一种屈服强度340mpa级液晶背板用热镀铝锌钢板
技术领域
1.本发明涉及一种冷轧热浸镀铝锌钢板,涉及一种屈服强度340mpa级液晶背板用热镀铝锌钢板及其制造方法,具体而言,涉及用于制造21~25英寸液晶显示器背板的热浸镀铝锌钢板及其制造方法,液晶显示器背板的厚度为0.5~0.6mm,属于铁基合金和冷轧热浸镀铝锌钢板技术领域。
背景技术:
2.热浸镀铝锌钢板有较好的耐大气腐蚀性与耐热性,表面有漂亮的锌花,在建筑和家电等领域广泛应用。
3.现代生活和工业越来越多的电子显示屏采用液晶方式显示,液晶显示器用于支撑液晶屏的构件为液晶模组,其分为模组边框和模组背板。镀铝锌产品由于其优异的性能,在模组背板上得到大量应用,常用的钢板厚度为0.5~0.6mm。
4.模组背板加工过程较复杂,钢板经过分条、切板和冲压成型来实现,冲压后的液晶背板产品一方面要求高强,另一方面要求良好凸包成型性能。
5.现有液晶背板的屈服强度≤310mpa,不能满足液晶背板产品的不断升级需求,随着背板厚度的减薄,需要更高强度的镀铝锌产品满足高强度要求,同时还要满足背板冲压过程凸包不开裂问题。21-25英寸中等尺寸的液晶背板屈服强度要≥340mpa,因此需通过提高液晶背板强度和降低液晶背板的厚度来满足21-25英寸中等尺寸的液晶背板加工要求。
6.申请公布号为cn101948981a的中国专利公开了热镀锌钢板及其制造方法与应用、led液晶电视后壳,其主要解决对于结构复杂、拉伸较大的产品,极易出现拉裂等问题,其厚度为0.6mm,其屈服强度级别为180mpa,达不到屈服强度大于340mpa要求。
7.申请公布号为cn105506469a的中国专利公开了一种抗冲压扭曲镀铝锌钢及其制造方法,主要解决现有镀铝锌钢板产品在冲压过程中发生扭曲的技术问题。技术方案为:一种抗冲压扭曲镀铝锌钢,化学成份(重量百分比)为:c:0.02~0.08%,si:0.01-0.03%,mn:0.10-0.4%,al:0.01-0.06%,p≤0.015%,s≤0.010%,余量为fe和不可避免的夹杂元素。其适用于15-21寸液晶背板模组冲压加工用0.5-0.6mm镀铝锌钢板,其屈服强度250-310mpa,达不到屈服强度大于340mpa要求。
8.申请公布号cn106319354a的中国专利公开了中等尺寸背板抗冲压扭曲镀锌钢及其制造方法,主要解决22-29寸液晶背板模组冲压过程发生扭曲的技术问题,发明基板的化学成份(重量百分比)为:c:0.010~0.019%,si:0.01-0.03%,mn:0.05-0.09%,al:0.01-0.06%,p≤0.015%,s≤0.010%,b:0.0010-0.0020%,余量为fe和不可避免的夹杂元素。190-230mpa适用于液晶背板模组冲压加工用0.5-0.6mm镀锌钢板,其屈服强度190-230mpa,达不到屈服强度大于340mpa要求。
9.申请公布号cn108004464a的中国专利公开了一种大尺寸液晶显示器背板用热镀锌钢板及其制造方法,主要解决现有热镀锌钢板冲压加工32-55英寸液晶显示器背板过程中发生打鼓扭曲的技术问题。该发明提供的一种大尺寸液晶显示器背板用热镀锌钢板,其
基板的化学成分重量百分比为:c:0.0005-0.0009%,si:0-0.03%,mn:0.05-0.12%,ti:0.02-0.04%,nb:0.0005-0.0009%,n≤0.0030%,p≤0.015%,s≤0.010%,b:0.0002-0.0004%,其屈服强度130-170mpa,也达不到屈服强度大于340mpa要求。
