1.本实用新型涉及新能源电池生产设备技术领域,特别涉及一种同向极耳圆柱电池的负极耳焊接装置。
背景技术:
2.环境污染和能源短缺等问题近年来日渐突出。锂离子电池因其绿色环保、高能量密度、低自放电、长循环寿命等诸多优点,已在通讯及电子器件、储能电站、新能源汽车等领域中广泛使用。其中圆柱电池是锂离子电池的一种常见形式。
3.在进行圆柱电池的装配时,成熟的技术方案多采用具有异向极耳的卷芯入壳,通过极耳点底焊接的方式,使用焊针通过卷芯上的卷针小孔到达底部与负极耳接触进行极耳与钢壳的焊接。内部结构复杂且容易造成正负极片之间的隔膜错位,焊接效果难以观察等问题,同时需要增加搅孔及烫孔工序,增加设备成本且降低生产效率。关技术中对应采用同向极耳的卷芯入壳来解决上述问题,将卷芯放入到钢壳后,正极耳与负极耳位于卷芯靠近钢壳开口的同一端,通过激光焊的方式将正极耳与盖帽上的正极柱连接,将负极耳与钢壳内壁焊接,最后将盖帽盖合焊接在钢壳开口处,结构简单,能够大幅提高效率。
4.采用相关技术中的同向极耳焊接方式,虽然解决了异向极耳焊接的缺陷,但是在进行负极耳与钢壳内壁的焊接时,由于卷芯与钢壳之间缺乏固定,在焊接过程中负极耳与钢壳之间容易发生相对偏移,导致焊接位置出现偏差,焊接稳定性差,影响焊接完成后的产品良率。
技术实现要素:
5.本实用新型实施例提供了一种同向极耳圆柱电池的负极耳焊接装置,能够解决在进行同向极耳圆柱电池的负极耳焊接时,焊接稳定性差容易出现焊接位置偏差的问题,提高焊接完成后的产品良率。所述技术方案如下:
6.本实用新型实施例提供了一种同向极耳圆柱电池的负极耳焊接装置,包括:
7.底座、找正滚轮、夹持座、定位挡停组件和控制器,所述找正滚轮和所述定位挡停组件均与所述控制器电连接,
8.所述底座上具有安装面,所述找正滚轮和所述夹持座均位于所述安装面上方,所述找正滚轮和所述夹持座分别位于所述安装面的两端,所述找正滚轮的转轴垂直于所述安装面,所述夹持座靠近所述找正滚轮的一侧具有用于与圆柱电池的钢壳相匹配的圆弧凹槽,
9.所述定位挡停组件包括激光定位器和负极挡停装置,所述激光定位器设置于所述安装面上方,所述负极挡停装置包括第一驱动装置和卡接块,所述第一驱动装置设置于所述夹持座上方,所述卡接块与所述第一驱动装置连接,所述卡接块面向所述安装面的一侧凸出设置有阻挡块和卡块,所述阻挡块和所述卡块沿所述圆弧凹槽的径向间隔布置,所述阻挡块和所述卡块的间距与所述钢壳的厚度相匹配,所述控制器被配置为能够在所述激光
定位器定位到所述圆柱电池的卷芯正极耳后,控制所述第一驱动装置驱动所述卡接块在垂直于所述安装面的方向上升降。
10.可选地,在垂直于所述安装面的方向上,所述阻挡块的长度大于所述卡块的长度。
11.可选地,所述夹持座上具有与所述卡块相匹配的卡接槽。
12.可选地,所述卡接槽位于所述圆弧凹槽的弧底处。
13.可选地,所述阻挡块与所述卡块的间距可调。
14.可选地,所述安装面上具有用于与所述钢壳相匹配的圆形凹槽。
15.可选地,所述同向极耳圆柱电池的负极耳焊接装置还包括第二驱动装置,所述夹持座与所述第二驱动装置连接,所述第二驱动装置被配置为能够驱动所述夹持座在平行于所述安装面的方向上移动,以调整所述夹持座与所述找正滚轮的间距。
