1.本实用新型属于外观检测自动化设备领域,具体为一种全自动外观检测机。
背景技术:
2.随着工业的迅速发展,人们对各种产品的需求量和质量都在不断提高,各生产企业对待产品的外观要求也越来越严格。为了提高产品的外观质量,全自动外观检测机应运而生。目前,市面上常见的全自动外观检测机大多数使用机械手将产品吸取到固定检测平台进行检测,待检测完成后再利用机械手将产品吸取到下一道工序,使用机械手将产品吸取到固定检测平台的检测方法没有对产品背面及产品边线进行检测,产品的漏检率居高不下,同时,固定检测平台上只有一组相机,一次只能完成一个产品的外观检测,相机的利用率较低,且只有上一个产品检测完成后才能对下一个产品进行检测,检测效率也较低。
技术实现要素:
3.为解决上述背景技术中的技术问题,本实用新型提供一种全自动外观检测机,该检测机首先通过检测移载机械手组件对产品的背面进行外观检测,然后在使用交替检测平台组件对产品的正面及边线进行检测,经过对产品的三次检测有效的降低了产品的漏检率。
4.本实用新型采用以下技术方案:一种全自动外观检测机,包括机台、依次设置于机台上的上料机械手组件、中转平台组件、检测移载机械手组件、交替检测平台组件和下料机械手组件,其中:
5.检测移载机械手组件的下方设置有背面视觉检测组件;交替检测平台组件的上方设置正面视觉检测组件,交替检测平台组件的一侧边设有边线视觉检测组件。
6.进一步的,上料机械手组件包括第一y轴直线模组、固定在第一y轴直线模组的滑块上的两个沿x轴方向并排设置的第一z轴直线模组、固定在第一z轴直线模组的滑块上的第一吸盘组件,第一y轴直线模组通过第一支架固定在机台上。
7.进一步的,中转平台组件包括第一x轴直线模组、固定在第一x轴直线模组的滑块上的第一吸板组件,第一吸板组件吸附上料机械手组件输送的产品。
8.进一步的,检测移载机械手组件包括第二y轴直线模组、固定在第二y轴直线模组的滑块上的第一吸板升降组件、与第一吸板升降组件的升降端固定连接的第二吸板组件,第二y轴直线模组通过第二支架固定在机台上。
9.进一步的,背面视觉检测组件包括固定在机台上的第三支架以及活动设置在第三支架上的第一线扫相机组件。
10.进一步的,交替检测平台组件包括第四支架、固定在第四支架上的第二x轴直线模组和第三x轴直线模组,第二x轴直线模组的滑块上固定有第二吸板升降组件,第二吸板升降组件的升降端上固定有第一吸板横移组件,第一吸板横移组件的移动端固定有第三吸板组件;
11.第三x轴直线模组的滑块上固定有第三吸板升降组件,第三吸板升降组件的升降端上固定有第二吸板横移组件,第二吸板横移组件的移动端固定有第四吸板组件。
12.进一步的,正面视觉检测组件包括固定在机台上的第五支架、固定在第五支架上的第二线扫相机组件和正面检测光源。
13.进一步的,边线视觉检测组件包括固定在机台上的第六支架、固定在第六支架上的相机组件和光源组件。
14.进一步的,下料机械手组件包括第七支架、固定在第七支架上的第三y轴直线模组、固定在第三y轴直线模组的滑块上的第二z轴直线模组、固定在第二z轴直线模组上的旋转轴组件、固定在旋转轴组件的旋转端的第二吸盘组件。
15.进一步的,机台上还设有ng收料组件,ng收料组件包括托盘移载组件、分别位于托盘移载组件两端部的托盘分料组件和托盘收料组件,托盘分料组件包括分别位于托盘移载组件两侧的空盘上料固定组件和空盘上料调节组件,托盘收料组件包括分别位于托盘移载组件两侧的满盘收料固定组件和满盘收料调节组件。
16.与现有技术相比,本实用新型的有益效果为:
17.(1)本实用新型的全自动外观检测机在检测移载机械手组件的下方设置有背面视觉检测组件,在交替检测平台组件的上方和一侧设置有正面视觉检测组件和边线视觉检测组件,不但实现了对产品背面的外观检测,同时也实现了对产品正面及边线的外观检测,一个产品经过三次检测有效降低了产品的漏检率。
18.(2)本实用新型的全自动外观检测机交替检测平台组件包括两个独立动作的第三吸板组件和第四吸板组件,交替时,控制一个吸板组件在高位,另外一个吸板组件在低位,实现了同时进行两个产品的检测,且互不干涉,提升了产品的检测效率。
附图说明