10.用现有冷轧热浸镀铝锌钢板制造21-25英寸液晶显示器背板时存在强度低和冲压开裂的技术问题。
技术实现要素:
11.本发明的目的是提供一种屈服强度340mpa级液晶背板用热镀铝锌钢板及其制造方法,主要解决现有冷轧热浸镀铝锌钢板制造21-25英寸液晶显示器背板时存在强度低和冲压开裂的技术问题;本发明热镀铝锌钢板满足了21-25英寸液晶显示器背板成型加工要求,彻底解决了0.5~0.6mm厚度、21-25英寸液晶显示器背板因成型造成的凸包位置开裂的技术问题。
12.申请人通过多年的试验研究发现,屈服强度340mpa以上的热镀铝锌钢板满足21-25英寸液晶显示器背板的加工强度要求;为满足21-25英寸液晶显示器背板凸包成型的要求,需要控制热镀铝锌钢板的断后伸长率a
80mm
大于30%,n值为0.18~0.20,表面粗糙度为0.4~0.6μm。
13.本发明采取的技术思路通过利用成分低碳、低锰元素设计,添加微量铌和钛合金元素,通过热轧工艺、冷轧退火和冷却调控钢板组织,获得再结晶铁素体及细小渗碳体析出物组织,达到的材料高屈服强度、低屈强比,高伸长率和高n值的目的,从而消除0.5~0.6mm厚度热镀铝锌钢板冲压开裂问题的发生。
14.本发明采用的技术方案是,一种屈服强度340mpa级液晶背板用热镀铝锌钢板,其基板的化学成分重量百分比为:c:0.01%~0.02%,si:0~0.03%,mn:0.45%~0.65%,p:0~0.015%,s:0~0.0050%,al:0.01%~0.02%,n:0.0010%~0.0020%,含有nb和ti的一种或两种,且满足0.015%≤(nb ti)≤0.025%,余量为fe和不可避免的夹杂元素。
15.进一步,热镀铝锌钢板的基板的c、nb、ti、n、al元素含量同时满足如下关系:按重量百分比计,1.8≤[ti nb/7.75-3.42
×
(n-al/1.92)]/c≤5.2。
[0016]
本发明热镀铝锌钢板的金相组织为再结晶铁素体 游离渗碳体,铁素体晶粒度级别为i9.5~i10.0级,0.50~0.60mm厚热镀铝锌钢板的屈服强度r
p0.2
为340~390mpa,抗拉强度rm为450~540mpa,屈强比为0.7~0.8,断后伸长率a
80mm
为30%~38%,n值为0.18~0.20,表面粗糙度ra为0.4~0.6μm。
[0017]
本发明所述的屈服强度340mpa级液晶背板用热镀铝锌钢板的化学成分限定在上述范围内的理由如下:
[0018]
碳:碳是较便宜和经济的固溶强化元素,也是与钢基体铌、钛微合金元素形成碳化铌、碳化钛进行强化目的。本专利在设计时重点考虑碳含量对强度、伸长率和组织的影响,随着碳含量的增加,钢基体强度增加,当c含量大于0.02%时,基体组织中出现过多的珠光体,材料伸长率也会快速下降,当c含量小于0.01%时,钢基强度不足340mpa,综合设定c含量范围设定为0.01%~0.02%,本发明优选:1.8≤[ti nb/7.75-3.42
×
(n-al/1.92)]/c≤5.2。
[0019]
硅:硅对强度贡献度较大,但对于卧式退火炉加热过程为氧化性气氛,钢板中的硅
元素容易被氧化,对镀铝锌镀层结合力不利,根据试验结果,生产制造过程中不添加硅合金,为残余元素,si含量设计为0~0.03%。
