1.本实用新型涉及轨道施工技术领域,具体为一种高铁换轨施工的车载焊成套设备。
背景技术:
2.目前大修换轨,全路现已全面实现换轨车代替人工拨轨,闪光焊或气压焊代替现场铝热焊等等,机械化程度大幅提升,换轨、焊轨质量也不断优化。铁路换轨大修主要包括卸轨卸料、换轨换料、收轨收料、焊轨放散等工序,传统的换轨方法需要三个以上施工天窗才能一个单元的换轨作业。
3.根据我国高铁换轨的施工要求,在一个天窗内必须完成一个单元轨条的全部换股作业,工完料净、人走场清。因此,传统的换轨施工工法和装备已不能满足高铁的换轨要求,因此需要进行施工工法以及装备的创新。
技术实现要素:
4.本实用新型的目的在于:提供了一种高铁换轨施工的车载焊成套设备,实现大修换轨工完料清的施工方法,能满足高铁换轨施工要求,能在一个天窗内完成一公里的换铺施工任务,解决了现有换轨施工装备已经不能满足当下需求的问题。
5.本实用新型的目的通过下述技术方案来实现:
6.一种高铁换轨施工的车载焊成套设备,包括用于替换原长轨中二车,进行车载焊接的车载焊接集装箱。车载焊接集装箱设有焊机位置调整装置、焊机、前拨轨装置、后拨轨装置和除锈装置,焊机位置调整装置上设置焊机,前拨轨装置位于焊机的前端,后拨轨装置和除锈装置位于焊机的后端。
7.进一步的,所述的焊机为气压焊轨机。
8.进一步的,所述的焊机位置调整装置包括行走装置和举升装置,行走装置沿前后方向活动设在列车上,举升装置设在行走装置上,焊机设在举升装置上。
9.进一步的,所述的车载焊接集装箱包括从前到后依次设置的集成一箱、集成二箱、集成三箱和集成四箱,集成一箱内设有焊接辅助装备和前拨轨装置,集成二箱内设有焊机位置调整装置和焊机,集成三箱内设有后拨轨装置,集成一箱、集成二箱、集成三箱和集成四箱内均设有钢轨运输位。
10.进一步的,所述的集成一箱和集成二箱设在平板一车上,集成三箱和集成四箱设在平板二车上。
11.进一步的,所述的集成二箱包括伸出箱体外壳一部分的外侧辅助走道,外侧辅助走道通过伸缩装置与集成二箱连接。
12.进一步的,所述的焊接辅助装备包括液压泵站、空压机、水冷机和氧气间。
13.进一步的,所述的集成四箱内设有卸轨槽,集成四箱内设有乙炔间。
14.进一步的,还包括轨道一车,轨道一车与长轨中一车连接,长轨中一车与车载焊接
集装箱连接,车载焊接集装箱与长轨中三车连接,长轨中三车与长轨中四车连接,长轨中四车上设有换轨装置。
15.本实用新型的有益效果:能满足高铁换轨,实现一次换长1000米及以上的换轨施工情况下的车载焊接要求。。
16.前述本实用新型主方案及其各进一步选择方案可以自由组合以形成多个方案,均为本实用新型可采用并要求保护的方案;并且本实用新型,(各非冲突选择)选择之间以及和其他选择之间也可以自由组合。本领域技术人员在了解本发明方案后根据现有技术和公知常识可明了有多种组合,均为本实用新型所要保护的技术方案,在此不做穷举。
附图说明
17.图1是本实用新型编组示意图。
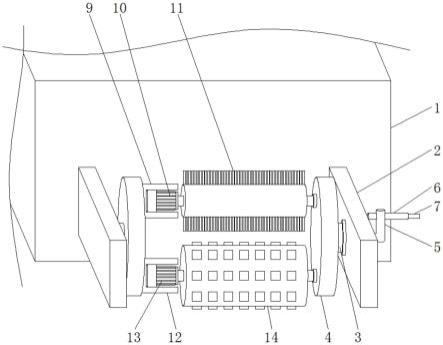
18.图2是本实用新型车载焊集装箱结构布局图。
19.图中:1-轨道一车,2-长轨中一车,3-集成一箱,4-集成二箱,5-集成三箱,6-集成四箱,7-长轨中三车,8-长轨中四车,9-起点龙口焊接集装箱,10-轨道二车;31-焊接辅助装备,32-前拨轨装置,41-行走装置,42-举升装置,43-焊机,44-钢轨焊接位,51-钢轨运输位,52-后拨轨装置,53-除锈装置,61-乙炔间,62-卸轨槽。
