1.本实用新型涉及锻件打磨领域,尤其涉及船舶集装箱锻件打磨装置。
背景技术:
2.船舶集装箱,是指具有一定强度、刚度和规格专供周转使用的大型装货容器,集装箱由角件,前、后角柱,顶纵梁,底纵梁,侧板,顶板,前、后延伸板,底横梁,插槽侧梁等配件组成。
3.集装箱在生产加工的过程中,为了保证其组装的整体性,通常会进行锻件打磨加工处理。
4.相关技术中,公开号cn211940334u,可以达到对集装箱锻件进行批量打磨的目的,但是该发明人在设计的过程中,无法对其打磨效率低的问题进行处理,由于在一轮锻件打磨结束后,需要人工进行配件的更换,在更换的过程中,是无法进行打磨加工,以至于无法对锻件更换的时间进行利用,降低了加工效率。
5.因此,有必要提供船舶集装箱锻件打磨装置解决上述技术问题。
技术实现要素:
6.本实用新型提供船舶集装箱锻件打磨装置,解决了不具有打磨转换功能,以至于降低打磨效率的问题。
7.为解决上述技术问题,本实用新型提供的船舶集装箱锻件打磨装置包括:
8.支架板;
9.两个存放槽,两个所述存放槽分别开设于所述支架板顶部的两侧;
10.滑动板,所述滑动板滑动连接于所述支架板的顶部;
11.打磨组件,所述打磨组件设置于所述滑动板的顶部;
12.其中,所述打磨组件包括固定于所述滑动板顶部的u型架,所述u型架的内部转动连接有调节块,所述调节块的一侧转动连接有辊轴,所述辊轴的外表面固定连接有打磨辊;
13.第一电机,所述第一电机固定于所述u型架的正面,所述第一电机的输出轴轴与调节块的轴心固定连接。
14.优选的,两个所述存放槽内壁的底部均固定连接有至少五个用于锻件定位存放的定位槽。
15.优选的,所述支架板的底部固定连接有两组收集管,两组收集管的一端分别与两个存放槽的内部连通,且两组收集管的另一端均固定连通有汇集管。
16.优选的,所述辊轴的另一端转动连接有l型支架,所述l型支架的内部螺纹连接有丝杠,所述丝杠的另一端连接有滑动块。
17.优选的,所述支架板的两侧均开设有用于滑动块滑动的滑槽。
18.优选的,所述支架板的底部设置有驱动组件,所述驱动组件的驱动端与滑动板连接。
19.优选的,所述驱动组件包括转动连接于所述支架板底部的螺纹杆,所述螺纹杆的外表面螺纹连接有螺纹块,所述螺纹块的顶部固定于滑动板的底部,且支架板的顶部开设有用于螺纹块左右滑动的滑口,且支架板的一侧固定连接有第二电机,所述第二电机的输出轴与螺纹杆的一端固定连接。
20.与相关技术相比较,本实用新型提供的船舶集装箱锻件打磨装置具有如下有益效果:
21.本实用新型提供船舶集装箱锻件打磨装置,通过两个存放槽的设置,便于两组锻件的存放,通过打磨组件的设置,可以有效的对其中一个存放槽内部的锻件进行打磨加工,而且打磨组件具有良好的打磨转换功能,可以将一个存放槽内的打磨件转换至另一个存放槽中,即可形成循环打磨加工,有效的解决了由于锻件打磨结束后,对锻件更换时,无法进行打磨,造成时间浪费的问题。
附图说明
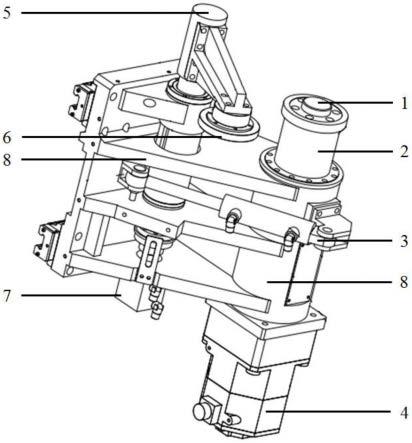
22.图1为本实用新型提供的船舶集装箱锻件打磨装置的第一实施例的结构示意图;
23.图2为图1所示的支架板的结构俯视图;
24.图3为图1所示的打磨组件的结构示意图;
25.图4为本实用新型提供的船舶集装箱锻件打磨装置的第二实施例的结构示意图图。
26.图中标号:1、支架板;2、存放槽;21、定位槽;22、收集管;23、汇集管;3、滑动板;4、打磨组件;41、u型架;42、调节块;43、辊轴;44、打磨辊;5、第一电机;6、l型支架;7、丝杠;8、滑动块;9、滑槽;10、驱动组件;101、螺纹杆;102、螺纹块;103、第二电机。
具体实施方式
27.下面结合附图和实施方式对本实用新型作进一步说明。
28.第一实施例
29.请结合参阅图1、图2、图3,其中,图1本实用新型提供的船舶集装箱锻件打磨装置的第一实施例的结构示意图;图2为图1所示的支架板的结构俯视图;图3为图1所示的打磨组件的结构示意图。船舶集装箱锻件打磨装置包括:
30.支架板1;
31.两个存放槽2,两个存放槽2分别开设于支架板1顶部的两侧;