[0020]
锰:重要固溶强化元素,为了保证钢的综合机械强度,添加适当mn提高钢板强度,过多的锰添加会造成强度和成本过高,造成伸长率下降,本发明mn含量控制为mn:0.45%~0.65%。
[0021]
铌和钛:nb和ti是热浸镀铝锌钢板基板中的重要微量元素。钢中加入nb、ti元素起到晶粒细化和析出强化作用,在碳含量较低的情况下,通过其碳化物质点(尺寸小于5nm)的弥散析出,细化晶粒,极大地提高钢的强度和伸长率,实现铁素体晶粒度级别为i9.5~i10.0级要求。析出物nbc中nb与c重量比值为7.75,形成氮化物时合金nb、ti与n的重量比值为3.42,通过研究发现可通过[ti nb/7.75-3.42
×
(n-al/1.92)]/c来研究强化效果。本专利的目的,除了强化作用外,主要是通过添加微量的铌和钛与钢中碳形成碳化物,从而阻止或避免钢中珠光体的析出,同时还可与钢中杂质元素s结合,减少mns夹杂造成伸长率不足,通过试验发现(nb ti)小于0.015%时,达不到细化晶粒和强化效果,材料强度不足,(nb ti)大于0.025%时材料强度过高,伸长率小于30%,屈强比超过0.8,n值小于0.18,结合低成本要求,本发明加入含量nb和ti一种或两种,(nb ti)为0.015%~0.025%。
[0022]
本发明通过研究进一步发现,当[ti nb/7.75-3.42
×
(n-al/1.92)]/c大于4.5时,会带来伸长率下降,[ti nb/7.75-3.42
×
(n-al/1.92)]/c小于1.5时,冷轧镀铝锌钢板组织中易出现珠光体组织,不利于冲压成型,因此优选:1.8≤[ti nb/7.75-3.42
×
(n-al/1.92)]/c≤5.2。
[0023]
铝:钢中加al主要目的是去除钢中自由氧,本专利设定铝含量主要考虑钢中铝与氮元素可形成aln,aln中al与n重量比值为1.92,固定钢中残余元素氮,保证退火过程析出控制晶粒生长,本发明结合钢中氮元素的控制水平,设定al:0.01%~0.02%。
[0024]
氮:本发明钢中的n为杂质元素,n含量过高会造成粗大的氮化钛的析出不利于钢板伸长率提高,弱化添加钛元素添加减少珠光体的目的。本发明技术方案设定n含量0.0010%~0.0020%。
[0025]
硫:本发明钢中的s为杂质元素,过高的s会造成钢中mns的析出,不利于冲压性能。本发明技术方案设定s含量0~0.0050%。
[0026]
磷:本发明钢中的p为杂质元素,过低的p含量会增加成本。本发明技术方案设定p含量0~0.015%。
[0027]
一种屈服强度340mpa级液晶背板用热镀铝锌钢板的制造方法,该方法包括:
[0028]
钢水经连铸得到连铸板坯,其中所述钢水化学成分的重量百分比为:c:0.01%~0.02%,si:0~0.03%,mn:0.45%~0.65%,p:0~0.015%,s:0~0.0050%,al:0.01%~0.02%,n:0.0010%~0.0020%,含有nb和ti的一种或两种,且满足0.015%≤(nb ti)≤0.025%,余量为fe和不可避免的夹杂元素;
[0029]
连铸板坯经加热炉加热至1150℃~1200℃后进行热轧,所述的热轧为两段式轧制工艺,粗轧为6道次轧制,粗轧结束温度为1010℃~1050℃,精轧为7道次连轧,精轧结束温度为900℃~940℃,精轧压下率90%-92%,精轧后钢板厚度为2.3~2.5mm;层流冷却采用前段冷却,卷取温度为600℃~640℃卷取获得热轧钢卷;