16.可选地,所述第一驱动装置和所述第二驱动装置为气缸或者电缸。
17.可选地,所述找正滚轮为塑胶滚轮。
18.可选地,所述夹持座和所述卡接块为塑料制件。
19.本实用新型实施例提供的技术方案带来的有益效果至少包括:
20.采用该同向极耳圆柱电池的负极耳焊接装置,可以在圆柱电池的钢壳和卷芯放置到底座上后,利用控制器控制找正滚轮和定位挡停组件共同工作以对钢壳和卷芯的相对姿态进行调整,以找准负极耳在钢壳内的准确焊接位置。同时利用夹持座和负极挡停装置对钢壳进行抵接支撑,方便进行负极耳与钢壳的内侧壁进行焊接连接。能够解决在进行同向极耳圆柱电池的负极耳焊接时,焊接稳定性差容易出现焊接位置偏差的问题,提高焊接完成后的产品良率。
附图说明
21.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
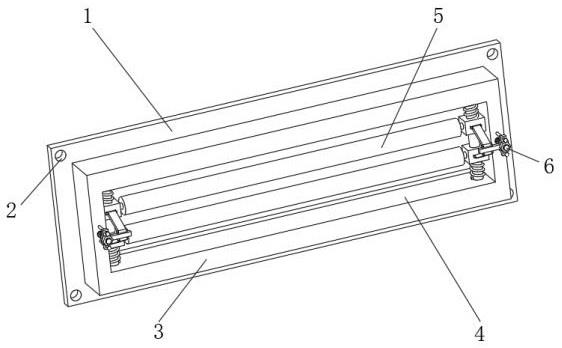
22.图1是本实用新型实施例提供的同向极耳圆柱电池的负极耳焊接装置一侧的立体结构示意图;
23.图2是本实用新型实施例提供的同向极耳圆柱电池的负极耳焊接装置的另一侧的立体结构示意图;
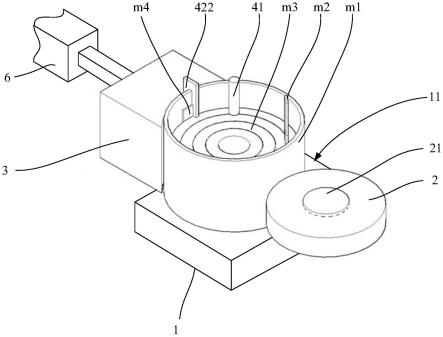
24.图3是本实用新型实施例提供的同向极耳圆柱电池的负极耳焊接装置的局部结构剖面图;
25.图4是本实用新型实施例提供的同向极耳圆柱电池的负极耳焊接装置的俯视结构示意图;
26.图5是本实用新型实施例提供的底座的结构示意图;
27.图6是本实用新型实施例提供的负极挡停装置的结构示意图;
28.图7是本实用新型实施例提供的同向极耳圆柱电池的负极耳焊接装置的控制结构框图。
29.图中:
30.1-底座;2-找正滚轮;3-夹持座;4-定位挡停组件;5-控制器;6-第二驱动装置;7-偏心点焊电极;11-安装面;21-转轴;31-圆弧凹槽;32-卡接槽;41-激光定位器;42-负极挡停装置;111-圆形凹槽;421-驱动装置;422-卡接块;4221-阻挡块;4222-卡块;m-圆柱电池;m1-钢壳;m2-正极耳;m3-卷芯;m4-负极耳。
具体实施方式
31.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型实施方式作进一步地详细描述。
32.在进行圆柱电池的装配时,成熟的技术方案多采用具有异向极耳的卷芯入壳,通过极耳点底焊接的方式,使用焊针通过卷芯上的卷针小孔到达底部与负极耳接触进行极耳与钢壳的焊接。内部结构复杂且容易造成正负极片之间的隔膜错位,焊接效果难以观察等问题,同时需要增加搅孔及烫孔工序,增加设备成本且降低生产效率。关技术中对应采用同向极耳的卷芯入壳来解决上述问题,将卷芯放入到钢壳后,正极耳与负极耳位于卷芯靠近钢壳开口的同一端,通过激光焊的方式将正极耳与盖帽上的正极柱连接,将负极耳与钢壳内壁焊接,最后将盖帽盖合焊接在钢壳开口处,结构简单,能够大幅提高效率。
33.采用相关技术中的同向极耳焊接方式,虽然解决了异向极耳焊接的缺陷,但是在进行负极耳与钢壳内壁的焊接时,由于卷芯与钢壳之间缺乏固定,在焊接过程中负极耳与钢壳之间容易发生相对偏移,导致焊接位置出现偏差,焊接稳定性差,影响焊接完成后的产品良率。
