坯料放置到下模板上,使支架的四边与对应的限位块相抵;接着,控制压机启动,压机的压头带动上模座下行,上模板压在热水器支架坯料上,夹紧热水器支架坯料;接着,压头继续下行,由于上弹簧被压缩,上压板上行,成型刀与热水器支架坯料四周相抵,进行大折弯成型。之后,大折弯成型完成后,压机的压头带动上模座继续下行,楔块与滑块的斜面相抵,复位弹簧被压缩,楔块向着让位口的一侧移动,冲头对成型后的热水器支架坯料的小折弯处相抵,进行小折弯成型。最后,压机的压头带动上模座上行复位,即完成折弯成型。采用该模具一次冲压即可完成两处折弯,即采用一个工位即可完成两次折弯加工,从而仅需一个工作人员即可完成热水器支架坯料的折弯成型,大大减少了人工成本。而且,仅需一次操作即可完成两次折弯,大大简化了工作过程。另外,仅用一套模具可大大降低制造成本。
附图说明
12.图1是背景技术中热水器支架在折弯成型加工前的结构示意图;
13.图2是背景技术中热水器支架在折弯成型加工后的结构示意图;
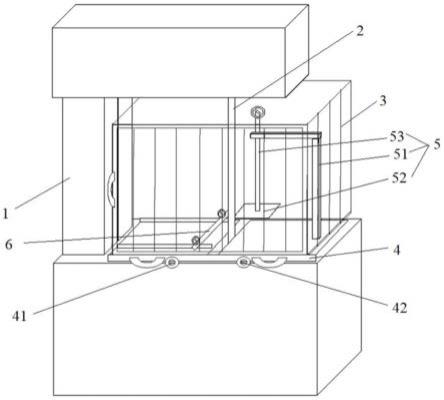
14.图3是本实用新型的热水器支架折弯成型模具的结构示意图;
15.图4是本实用新型的热水器支架折弯成型模具的合模状态图;
16.图5是图4的d-d向剖视示意图;
17.图6是本实用新型的热水器支架折弯成型模具在压合前的立体示意图。
具体实施方式
18.以下结合附图对本实用新型做进一步详细说明。
19.如图3~6所示,本实用新型的热水器支架折弯成型模具包括并排布置的下模座1和上模座5。所述下模座1的上表面上固定有水平布置的下模板4,下模板4四个侧边对应的下模座1上均有用于对热水器支架坯料进行限位的限位块12,限位块12与对应的下模板4侧边间均有便于热水器支架坯料弯折的间距。所述下模板4的上方有水平布置的上模板14,所述间距对应的上模板14的下板面上均有成型刀15,成型刀15间有水平布置的上压板18,上压板18通过上弹簧与上模板14相连,上压板18处于未收外力状态下,上压板18的底部从成型刀15的下表面伸出在外。所述热水器支架坯料小折弯对应的下模板4上均有让位口19,让位口19对应的下模座1上均有滑块7,滑块7与下模座1间呈向着靠近、远离对应的让位口19的一侧滑动状配合,滑块7与下模座1间有复位弹簧16,滑块7上均固定有朝向对应让位口19布置的冲头20,滑块7的顶部有斜面8,斜面8到对应让位口19间的距离自上而下逐渐变大。所述斜面8上方的上模座5均固定有楔块6,楔块6与所述斜面8相适配,使得楔块6下行与斜面8相抵后,复位弹簧16被压缩,滑块7向靠近对应让位口19的一侧滑动。
20.所述下模板4中有不少于两个竖直布置的脱料顶杆13,顶杆的下端固定有脱料弹簧,在脱料弹簧处于未压缩状态下,脱料顶杆13的上端伸出在下模板4上板面的上方,在脱料弹簧处于压缩状态下,脱料顶杆13伸入到下模板4中
21.所述滑块7两侧均有限位条11,滑块7对应的下模座1上有导槽,导槽内有导向块17,导向块17与滑块7固定连接,所述复位弹簧16位于导向块17与靠近对应让位口19的导槽一端间,远离冲头20滑块7一端对应的下模座1上固定有挡块9,靠近滑块7的挡块9一侧固定有铜板10。
22.所述上模座5的四个角处有导柱3,导柱3对应的下模座1上有导套2。
23.使用时,将上模座5与压机的压头相连,将下模座1固定在压头下方的压机的固定板上。工作时,先将成型前的热水器支架坯料放置到下模板4上,使支架的四边与对应的限位块12相抵。接着,控制压机启动,压机的压头带动上模座5下行,上模板14压在热水器支架坯料上,夹紧热水器支架坯料。接着,压头继续下行,由于上弹簧被压缩,上压板18上行,成型刀15与热水器支架坯料四周相抵,进行大折弯成型。之后,大折弯成型完成后,压机的压头带动上模座5继续下行,楔块6与滑块7的斜面8相抵,复位弹簧16被压缩,楔块6向着让位口19的一侧移动,冲头20对成型后的热水器支架坯料的小折弯处相抵,进行小折弯成型。最后,压机的压头带动上模座5上行复位,即完成折弯成型。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。