1.本实用新型属于工装技术领域,特别是涉及一种冲孔工装。
背景技术:
2.现在大部分板类零件上有开设孔的加工需求,按照板类零件孔类加工方式的不同可以分为:钻孔和冲孔。数控钻孔:形位精度高、设备成本高,刀具成本高、效率高;普通钻孔:形位精度一般、设备成本一般,刀具成本高、效率一般;普通冲孔:加工效率高,设备成本低、刀具成本低、形位精度低。
3.采用钻孔会造成刀具、设备成本的直线上升和劳动效率降低,普通冲孔又有形位精度低的缺点,所以在孔加工中设计出了冲孔工装。但目前的冲孔工装对于对称型孔的位置需要人工去测量,每冲孔一次需要核对对称孔的距离、精度等,造成冲孔时间慢、冲孔形位精度低,对于成本控制要求较高和效率要求高的板类零件加工就不能适应,成为制约冲孔工艺实施的掣肘。
技术实现要素:
4.针对现有技术存在的不足,本实用新型所要解决的技术问题是提供一种能够适应成本控制要求较高、提高冲孔效率、同时节省生产成本的较高精度型的冲孔工装。
5.为解决上述技术问题,本实用新型所采取的技术方案是:一种冲孔工装,包括工装基座,所述工装基座中心设有冲孔基座,所述冲孔基座一侧设有安装于工装基座上的定位支撑板,所述定位支撑板顶面设有定位比尺;所述定位比尺的顶面与所述冲孔基座顶面相接形成有用以放置待冲孔工件的放置面;所述定位比尺上设有定位销,所述定位销用以定位固定待冲孔工件。
6.进一步地,所述工装基座中心开设有安装槽,所述冲孔基座安装于安装槽内;所述冲孔基座中心设有冲孔基座贯穿孔,所述安装槽内设有与冲孔基座贯穿孔连通的安装槽贯穿孔。
7.进一步地,所述冲孔基座由a部、b部、c部、d部连接呈“十”字形结构;
8.所述a部上设有a部安装孔、所述b部上设有b部安装孔、所述c部上设有c部安装孔、所述d部上设有d部安装孔。
9.进一步地,所述定位支撑板上设有支撑板安装孔,所述工装基座上设有与支撑板安装孔对应的基座安装孔。
10.进一步地,所述定位比尺两端对称设有比尺安装孔,任意一端的所述比尺安装孔与d部的d部安装孔或b部的b部安装孔对应。
11.进一步地,所述定位比尺中心横向设有若干个定位销安装孔,所述定位销安装于任意一个所述定位销安装孔内。
12.本实用新型冲孔工装的优点是:
13.1、本实用新型冲孔工装,工装用来对板类零件相对型孔进行冲孔,可以安装到最
老旧的冲床,将成型孔形位合格率可提升到90%,相对普通冲孔工装的成型孔合格率50%,废品率降低了80%;工装更换调试时间<1.5h,冲孔效率19s/个,该工装综合冲孔效率相可以达到普通冲孔效率的87%;工装使用寿命30000孔≥件,综合成本≈0.34元/孔;工装模具成本≤230元/月。
附图说明
14.图1为本实用新型结构示意图;
15.图2为本实用新型工装基座与冲孔基座结构示意图;
16.图3为本实用新型图2中的b-b向结构示意图;
17.图4为本实用新型定位支撑板结构示意图;
18.图5为本实用新型定位比尺结构示意图;
19.图6为本实用新型图5中的a-a向结构示意图;
20.图7为本实用新型使用时结构示意图。
具体实施方式
21.下面结合附图对本实用新型作进一步详细说明。
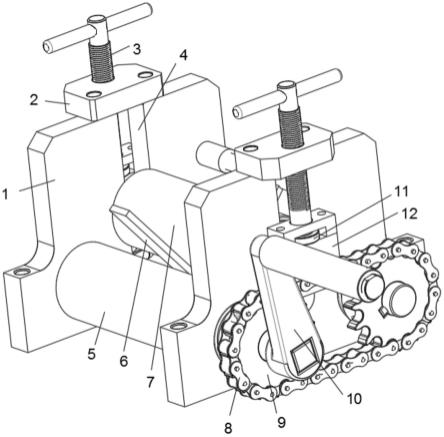
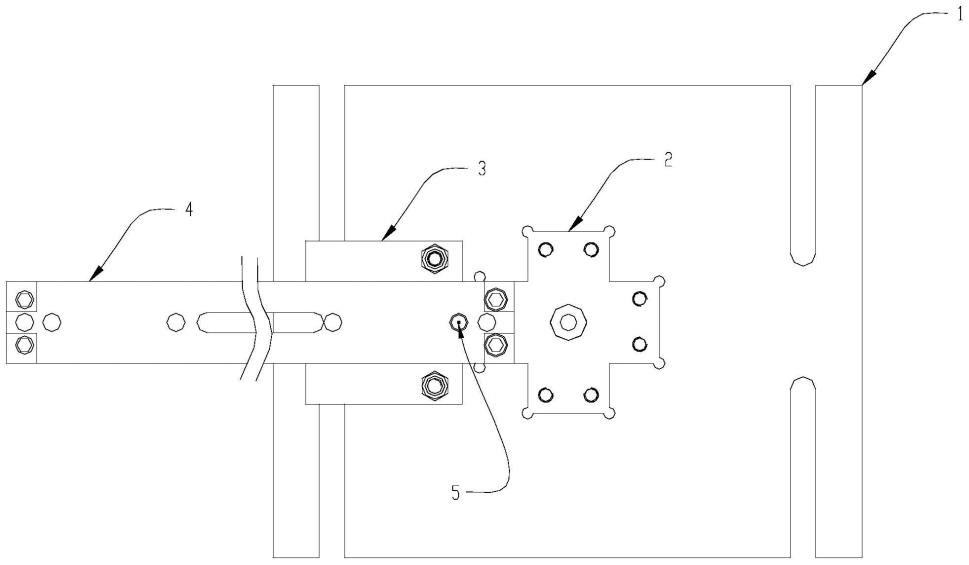
22.具体请参照图1-7所示:
23.一种冲孔工装,包括工装基座1,所述工装基座1中心设有冲孔基座2,所述冲孔基座2一侧设有安装于工装基座1上的定位支撑板3,所述定位支撑板3顶面设有定位比尺4;定位支撑板3用来补齐定位比尺4与冲孔基座2顶面之间的高度差、同时也起到对定位比尺4的支撑作用;所述定位比尺4的顶面与所述冲孔基座2顶面相接形成有用以放置待冲孔工件的放置面;通过放置面可将待冲孔工件平整的放置,对冲孔的精准度得到保障;所述定位比尺4上设有定位销5,所述定位销5用以定位、固定待冲孔工件;定位销5用来将待冲孔工件上已加工的孔定位于定位比尺4上,定位比尺4根据待冲孔工件予加工孔和已加工孔相对位置距离,在定位比尺4上加工出等距离的定位销5安装位置。