19.为了更清楚的说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见的,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
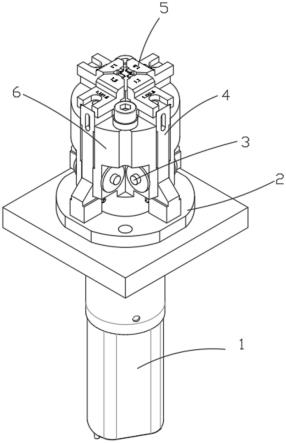
20.图1为本实用新型全自动外观检测机的整体结构图;
21.图2为本实用新型实施例中上料机械手组件结构图;
22.图3为本实用新型实施例中中转平台组件结构图;
23.图4为本实用新型实施例中检测移载机械手组件结构图;
24.图5为本实用新型实施例中背面视觉检测组件结构图;
25.图6为本实用新型实施例中交替检测平台组件结构图;
26.图7为本实用新型实施例中正面视觉检测组件结构图;
27.图8为本实用新型实施例中边线视觉检测组件结构图;
28.图9为本实用新型实施例中下料机械手组件结构图;
29.图10为本实用新型实施例中ng收料组件结构图;
30.图11为本实用新型实施例中空盘上料调节组件结构图;
31.其中:1-机台,2-上料机械手组件,21-第一y轴直线模组,22-第一z轴直线模组,
23-第一吸盘组件,24-第一支架,3-中转平台组件,31-第一x轴直线模组,32-第一吸板组件,4-检测移载机械手组件,41-第二y轴直线模组,42-第一吸板升降组件,43-第二吸板组件,44-第二支架,5-交替检测平台组件,51-第四支架,52-第二x轴直线模组,53-第三x轴直线模组,54-第二吸板升降组件,55-第一吸板横移组件,56-第三吸板组件,57-第四吸板组件,6-下料机械手组件,61-第七支架,62-第三y轴直线模组,63-第二z轴直线模组,64-旋转轴组件,65-第二吸盘组件,7-背面视觉检测组件,71-第三支架,72-第一线扫相机,73-第一固定轴,74-第一相机调节支架,8-正面视觉检测组件,81-第五支架,82-第二线扫相机,83-第二相机调节支架,84-正面检测光源,85-第二固定轴,9-边线视觉检测组件,91-相机组件,92-光源组件,93-第六支架,10-ng收料组件,101-托盘移载组件,1011-x轴直线滑轨,1012-移载架,1013-料盘承载板,102-托盘分料组件,1021-空盘上料固定组件,1022-空盘上料调节组件,1023-调节架,1024-第一升降气缸,1025-安装块,1026-横向伸缩气缸,103-托盘收料组件,1031-满盘收料固定组件,1032-满盘收料调节组件,1033-安装架,1034-卡盘组件,104-第一直线滑轨,105-第二直线滑轨。
具体实施方式
32.下面将结合本实用新型中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通的技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本实用新型的保护范围。
33.下面结合附图1至附图11以及具体实施例详细论述本实用新型。
34.如图1-11所示,本实用新型提供一种全自动外观检测机,包括机台1、依次设置于机台1上的上料机械手组件2、中转平台组件3、检测移载机械手组件4、交替检测平台组件5和下料机械手组件6,其中:检测移载机械手组件4的下方设置有背面视觉检测组件7;交替检测平台组件5的上方设置正面视觉检测组件8,交替检测平台组件5的一侧边设有边线视觉检测组件9。上料机械手组件2将待检产品搬运至中转平台组件3上,中转平台组件3将产品运输至检测移载机械手组件4的下方,并由检测移载机械手组件4吸附产品在背面视觉检测组件7的上方移动,实现对产品背面检测的目的,之后由检测移载机械手组件4将产品放置在交替检测平台组件5上,产品在交替检测平台组件5上移动,先后经过正面视觉检测组件8和边线视觉检测组件9,实现对产品正面和边线的外观检测,下料机械手组件6用于对检测完成的产品进行ok下料或ng下料。本实用新型通过交替检测平台组件5、正面视觉检测组件8、边线视觉检测组件9的设置实现了对产品的3次外观检测,通过3次检测有效降低了产品的漏检率。
