1.本实用新型涉及夹具的技术领域,特别涉及一种自动调节定位夹具。
背景技术:
2.电容笔是利用导体材料制作的具有的导电特性、用来触控电容式屏幕完成人机对话操作用的笔,适用于各种通过可操控的电容屏幕控制的电子产品。电容笔在成产时由于工艺需求以及便于生产的原因,通常会将笔头段(笔尖)和笔尾段独立生产,最后再将两者对接并通过至少270
°
的焊接固定连为一体,形成最终形态。
3.电容笔在焊接时,需要专用的夹具对笔头段和笔尾段进行固定,再配合焊接设备进行焊接。企业中常采用独立的两个夹具分别夹紧笔头段和笔尾段,然后进行第一次焊接,焊接完成后再松开两个夹紧并翻转半成品,再对另一面进行焊接。采用双夹具夹紧的方式不仅步骤繁琐,效率低下,并且对于笔头段和笔尾段之间的对接精度难以把控,产品质量难以保证。
4.公开号为cn 103801878 a的发明专利申请公开了一种汽车前缓冲梁分总成焊接可旋转工装夹具,包括底座,底座的右侧设有翻转电机与减速机箱,左侧设有翻转底板组件,六向调节主定位机构、左侧面压紧气缸机构、六向调节辅助定位机构机、右侧面压紧气缸机构、正面压紧气缸机构、压紧手钳、托料气缸机构、压紧气缸控制阀和托料气缸控制阀安装在翻转底板组件上并通入气压并将汽车前缓冲梁分总成压紧,脚踏开关控制翻转电机转动,翻转底板组件根据焊接工位旋转 0-270
º
,实施焊接作业。
5.上述申请虽然能够带动产品进行翻转,与焊接设备配合实现焊接工作,然而其采用气动用机械的方式从各个方向夹紧产品,整体构造也仅适用于类似汽车前缓冲梁分总成等大件产品的焊接工作。面对电容笔等小件产品时,采用气缸进行压紧无疑会容易造成产品的损伤,而且整体结构较为庞大臃肿,另外,不具备对分段式产品进行对位的功能,从而使得焊接的精度受到限制,具有局限性。
技术实现要素:
6.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种设计合理、不易压伤产品、具有自动调节定位功能且有利于提高焊接精度的自动调节定位夹具。
7.本实用新型所采用的技术方案是:本实用新型包括固定座,所述固定座一侧设置有dd马达,所述dd马达的动作端设置有旋转座,所述旋转座上设置有xy轴电动滑台、笔头夹紧组件和笔尾夹紧组件,所述xy轴电动滑台和所述笔尾夹紧组件设置在所述旋转座的两端,所述笔头夹紧组件设置在所述xy轴电动滑台上,所述笔尾夹紧组件位于所述笔头夹紧组件的一侧且相互配合,所述笔尾夹紧组件和所述笔头夹紧组件之间设有间隙。
8.进一步,本实用新型还包括连接夹子,所述连接夹子与所述笔头夹紧组件及所述笔尾夹紧组件相配合,所述连接夹子包括第一夹片、第二夹片、铰接销和夹子扭簧,所述第一夹片和所述第二夹片的中部通过所述铰接销铰接,所述夹子扭簧套设在所述铰接销上,
所述第一夹片和所述第二夹片的下端内侧开设有相适配的产品夹槽。
9.进一步,所述笔头夹紧组件包括笔头夹座,所述笔头夹座上开设有笔头放置槽,所述笔头夹座的后端铰接有若干笔头压板,所述笔头压板与铰接在所述笔头夹座前端的浮动卡扣相配合。
10.进一步,所述笔尾夹紧组件包括笔尾夹座,所述笔尾夹座上开设有与所述笔头放置槽相配合的笔尾放置槽,所述笔尾放置槽远离所述笔头放置槽的一侧设置有限位挡块,所述笔尾夹座的后端铰接有笔尾压板,所述笔尾压板与铰接在所述笔尾夹座前端的浮动压片相配合,所述笔尾压板上浮动设置有与所述笔尾放置槽相配合的浮动压块。