[0030]
热轧钢卷重新开卷后经酸洗、冷轧、卧式连续退火炉退火、热浸镀铝锌、平整,卷取
得到厚度为0.5~0.6mm成品热镀铝锌钢板,所述冷轧压下率为76%~78%,经过冷轧后的轧硬状态带钢在卧式连续退火炉退火的加热温度为680℃~700℃,均热段温度为791℃~800℃,带钢在均热段的退火时间为30s~40s,将退火后的带钢冷却到590℃~600℃,冷却速度为20℃/s~25℃/s,将590℃~600℃的带钢进行保温后送入锌锅进行热浸镀铝锌,保温时间为8s~9s;平整延伸率为1.0%~1.5%,平整辊表面粗糙度为2.0μm~2.5μm。
[0031]
本发明采取的生产工艺的理由如下:
[0032]
1、连铸板坯加热温度的设定
[0033]
经济型连铸板坯的加热过程要求较低的加热温度,为了防止板坯加热后奥氏体晶粒尺寸长大,降低成品钢板屈服强度,因此,加热温度设定在1150℃~1200℃。
[0034]
2、精轧结束温度的设定
[0035]
通过fe-c相图可知,本发明设计钢成分范围属于亚共析钢,在平衡条件下,材料完全奥氏化后,在冷却过程中,材料在a3相变处发生先共析铁素体转变,随着温度的降低,铁素体的成分沿gp线变化,而奥氏体的成分沿gs线变化,当温度降至a1点时,在恒温条件下,发生共析转变,奥氏体转变为珠光体组织。因此,在平衡条件下,我们得到的组织应为铁素体 珠光体组织。通过软件计算材料平衡相变点温度:a3=886.325℃。由于添加微量铌、钛元素后,经材料试验后确定其实际相变点a3范围为880~900℃。试验研究发现,当终轧温度小于900℃,精轧过程在铁素体 奥氏体两相区轧制,容易造成组织不均匀,伸长率急剧下降;终轧温度大于940℃则会带来表面氧化严重,表面质量无法控制。为了达到奥氏体轧制的目的,同时获得细小热轧基体组织,热轧工艺设定精轧终轧温度为900℃~940℃。
[0036]
3、冷却方式和热轧卷取温度的设定
[0037]
相变过程中进行快速冷却可获得细小晶粒组织,提高强度。本专利设计主要考虑卷取温度的下降可以有效控制铁素体晶粒长大,提高强化效果,减少珠光体的析出,从而更能发挥添加微量铌的作用,同时为了发挥添加钛的析出强化作用。试验中发现采取后段冷却会造成屈服强度不稳定,当卷取温度大于640℃时,容易造成材料部分屈服强度小于340mpa,并且组织中会出现珠光体聚集,造成伸长率达不到30%,卷取温度小于600℃,会带来材料组织晶粒过细,屈服强度提高造成屈强比超过0.8,综合考虑,层流冷却采取前段冷却,卷取温度为600℃~640℃卷取获得热轧钢卷。
[0038]
4、冷轧压下率的设定
[0039]
本发明提供了上述屈服强度340mpa液晶背板用热浸镀铝锌钢板冷轧工艺。将上述成分并经过热轧的高强钢热轧钢卷重新开卷经过酸洗掉表面氧化铁皮后,在冷连轧机上或往复式单机架轧机上经过多次冷轧后,考虑到进一步强化的效果,本专利采用高压缩比方式获得轧制晶粒细化和均匀化效果,为冷轧压下率为76%~78%。
[0040]
5、退火温度和退火后冷却工艺的设定
[0041]