35.优选的,本实施例中的上料机械手组件2、中转平台组件3、检测移载机械手组件4、交替检测平台组件5和下料机械手组件6环向设置在机台1上,整体结构紧凑,空间利用率较高。
36.以图1为参考,本实施例中规定机台1的长度方向为x轴方向,机台1的宽度方向为y轴方向。
37.具体的,本实施例中上料机械手组件2包括第一y轴直线模组21、固定在第一y轴直线模组21的滑块上的两个沿x轴方向并排设置的第一z轴直线模组22、固定在第一z轴直线
模组22的滑块上的第一吸盘组件23,且每个第一z轴直线模组22的滑块上各固定一个第一吸盘组件23,两个第一吸盘组件23可以单独沿z轴方向移动,并共同沿y轴方向移动,两个第一吸盘组件23的设置实现了同时对两个产品进行上料,第一y轴直线模组21通过第一支架24固定在机台1上。
38.具体的,本实施例中的中转平台组件3包括第一x轴直线模组31、固定在第一x轴直线模组31的滑块上的第一吸板组件32,第一吸板组件32有两个,第一吸盘组件23吸附的产品运动至第一吸板组件32的上方,通过第一z轴直线模组22上滑块的向下移动,将产品放置于第一吸板组件32上。
39.具体的,本实施例中的检测移载机械手组件4包括第二y轴直线模组41、固定在第二y轴直线模组41的滑块上的第一吸板升降组件42、与第一吸板升降组件42的升降端固定连接的第二吸板组件43,第一吸板升降组件42和第二吸板组件43均设有两个,与两个第一吸板组件32对应设置,两个第一吸板升降组件42可以单独沿z轴方向移动,共同沿y轴方向移动,第二y轴直线模组41通过第二支架44固定在机台上。优选的,第一吸板升降组42件为气缸组件,通过气缸驱动第二吸板组件43的上下运动。
40.具体的,本实施例中背面视觉检测组件7包括固定在机台1上的第三支架71以及活动设置在第三支架71上的第一线扫相机组件,第三支架71上架设有第一固定轴73,第一线扫相机组件包括第一线扫相机72和第一相机调节支架74,第一线扫相机72通过第一相机调节支架74转动连接在第一固定轴73上,且第一相机调节支架74上设有滑轨,第一线扫相机72通过滑块滑动设置在滑轨上,进而实现了第一线扫相机72的高度调节和角度调节。
41.具体的,本实施例中背面视觉检测组件7还包括背面检测光源(图中未显示),背面检测光源位于第一线扫相机组件的上方,在对产品进行背面外观检测时,背面检测光源为第一线扫相机提供光源。
42.具体的,本实施例中交替检测平台组件5包括第四支架51、固定在第四支架51两侧上的第二x轴直线模组52和第三x轴直线模组53,第二x轴直线模组52的滑块上固定有第二吸板升降组件54,第二吸板升降组件54的升降端上固定有第一吸板横移组件55,第一吸板横移组件55的移动端固定有第三吸板组件56,通过第二吸板升降组54件实现第三吸板组件56的升降,通过第一吸板横移组件55的移动实现第三吸板组件56的横移,进而可自由调节待检产品的位置。
43.具体的,本实施例中第三x轴直线模组53的滑块上固定有第三吸板升降组件,第三吸板升降组件的升降端上固定有第二吸板横移组件,第二吸板横移组件的移动端固定有第四吸板组件57,优选的第二吸板升降组件、第三吸板升降组件、第一吸板横移组件、第二吸板横移组件均可选为气缸组件。通过在交替检测平台组件5设置第三吸板组件56和第四吸板组件57实现了两个产品的同时检测,且第三吸板组件56和第四吸板组件57在交替时,通过第二吸板升降组件控制第三吸板组件56的高度,通过第三吸板升降组件控制第四吸板组件57的高度,在第三吸板组件56和第四吸板组件57沿x轴移动的过程中始终有一个在高位,一个在低位。
44.具体的,本实施例中正面视觉检测组件8包括固定在机台1上的第五支架81、固定在第五支架81上的第二线扫相机组件和正面检测光源84,第五支架81上架设有第二固定轴85,第二线扫相机组件包括第二线扫相机82和第二相机调节支架83,第二线扫相机82通过
第二相机调节支架83转动连接在第二固定轴85上,且第二相机调节支架83上设有滑轨,第二线扫相机82通过滑块滑动设置在滑轨上,进而实现了第二线扫相机82的高度调节和角度调节。正面检测光源84位于第二线扫相机组件的下方,在对产品进行正面外观检测时,正面检测光源84为第二线扫相机82提供光源。