11.进一步,所述旋转座上还设置有z轴电动滑台,所述z轴电动滑台上设置有旋转电动滑台,所述笔尾夹紧组件设置在所述旋转电动滑台上。
12.进一步,所述笔尾压板的上端设置有椭圆拉块和拉块座,所述椭圆拉块的下端设置有连接圆柱,所述拉块座上开设有与所述椭圆拉块相适配的椭圆槽,所述浮动压块的下端开设有阶梯孔,所述阶梯孔内设置有等高螺丝,所述等高螺丝上套设有转动轴承,所述连接圆柱穿过所述拉块座、所述笔尾压板并与所述等高螺丝穿出所述浮动压块的一端连接,所述笔尾压板和所述浮动压块之间设置有伸缩弹簧。
13.进一步,所述旋转座的左端通过转轴和轴承与所述固定座转动连接,所述旋转座的右端与所述dd马达的动作端连接。
14.进一步,所述z轴电动滑台和所述xy轴电动滑台之间设置有光源,所述光源位于所述间隙的下方。
15.本实用新型的有益效果是:本实用新型通过笔头夹紧组件和笔尾夹紧组件分别对电容笔的笔头段和笔尾段进行夹紧,再由xy轴电动滑台带动笔头夹紧组件进行移动从而对笔头段进行微调以精准对接笔尾段,笔头段和笔尾段对对接处处在笔尾夹紧组件和笔头夹紧组件之间的间隙中,以便于焊接设备进行焊接工作;焊接时,夹具整体处在焊接设备的焊接工位上,然后dd马达带动旋转座进行转动,从而使得笔头段和笔尾段进行转动与焊接设备配合实现焊接工作,而旋转座转动角度至少达到270
°
,在焊接设备的焊接作用下可实现270
°
焊接。由上述可见,本实用新型整体设计合理,分别采用不同的夹紧组件对笔头段和笔尾段进行夹紧,适配性好,能够防止压伤产品,具有微调能力,与视觉模组配合可实现自动调节定位,保证笔头段与笔尾段的精准对接,有利于提高焊接精度。
附图说明
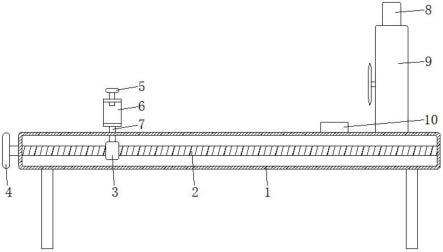
16.图1是本实用新型的立体结构示意图;
17.图2是本实用新型另一角度的立体结构示意图;
18.图3是本实用新型所述笔头夹紧组件的立体结构示意图;
19.图4是本实用新型所述笔尾夹紧组件的立体结构示意图;
20.图5是本实用新型所述笔尾夹紧组件的爆炸图;
21.图6是本实用新型所述连接夹子的爆炸图。
具体实施方式
22.如图1至图6所示,在本实施例中,所述自动调节定位夹具包括固定座1,所述固定
座1呈u型,所述dd马达2固定在所述固定座1的右侧,所述旋转座3的左端与所述固定座1的左端转动连接,所述旋转座3的右端与所述dd马达2的动作端连接,因此所述旋转座3在所述dd马达2的驱动下可以进行翻转动作;所述旋转座3呈u型,所述旋转座3的左端设置有xy轴电动滑台4,用于带动所述笔头夹紧组件5进行x轴方向和y轴方向进行移动,从而实现微调;所述笔头夹紧组件5用于夹紧电容笔的笔头段,其设置在所述xy轴电动滑台4的动作端,因此能够在所述xy轴电动滑台4的带动下进行位置调整,以调节笔头段的位置;所述笔尾夹紧组件6用于夹紧电容笔的笔尾段,其设置在所述旋转座3的右端并且与所述笔头夹紧组件5配合,实现笔头段和笔尾段的对接;所述笔尾夹紧组件6和所述笔头夹紧组件5之间设有间隙,以让出空间,使得笔头段和笔尾段的对接能够处在无干涉的空间内,同时便于焊接设备进行焊接工作。所述xy轴电动滑台4与外部视觉模组配合,从而能够保证笔头段与笔尾段之间的对接精准,实现自动调节定位。