32.滑动板3,滑动板3滑动连接于支架板1的顶部;
33.打磨组件4,打磨组件4设置于滑动板3的顶部;
34.其中,打磨组件4包括固定于滑动板3顶部的u型架41,u型架41的内部转动连接有调节块42,调节块42的一侧转动连接有辊轴43,辊轴43的外表面固定连接有打磨辊44;
35.第一电机5,第一电机5固定于u型架41的正面,第一电机5的输出轴轴与调节块42的轴心固定连接;
36.第一电机5与外界的电源和控制开关连接,为正反转电动机,采用现有技术中的连接方式和编码方式进行设置,用于带动调节块42正反旋转;
37.通过两个存放槽2的设置,便于两组锻件的存放,通过打磨组件4的设置,可以有效
的对其中一个存放槽2内部的锻件进行打磨加工;
38.打磨组件4可以将一个存放槽2内的打磨件转换至另一个存放槽2中,即可形成循环打磨加工,有效的解决了由于锻件打磨结束后,对锻件更换时,无法进行打磨,造成时间浪费的问题。
39.两个存放槽2内壁的底部均固定连接有至少五个用于锻件定位存放的定位槽21;
40.定位槽21的数量优选为五个,也可以根据实际情况设置不同数量,通过定位槽21进行锻件的定位放置。
41.支架板1的底部固定连接有两组收集管22,两组收集管22的一端分别与两个存放槽2的内部连通,且两组收集管22的另一端均固定连通有汇集管23;
42.通过两组收集管22的设置,用于将打磨时的废屑进行吸收,并且通过两个汇集管23进行汇集,进行排出,而且两个汇集管23的另一端均与外界的集尘袋和吸尘泵连接。
43.辊轴43的另一端转动连接有l型支架6,l型支架6的内部螺纹连接有丝杠7,丝杠7的另一端连接有滑动块8;
44.通过丝杠7的设置,用于工作人员手动的旋转,进而可以带动滑动块8左右运动,方便插入滑槽9的内部进行滑动支撑。
45.支架板1的两侧均开设有用于滑动块8滑动的滑槽9;
46.通过滑槽9的开设,不仅便于滑动块8的插入,而且便于滑动块8位于滑槽9的内部内部,提高辊轴横43向运动的稳定性。
47.本实用新型提供的船舶集装箱锻件打磨装置的工作原理如下:
48.将需要打磨加工的锻件放置于其中一个存放槽2中,通过存放槽2内部的定位槽21进行定位,这时通过打磨组件4中的打磨辊44在锻件上进行运动,即可进行打磨加工;
49.在打磨加工的过程中,工作人员可以在另一个存放槽2中,进行锻件的存放,而且当前一个存放槽2中打磨结束后,通过手动旋转丝杠7,使得滑动块8从滑槽9的内部进行脱离,通过第一电机5的启动,可以带动调节块42进行旋转,进而可以将调节块42上的打磨辊44运动至另一个存放槽2的上方,并且与锻件的顶部进行接触,最后在手动旋转丝杠7,将滑动块8运动至相应的滑槽9中进行滑动,即可进行打磨加工。
50.第二实施例
51.请结合参阅图4,基于本技术的第一实施例提供的船舶集装箱锻件打磨装置,本技术的第二实施例提出另船舶集装箱锻件打磨装置。第二实施例仅仅是第一实施例优选的方式,第二实施例的实施对第一实施例的单独实施不会造成影响。
52.具体的,本技术的第二实施例提供的船舶集装箱锻件打磨装置的不同之处在于,支架板1的底部设置有驱动组件10,驱动组件10的驱动端与滑动板3连接;
53.通过驱动组件10的设置,用于电动控制滑动板3左右运动,进而可以带动打磨组件4左右运动,进行锻件的打磨加工。
54.驱动组件10包括转动连接于支架板1底部的螺纹杆101,螺纹杆101的外表面螺纹连接有螺纹块102,螺纹块102的顶部固定于滑动板3的底部,且支架板1的顶部开设有用于螺纹块102左右滑动的滑口,且支架板1的一侧固定连接有第二电机103,第二电机103的输出轴与螺纹杆101的一端固定连接;
55.第二电机103与外界的电源和控制开关连接,为正反转电动机,采用现有技术连接
的方式和编码方式进行设置,用于带动螺纹杆101进行旋转,通过螺纹杆101的旋转,即可带动螺纹块102左右运动,最终可以带动滑动板3左右运动,进行打磨组件4左右的驱动,进行打磨加工。
56.以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。