34.图1是本实用新型实施例提供的同向极耳圆柱电池的负极耳焊接装置一侧的立体结构示意图。图2是本实用新型实施例提供的同向极耳圆柱电池的负极耳焊接装置的另一侧的立体结构示意图。图3是本实用新型实施例提供的同向极耳圆柱电池的负极耳焊接装置的局部结构剖面图。图4是本实用新型实施例提供的同向极耳圆柱电池的负极耳焊接装置的俯视结构示意图。图5是本实用新型实施例提供的底座的结构示意图。图6是本实用新型实施例提供的负极挡停装置的结构示意图。图7是本实用新型实施例提供的同向极耳圆柱电池的负极耳焊接装置的控制结构框图。如图1至7所示,通过实践,本技术人提供了一种同向极耳圆柱电池的负极耳焊接装置,包括:底座1、找正滚轮2、夹持座3、定位挡停组件4和控制器5。找正滚轮2和定位挡停组件4均与控制器(5)电连接。
35.其中,底座1上具有安装面11,找正滚轮2和夹持座3均位于安装面11上方,找正滚轮2和夹持座3分别位于安装面11的两端。找正滚轮2的转轴21垂直于安装面11,夹持座3靠近找正滚轮2的一侧具有用于与圆柱电池m的钢壳m1相匹配的圆弧凹槽31。
36.定位挡停组件4包括激光定位器41和负极挡停装置42,激光定位器41设置于安装面11上方。负极挡停装置42包括第一驱动装置421和卡接块422,第一驱动装置421设置于夹持座3上方,卡接块422与第一驱动装置421连接。卡接块422面向安装面11的一侧凸出设置有阻挡块4221和卡块4222,阻挡块4221和卡块4222沿圆弧凹槽31的径向间隔布置,阻挡块4221和卡块4222的间距与钢壳m1的厚度相匹配。控制器5被配置为能够在激光定位器41定位到圆柱电池m的卷芯正极耳m2后,控制第一驱动装置421驱动卡接块422在垂直于安装面11的方向上升降。
37.在本实用新型实施例中,带焊接加工的圆柱电池m包括圆形形的钢壳m1和设置于
钢壳m1内部的卷芯m3,卷芯m3的一端分别伸出有正极耳m2和负极耳m4,其中正极耳m2由卷芯m3的一端端面中部引出,而负极耳m4则由卷芯m3一端端面的外圈边缘引出,并贴合于钢壳m1的内侧壁上。并且正极耳m2和负极耳m4在钢壳m1的周向上呈夹角布置,正极耳m2为了后续与盖帽上的正极柱焊接,其引出的长度相对于负极耳m4更长。在进行对负极耳m4的焊接工序时,首先可以通过生产线上的机械手等运输机构将钢壳m1以及卷芯m3移送到底座1的安装面11上,以置于夹持座3和找正滚轮2之间。此时钢壳m1在水平方向上一侧与夹持座3的圆弧凹槽31的槽壁相贴,钢壳m1在水平方向上另一侧与找正滚轮2滚动连接。当激光定位器41的探头未检测到正极耳m2时,控制器5识别负极耳m4未到达焊接位置,此时控制器5控制找正辊轮2转动,并利用摩擦力带动钢壳m1转动,钢壳m1进一步利用相对摩擦力带动位于内部的卷芯m3一同转动。相应的,正极耳m2和负极耳m4也会跟随卷芯m3一起,绕钢壳m1的轴线方向围绕着激光定位器41转动。当正极耳m2转动到激光定位器41的探头方向并被激光定位器41检测到后,控制器5会控制第一驱动装置421驱动卡接块422在垂直于安装面11的方向上下降,并停止对找正滚轮2的驱动。