23.在本实施例中,所述自动调节定位夹具还包括连接夹子7,所述连接夹子7与所述笔头夹紧组件5及所述笔尾夹紧组件6相配合,所述连接夹子7包括第一夹片71、第二夹片72、铰接销73和夹子扭簧74,所述第一夹片71和所述第二夹片72的中部通过所述铰接销73铰接,所述夹子扭簧74套设在所述铰接销73上,所述第一夹片71和所述第二夹片72的下端内侧开设有相适配的产品夹槽75。所述连接夹子7为活动设置,用于对笔头段和笔尾段进行预对接,即在放置笔头段和笔尾段前,通过所述连接夹子7将笔头段和笔尾段对接并夹紧,然后再同时将笔头段和笔尾段分别放置在所述笔头夹紧组件5和所述笔尾夹紧组件6上,所述间隙大于所述连接夹子7的宽度,以便于所述连接夹子7放置;所述第一夹片71和所述第二夹片72通过所述铰接销73实现相铰接,再通过所述夹子扭簧74获得夹紧效果,所述第一夹片71和所述第二夹片72的相对内侧开设所述产品夹槽75与笔头段及笔尾段适配,以便于实现夹紧预对接。通过所述连接夹子7,可以在工作时快速取放产品,提高工作效率。另外,所述旋转座3的后端设有缺口,以让位于焊接设备,避免干涉。
24.在本实施例中,所述笔头夹紧组件5包括笔头夹座51,所述笔头夹座51上开设有笔头放置槽52,所述笔头夹座51的后端铰接有若干笔头压板53,所述笔头压板53与铰接在所述笔头夹座51前端的浮动卡扣54相配合。所述笔头夹座51固定在所述旋转座3的左端,并且其上端面开设有横向贯通的所述笔头放置槽52用于笔头段的放置,所述笔头压板53的数量为两张,两张所述笔头压板53均通过销轴和扭簧铰接在所述笔头夹座51的后端,从而能够进行翻转且具有浮动效果;所述浮动卡扣54的数量为两个且对应设置在所述笔头夹座51的前端,所述浮动卡扣54同样通过销轴和扭簧铰接在所述笔头夹座51上,因此所述浮动卡扣54也具有相同的作用;在工作时,笔头段放置在所述笔头放置槽52上后,翻转所述笔头压板53,令所述笔头压板53盖合在所述笔头夹座51上,然后通过所述浮动卡扣54将所述笔头压板53固定锁扣,使得所述笔头压板53压紧笔头段,实现夹紧。
25.在本实施例中,所述笔尾夹紧组件6包括笔尾夹座61,所述笔尾夹座61上开设有与所述笔头放置槽52相配合的笔尾放置槽62,所述笔尾放置槽62远离所述笔头放置槽52的一侧设置有限位挡块63,所述笔尾夹座61的后端铰接有笔尾压板64,所述笔尾压板64与铰接在所述笔尾夹座61前端的浮动压片65相配合,所述笔尾压板64上浮动设置有与所述笔尾放置槽62相配合的浮动压块66。所述笔尾夹座61的上端面开设所述笔尾放置槽62用于笔尾段的放置,所述限位挡块63设置在所述笔尾放置槽62的右端,用于笔尾段的横向定位,所述笔
尾压板64通过销轴和扭簧铰接在所述笔尾夹座61的后端,从而获得翻转及浮动的效果,所述浮动压片65通过销轴和扭簧铰接在所述笔尾夹座61的前端,从而能够与所述笔尾压板64配合实现锁紧;所述浮动压块66设置在所述笔尾压板64的下端且向下浮动,因此当所述笔尾压板64压合时,所述浮动压块66将会持续对笔尾段进行施压,使得笔尾段被固定在所述笔尾放置槽62内。
26.在本实施例中,所述旋转座3上还设置有z轴电动滑台8,所述z轴电动滑台8上设置有旋转电动滑台9,所述笔尾夹紧组件6设置在所述旋转电动滑台9上。所述z轴电动滑台8用于调节所述笔尾夹紧组件6的高度,所述旋转电动滑台9用于调节所述笔尾夹紧组件6的角度,从而使得夹紧在所述笔尾夹紧组件6上的笔尾段与笔头段精准对接,保证焊接精度。