为了得到具有再结晶铁素体 游离渗碳体组织钢板,获得带钢在退火中将热轧轧制过程中固溶的碳以碳化物方式析出,本专利通过不断试验,发现较高温度快速退火和退火后冷却保温8s~9s有利控制游离渗碳体和碳化物在铁素体组织中均匀析出,有利于降低屈强比,实现铁素体晶粒度级别为i9.5~i10.0级;进一步试验发现,当均热温度大于800℃会造成屈服强度达不到340mpa的要求且组织中会出现珠光体聚集,当均热温度小于790℃会造成屈服强度过高,造成屈强比大于0.8。因此,设定带钢在卧式连续退火炉的加热温度
为680℃~700℃,均热段温度为791℃~800℃,带钢在均热段的退火时间为30~40s,将退火后的带钢冷却到590℃~600℃,冷却速度为20℃/s~25℃/s,将590℃~600℃的带钢进行保温后送入锌锅进行热浸镀铝锌,保温时间为8s~9s。
[0042]
6、平整延伸率和表面粗糙度控制的设定
[0043]
为了消除材料在成形过程的上屈服点对材料性能均匀性影响,通过反复试验确定设定平整延伸率为1.0%~1.5%可获得稳定的加工性能,从而获得屈强比0.7~0.8;为了获得光滑的表面,提高钢板与模具的适应性,提高钢板冲压性能,通过反复试验,发现钢板表面粗糙度必须通过平整辊面粗糙度来实现,过高或过低都会带来钢板表面粗糙度达不到要求,设定平整辊表面粗糙度为2.0μm~2.5μm。
[0044]
本发明方法生产的热轧钢板的金相组织为铁素体 少量珠光体。
[0045]
本发明方法生产的热镀铝锌钢板的金相组织为再结晶铁素体 游离渗碳体,铁素体晶粒度级别为i9.5~i10.0级,热镀铝锌钢板的屈服强度r
p0.2
为340~390mpa,抗拉强度rm为450~540mpa,屈强比为0.7~0.8,断后伸长率a
80mm
为30%~38%,n值为0.18~0.20,表面粗糙度ra为0.4~0.6μm。
[0046]
本发明相比现有技术具有如下积极效果:1、本发明方法是一种高强度液晶背板用镀铝锌钢板研制,获得再结晶再结晶铁素体 游离渗碳体钢板,达到的材料高强、高伸长率、低屈强比和高n值目的,解决了镀铝锌高强钢板在成形加工过程的开裂问题。2、本发明设计具有较好的经济性,只添加少量锰元素和微量的铌和钛,既达到高强目的同时具有低成本特征,与同类型钢相比具有更好经济性。3、本发明方法中的组织调控方法可操作性强,容易实施,只需通过控制热轧过程中的温度和退火炉的工艺参数即可实现。4、本发明方法中成分在冶炼生产过程中,合金量添加量少,容易实施,同时在连铸生产过程中也具有可操作性,不会因设计造成冶炼浇铸困难。
附图说明
[0047]
图1为本发明实施例4热轧钢板的金相组织照片;
[0048]
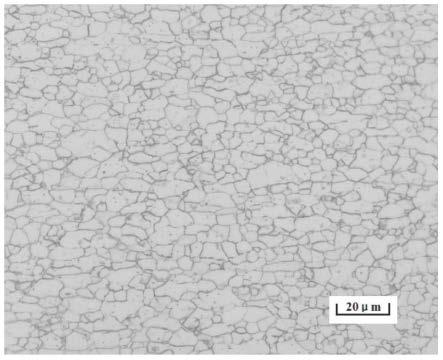
图2为本发明实施例4热镀铝锌钢板的金相组织照片。
具体实施方式
[0049]
下面结合实施例1—6对本发明作进一步说明,如表1~表4所示。
[0050]
表1为本发明实施例热镀铝锌钢板的基板的化学成分(按重量百分比计),余量为fe及不可避免杂质。
[0051]
表1本发明实施例热镀铝锌钢板的基板的化学成分,单位:重量百分比。
[0052]
[0053][0054]
本发明实施例热镀铝锌钢板的基板的c、ti、n、al、nb元素含量同时满足如下关系:按重量百分比计,1.8≤[ti nb/7.75-3.42
×
(n-al/1.92)]/c≤5.2,0.015%≤(nb ti)≤0.025%;实施例1-6中,[ti nb/7.75-3.42
×
(n-al/1.92)]/c分别为3.68、3.01、4.14、1.85、3.04、2.93;(nb ti)分别为0.025%、0.021%、0.023%、0.025%、0.021%、0.019%。