卡接块422会在下降后,其卡块4222与钢壳m1的外侧壁相贴,而阻挡块4221则伸入钢壳m1内部与钢壳m1的内侧壁相贴。在找正滚轮2停止后,钢壳m1仍然会在惯性的作用下转动一定时间后停下,而在这段时间内,阻挡块4221会对负极耳m4进行阻挡,使卷芯m3和负极耳m4始终停留在当前位置。当钢壳m1停止转动后,即可通过外接的偏心点焊电极7伸入钢壳m1内,与负极耳m4接触并施加一定压力,将负极耳m4焊接于钢壳m1的内侧壁上。此时位于钢壳m1另一侧的夹持座3的圆弧凹槽31的槽壁可以起到对钢壳m1以及负极耳m4的支撑作用,而卡接块422也会由纵向同时抵住钢壳m1,防止在焊接过程中钢壳m1发生相对移动,保证电阻焊的焊接稳定性。
38.示例性地,在本实用新型实施例中,激光定位器41也与控制器5通信连接。
39.采用该同向极耳圆柱电池的负极耳焊接装置,可以在圆柱电池m的钢壳m1和卷芯m3放置到底座1上后,利用控制器5控制找正滚轮2和定位挡停组件4共同工作以对钢壳m1和卷芯m3的相对姿态进行调整,以找准负极耳m4在钢壳m1内的准确焊接位置。同时利用夹持座3和负极挡停装置42对钢壳m1进行抵接支撑,方便进行负极耳m4与钢壳m1的内侧壁进行焊接连接。能够解决在进行同向极耳圆柱电池的负极耳焊接时,焊接稳定性差容易出现焊接位置偏差的问题,提高焊接完成后的产品良率。
40.需要说明的是,若钢壳m1和卷芯m3在底座1上放置到位后,光定位器41的探头能够直接检测到正极耳m2,控制器5会控制第一驱动装置421驱动卡接块422直接下降,无需驱动找正滚轮2。
41.可选地,在垂直于安装面11的方向上,阻挡块4221的长度大于卡块4222的长度。示例性地,在本实用新型实施例中,由于在待加工的圆柱电池m中,正极耳m2为了后续与盖帽上的正极柱焊接,其引出的长度相对于负极耳m4更长。为了保证在后续盖帽盖合到钢壳m1上后避免因钢壳m1的形变影响负极耳m4的焊接稳定,引出长度较短负极耳m4其顶端通常距离钢壳m1的开口处存在一定的间距。故在垂直于安装面11的方向上,将阻挡块4221的长度设置为大于卡块4222的长度,保证在卡接块422与钢壳m1接触,或者卡块4222与夹持座3的上端面接触后,阻挡块4221能够伸入钢壳m1内部稳定与负极耳m4接触并实施阻挡,提高了负极耳焊接装置的工作稳定性。
42.可选地,夹持座3上具有与卡块4222相匹配的卡接槽32。示例性地,在本实用新型
实施例中,在卡接块422下降并与钢壳m1抵接配合后,卡块4222会同时卡入夹持座3上的卡接槽32中,实现限位固定。防止在后续进行负极耳m4与钢壳m1的焊接时,卡接块422因受到应力而在水平方向上发生晃动,进而影响对钢壳m1以及负极耳m4的定位效果,进一步提高了负极耳焊接装置的工作稳定性。
43.可选地,卡接槽32位于圆弧凹槽31的弧底处。示例性地,在本实用新型实施例中,在利用偏心点焊电极7进行负极耳m4和钢壳m1内侧壁的焊接时,由于卡接槽32位于圆弧凹槽31的弧底处,位于外侧的夹持座3的受力点也位于圆弧凹槽31的中部弧底处,保证整个圆弧凹槽31的受力均匀性,避免长时间使用后因受力点相对于圆弧的中线存在角度偏差而造成槽壁发生形变,提高了负极耳焊接装置的整体使用寿命。