45.具体的,本实施例中边线视觉检测9组件包括固定在机台1上的第六支架93、固定在第六支架93上的相机组件91和光源组件92,在对产品的侧边进行外观检测时,光源组件92为相机组件91提供光源。
46.具体的,本实施例中下料机械手组件6包括第七支架61、固定在第七支架61上的第三y轴直线模组62、固定在第三y轴直线模组62的滑块上的第二z轴直线模组63、固定在第二z轴直线模组63上的旋转轴组件64、固定在旋转轴组件64的旋转端的第二吸盘组件65,旋转轴组件64可带动第二吸盘组件65做旋转运动,第二z轴直线模组63带动第二吸盘组件65做上下运动。
47.具体的,本实施例中机台1上还设有ng收料组件10,ng收料组件10包括托盘移载组件101、分别位于托盘移载组件101两端部的托盘分料组件102和托盘收料组件103,托盘分料组件102包括分别位于托盘移载组件101两侧的空盘上料固定组件1021和空盘上料调节组件1022,托盘收料组件103包括分别位于托盘移载组件101两侧的满盘收料固定组件1031和满盘收料调节组件1032,机台1上设有沿y轴延伸的两个第一直线滑轨104和两个第二直线滑轨105,空盘上料调节组件1022滑动连接在两个第一直线滑轨104上,满盘收料调节组件1032滑动连接在两个第二直线滑轨105上,通过调节空盘上料固定组件1021和空盘上料调节组件1022之间的距离、满盘收料固定组件1031和满盘收料调节组件1032之间的距离,使该ng收料组件10可匹配不同大小的料盘,从而实现对不同尺寸产品的外观检测。
48.具体的,本实施例中托盘移载组件101包括固定在机台1上沿x轴方向延伸的x轴直线滑轨1011,滑动设置在x轴直线滑轨1011上的移载架1012,移载架1012上固定有顶升气缸,顶升气缸的伸缩端固定有料盘承载板1013,顶升气缸驱动料盘承载板1013上下移动,以便运输空料盘至第二吸盘组件65的下方。
49.具体的,本实施例中空盘上料调节组件1022包括滑动在第一直线滑轨104上的调节架1023、固定在调节架1023上第一升降气缸1024、与第一升降气缸1024升降端固定连接的安装块1025,安装块1025上固定有横向伸缩气缸1026,横向伸缩气缸1026的伸缩端固定有分料板,分料板将最底层的料盘分割至料盘承载板1013上。
50.具体的,本实施例中满盘收料调节组件1032包括滑动在第二直线滑轨105上的安装架1033、固定在安装架1033上端的卡盘组件1034,卡盘组件1034包括卡板,卡板将收料后的料盘从料盘承载板1013上分割出来,使料盘承载板1013回位继续进行ng产品的装盘动作。
51.本实用新型的工作原理如下:首先产品由第一吸盘组件23吸取并在第一y轴直线模组21上沿y轴方向移动至第一吸板组件32上,第一吸板组件32沿x轴方向移动至第二吸板组件43的下方,第二吸板组件43下降吸取产品,在第二y轴直线模组41上沿y轴方向移动,移动过程中,第二吸板组件43上的产品匀速经过背面视觉检测组件7进行背面图像采集,背面图像采集完成后,第二吸板组件43将产品放置在交替检测平台组件5上的第三吸板组件56和第四吸板组件57上进行固定,接着第三吸板组件56和第四吸板组件57载着产品在第二x
轴直线模组52和第三x轴直线模组53上沿x轴方向移动,移动过程中,第三吸板组件56和第四吸板组件57上的产品匀速经过正面视觉检测组件8和边线视觉检测组件9进行正面图像采集和边线图像采集,产品经三次图像采集完成后经过视觉软件计算输出产品的检测结果,检测结果ok则由下料机械手组件6将产品吸取到后面的工序,检测结果ng,则有下料机械手6将产品吸取至ng收料组件10上的空料盘中。
52.以上借助具体实施例对本实用新型做了进一步描述,但是应该理解的是,这里具体的描述,不应理解为对本实用新型的实质和范围的限定,本领域内的普通技术人员在阅读本说明书后对上述实施例做出的各种修改,都属于本实用新型所保护的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。