[0055]
通过转炉熔炼,得到符合要求化学成分的连铸坯,厚度为210mm~240mm,宽度为800mm~1300mm,长度为5000mm~10000mm。
[0056]
连铸板坯经加热炉加热至1150℃~1200℃后进行热轧,所述的热轧为两段式轧制工艺,粗轧为6道次轧制,粗轧结束温度为1010℃~1050℃,精轧为7道次连轧,精轧结束温度为900℃~940℃,精轧压下率90%-92%,精轧后钢板厚度为2.3mm~2.5mm;层流冷却采用前段冷却,卷取温度为600℃~640℃卷取获得热轧钢卷;热轧工艺控制见表2,参见图1,热轧钢板的金相组织为铁素体 少量珠光体。
[0057]
表2本发明实施例热轧工艺控制参数
[0058][0059]
热轧钢卷重新开卷后经酸洗、冷轧、卧式连续退火炉退火、热浸镀铝锌、平整,卷取得到厚度为0.5mm~0.6mm成品冷轧热浸镀铝锌钢板,所述冷轧压下率为76%~78%,经过冷轧后的轧硬状态带钢在卧式连续退火炉退火的加热温度680℃~700℃,均热段温度为791℃~800℃,带钢在均热段的退火时间为30s~40s,将退火后的带钢冷却到590℃~600℃,冷却速度为20℃/s~25℃/s,在590℃~600℃带钢保温8s~9s后,入锌锅进行热浸镀铝锌;平整延伸为率1.0%~1.5%,平整辊表面粗糙度为2.0μm~2.5μm。冷轧、退火、平整工艺控制参数见表3。
[0060]
表3本发明实施例冷轧、退火、平整工艺控制参数
[0061]
[0062][0063]
利用上述方法得到的热镀铝锌钢板,参见图2,热镀铝锌钢板的金相组织为再结晶铁素体 游离渗碳体,铁素体晶粒度级别为i9.5~i10.0级,热镀铝锌钢板的屈服强度r
p0.2
为340~390mpa,抗拉强度rm为450~540mpa,屈强比为0.7~0.8,断后伸长率a
80mm
为30%~38%,n值为0.18~0.20,表面粗糙度ra为0.4~0.6μm。
[0064]
将本发明得到的冷轧热浸镀铝锌钢板按照《gb/t228.1~2010金属材料拉伸试验第1部分:室温试验方法》进行拉伸试验,钢板的力学性能见表4。
[0065]
表4本发明实施例热镀铝锌钢板的力学性能与晶粒度
[0066][0067]
本发明实施例1~6表明,热镀铝锌钢板中碳含量控制在0.01%~0.02%,锰含量控制在0.45%~0.65%,硅含量控制0~0.03%,硫含量控制范围为0~0.0050%,磷含量控制范围为0~0.015%,铌 钛含量控制范围为0.015%~0.025%,铝含量控制范围为0.01%~0.02%,氮含量控制范围为0.0010~0.0020%;屈服强度r
p0.2
为340mpa~390mpa,抗拉强度rm为450mpa~540mpa,断后伸长率a
80mm
为30%~38%,n值0.18~0.20,钢板表面粗糙度ra为0.4μm~0.6μm。。
[0068]
实施例4为屈服强度为390mpa、抗拉强度535mpa,伸长率36.9%,屈强比0.73,n值0.191,钢板表面粗糙度0.53μm,通过微合金的成分设计,利用热轧控制与退火工艺技术实现了高屈服强度热镀铝锌钢板的制造。
[0069]
除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。