27.在本实施例中,所述笔尾压板64的上端设置有椭圆拉块67和拉块座68,所述椭圆拉块67的下端设置有连接圆柱69,所述拉块座68上开设有与所述椭圆拉块67相适配的椭圆槽610,所述浮动压块66的下端开设有阶梯孔,所述阶梯孔内设置有等高螺丝611,所述等高螺丝611上套设有转动轴承612,所述连接圆柱69穿过所述拉块座68、所述笔尾压板64并与所述等高螺丝611穿出所述浮动压块66的一端连接,所述笔尾压板64和所述浮动压块66之间设置有伸缩弹簧613。所述拉块座68设置在所述笔尾压板64的上端,所述椭圆拉块67设置在所述拉块座68上,所述椭圆拉块67通过所述连接圆柱69与所述等高螺丝611的上端连接,所述等高螺丝611对所述转动轴承612进行限位同时使得所述浮动压块66与所述椭圆拉块67实现连接,所述转动轴承612与所述等高螺丝611的光轴段配合而具有流畅的转动效果,所述浮动压块66通过两根所述伸缩弹簧613而获得向下的浮动效果,所述椭圆槽610用于适配所述椭圆拉块67,以使得所述椭圆拉块67具有向下移动的空间;工作时,若所述椭圆拉块67搭放在所述拉块座68上,那么此时所述浮动压块66被向上拉升,所述伸缩弹簧613压缩,所述浮动压块66没有压紧笔尾段,此时旋动所述椭圆拉块67使其落入所述椭圆槽610,所述浮动压块66将在所述伸缩弹簧613的弹力作用下向下压紧,从而压紧笔尾段;所述椭圆拉块67旋动时,由于所述等高螺丝611与所述转动轴承612的配合,所述浮动压块66并不会进行随动,因此可有效保障结构精度。
28.在本实施例中,所述旋转座3的左端通过转轴和轴承与所述固定座1转动连接,所述旋转座3的右端与所述dd马达2的动作端连接。所述旋转座3通过所述转轴与所述轴承之间的配合,可以取得好的旋转配合,令所述旋转座3在转动时动作流畅无阻滞。
29.在本实施例中,所述z轴电动滑台8和所述xy轴电动滑台4之间设置有光源10,所述光源10位于所述间隙的下方。所述光源10用于补充亮度,使得外部视觉模组或工业相机能够获得更好的成像效果,保证自动调节定位的实现。
30.需要说明的是,笔头段和笔尾段放置在笔头放置槽52和笔尾放置槽62上时,两者的中心轴线与所述旋转座3的旋转中心线同心,因此笔头段和笔尾段在所述旋转座3翻转时作旋转运动。
31.本实用新型的工作原理是:
32.工人取笔头段和笔尾段并通过连接夹子7夹紧实现预对接,然后将连接夹子7放置在笔头夹紧组件5和笔尾夹紧组件6之间,此时笔头段和笔尾段分别处在笔头放置槽52和笔尾放置槽62内,然后将连接夹子7向右移动使得笔尾段与限位挡块63接触实现初定位;
33.随后将笔头压板53盖合并通过浮动卡扣54锁定,实现笔头段的压紧,再将笔尾压
板64盖合并通过浮动压片65锁定,随后旋动椭圆拉块67使其落入椭圆槽610内,令浮动压块66将笔尾段压紧固定在笔尾放置槽62内,随后取走连接夹子7;
34.随后,外部视觉模组进行拍摄,xy轴电动滑台4、z轴电动滑台8和旋转电动滑台9根据成像效果进行动作,使得自动调节定位,使得笔头段和笔尾段之间精准对接,然后焊接工作进行焊接工作;
35.焊接完毕后,拉升椭圆拉块67并旋动使其搭放在拉块座68上,然后打开浮动卡扣54和浮动压片65,笔头压板53和笔尾压板64自动弹开,工人即可取料;取料时,采用连接夹子7夹持成品,可避免烫伤或直接与产品接触。
36.虽然本实用新型的实施例是以实际方案来描述的,但是并不构成对本实用新型含义的限制,对于本领域的技术人员,根据本说明书对其实施方案的修改及与其他方案的组合都是显而易见的。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。