44.需要说明的是,在本实用新型实施例中,卡接槽32位于圆弧凹槽31的弧底正中处的偏左或者偏右位置,保证在进行阻挡时负极耳m4在焊接处位于圆弧凹槽31的弧底正中处。
45.可选地,阻挡块4221与卡块4222的间距可调。示例性地,在本实用新型实施例中,阻挡块4221与卡块4222为可拆卸结构。其中卡块4222始终与驱动装置421连接,而根据不同壁厚的钢壳m1,可以更换不同规格的阻挡块4221以适应性的调整阻挡块4221与卡块4222的间距,保证阻挡块4221能够顺利伸入钢壳m1内部,提高了负极耳焊接装置的实用性。
46.可选地,安装面11上具有用于与钢壳m1相匹配的圆形凹槽111。示例性地,在本实用新型实施例中,钢壳m1在放置到底座1上后,其下端对应装入圆形凹槽111中,圆形凹槽111的侧槽壁可以在水平方向上对钢壳m1进行限位,放置在转动和焊接过程中钢壳m1因侧向受力而发生晃动,进一步提高了负极耳焊接装置的工作稳定性。
47.可选地,同向极耳圆柱电池m的负极耳焊接装置还包括第二驱动装置6,夹持座3与第二驱动装置6连接,第二驱动装置6被配置为能够驱动夹持座3在平行于安装面11的方向上移动,以调整夹持座3与找正滚轮2的间距。示例性地,在本实用新型实施例中,在钢壳m1和卷芯m3尚未移送到底座1上时,可以利用第二驱动装置6驱动夹持座3向远离找正滚轮2的方向移动,为钢壳m1和卷芯m3的移送流出足够的空间,避免磕碰。而在钢壳m1放置到底座1上后,则可以利用第二驱动装置6驱动夹持座3向靠近找正滚轮2的方向移动,直到圆弧凹槽31的槽壁和找正滚轮2均与钢壳m1的外壁接触为止,保证配合紧固,进一步提高了负极耳焊接装置的工作稳定性。
48.示例性地,第二驱动装置6也可以通过控制器5整体进行控制。
49.可选地,第一驱动装置421和第二驱动装置6为气缸或者电缸。
50.可选地,找正滚轮2为塑胶滚轮。示例性地,在本实用新型实施例中,利用塑胶制的软质找正滚轮2对钢壳m1进行滚动接触,在有效避免相对转动造成剐蹭的同时,软质塑胶与金属钢壳m1之间的摩擦系数更大,保证找正滚轮2在转动时能够稳定带动钢壳m1进行相对转动。
51.可选地,夹持座3和卡接块422为塑料制件。示例性地,在本实用新型实施例中,采用塑料制的夹持座3和卡接块422,制造成本低,绝缘性能耗且拥有较好的耐磨损性。
52.除非另作定义,此处使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本实用新型专利申请说明书以及权利要求书中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分
不同的组成部分。同样,“一个”或者“一”等类似词语也不表示数量限制,而是表示存在至少一个。“包括”或者“包含”等类似的词语意指出现在“包括”或者“包含”前面的元件或者物件涵盖出现在“包括”或者“包含”后面列举的元件或者物件及其等同,并不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则所述相对位置关系也可能相应地改变。
53.以上所述仅为本实用新型的可选实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。