24.进一步地,工装基座1中心开设有安装槽11,所述冲孔基座2安装于安装槽11内;安装槽11用以固定冲孔基座2、同时防止冲孔基座2发生位移,安装槽11的深度等于b部23 与d部25对称形成横向结构高度减去定位支撑板3高度;所述冲孔基座2中心设有冲孔基座贯穿孔21,所述安装槽11内设有与冲孔基座贯穿孔21连通的安装槽贯穿孔12;冲床工作时,冲头下降对待冲孔工件冲压,冲头持续下降进入冲孔基座贯穿孔21与安装槽贯穿孔12相连通的通道内。
25.进一步地,冲孔基座2由a部22、b部23、c部24、d部25连接呈“十”字形结构;a部22与c部24对称形成竖向结构,b部23 与d部25对称形成横向结构,竖向结构的高度大于横向结构,两者之间的高度差等于定位比尺4的高度;所述a部22上设有a部安装孔221、所述b部23上设有b部安装孔231、所述c部24上设有c部安装孔241、所述d部25上设有d部安装孔251; a部安装孔221和c部安装孔241与工装基座1上对应位置开设安装孔用来安装螺栓、螺丝或其他固定件将冲孔基座2固定于工装基座1上;d部安装孔251用以与定位比尺4上的比尺安装孔41安装螺栓、螺丝或其他固定件使用,当d部安装孔251损坏时可以将冲孔基座2旋转180
°
后,由b部安装孔231继续与定位比尺4配合使用,这样节省了企业生产成本,提高了冲孔基
座2的使用寿命。
26.进一步地,所述定位支撑板3上设有支撑板安装孔31,所述工装基座1上设有与支撑板安装孔31对应的基座安装孔13;支撑板安装孔31与基座安装孔13通过螺栓、螺丝或其他固定件实现定位支撑板3与工装基座1的固定连接。
27.进一步地,所述定位比尺4两端对称设有比尺安装孔41,任意一端的所述比尺安装孔41与d部25的d部安装孔251或b部23的b部安装孔231对应,通过螺栓、螺丝或其他固定件实现固定连接;
28.进一步地,所述定位比尺4中心横向设有若干个定位销安装孔42,所述定位销5安装于任意一个所述定位销安装孔42内;待冲孔工件上加工孔为相对型,两孔之间的距离是固定的,因此在定位比尺4上对于定位销安装孔42的分布是根据不同型号的相对型待冲孔工件上孔距进行的设置,也就是定位销安装孔42与冲头垂直于待冲孔工件的位置正好等于待冲孔工件予加工的孔。
29.本技术中板类零件与待冲孔工件虽然叫法不同,但属于同一种。在此具体以加工产品板簧为例进行使用时的说明,参照图7:
30.板簧6在使用工装之前,会预先加工一个孔、下述统称为预先加工孔61,然后根据预先加工孔61位置测量出相对另一侧待冲孔62位置,计算出两个孔之间的距离;然后选择合适的定位比尺4、接下来所有同一型号规格的板簧6均直接使用此工装加工、无需每冲孔一次核准一下孔的位置;定位比尺4安装于工装基座1上,板簧6放置于定位比尺4与冲孔基座2构成的放置面上,板簧6的预先加工孔61与定位比尺4上的定位销安装孔42对齐装入定位销5,此时板簧6已被定位固定,观察发现预先加工孔61与冲头7垂直于板簧6的位置正好等于待冲孔62位置;启动冲床,冲头7下降完成对板簧6的冲孔。
31.上面结合附图对本实用新型进行了示例性描述,显然本实用新型的具体实现并不受上述实施方式的限制。本领域技术人员可在不偏离本实用新型技术构思的前提下,对本实用新型作出各种修改或变型,这些修改或变型当然也落入本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。