具体实施方式
20.下面结合具体实施例和附图对本实用新型作进一步的说明。
21.参考图1和图2所示,一种高铁换轨施工的车载焊成套设备,可用于进行500m长钢轨的卸轨与收轨,包括从前到后依次连接的轨道一车1、长轨中一车2、车载焊集装箱、长轨中三车7、长轨中四车8、起点龙口焊接集装箱9和轨道二车10,车载焊集装箱包括从前到后依次设置的集成一箱3、集成二箱4、集成三箱5和集成四箱6。
22.轨道一车1用于提供动力,牵引后方的列车组前进。长轨中一车2用于存放新轨。换轨时,新轨从前到后运输,经过车载焊接集装箱进行两截新轨端头之间的焊接。长轨中四车8上设有换轨装置,通过向前开行长轨车,实现新轨从中四车卸下时,新轨入槽,同时旧轨出槽。
23.起点龙口焊接集装箱9为箱式气压焊轨机,用于新轨与旧轨的起点焊接与龙口焊接。轨道二车10用于提供动力,在运行至作业位置后,起点龙口焊接集装箱9与长轨中四车8脱离,轨道一车1带着长轨中一至四车进行作业,轨道二车10带着起点龙口焊接集装箱9进行作业。
24.采用两个nx70型平板,替换传统的车载焊接集装箱,采用车载焊集装箱依次放置在两个平板上,即集成一箱3和集成二箱4设在平板一车上,集成三箱5和集成四箱6设在平板二车上。
25.集成一箱3、集成二箱4、集成三箱5和集成四箱6内均设有钢轨运输位51,钢轨运输位51位于两侧位置,利用钢轨运输位51实现将新轨从前到后的输送。
26.集成一箱3内设有焊接辅助装备31和前拨轨装置32。焊接辅助装备31包括液压泵站、空压机、水冷机和氧气间,用于为焊机提供液压、压缩空气、冷却水和氧气等。前拨轨装置32用于对新轨的前端进行拨弯,将新轨从运输位调整至钢轨焊接位44。
27.集成二箱4设置有两台气压焊轨机和配套辅助设施,用于进行待焊轨焊前处理、焊接和焊后处理等。集成二箱4内设有焊机位置调整装置和焊机43,焊机位置调整装置包括行走装置41和举升装置42,行走装置41沿前后方向活动设在列车上,举升装置42设在行走装置41上,焊机43设在举升装置42上,焊机位置调整装置用于焊机的前后与上下移动,进行焊缝对位。
28.焊机43为气压焊轨机,用于对新轨的端头进行焊接连接。对比起来,采用气压焊作为焊接方法,具有以下优势:1.用电量小,闪光焊需要配置两台大功率发电机,而气压焊可以使用长轨车提供的电。2.正火一体化,闪光焊一般没有正火功能,需要再配一台正火装置,而气压焊是焊正一体机。3.工艺稳定性优良,高铁采用的是u71mng,对于闪光焊来说,这种材料的落锤检验比u75v的难度大,而气压焊则可以一次性过落锤,说明气压焊的焊接工艺性要好于闪光焊。4.成本低,固定式闪光焊机加正火设备,价格远比气压焊机高。5.设备效率提高,采用固定式闪光焊机,只能用于高铁换铺,平时只有闲置。而采用与气压焊焊轨车相同的gpw-1200型气压焊轨机,则焊机可以和气压焊轨车上的焊机互换,因此可作为气压焊轨车的备用焊机。6.配件互换性高,采用与气压焊焊轨车相同的gpw-1200车载固定焊机的配件库必须单独准备,而气压焊的所有配件可以与现有气压焊轨车的配件共享一个配件库。
29.集成二箱4包括伸出箱体外壳一部分的外侧辅助走道,外侧辅助走道通过伸缩装置与集成二箱4连接。外侧辅助走道位于在焊接区域外侧,通过伸缩装置可将辅助焊接走道展开,在焊接的时候,形成可操作空间。收回时可自动折叠,形成集装箱外壳。
30.集成三箱5内设有后拨轨装置52和除锈装置53。后拨轨装置52用于对新轨的后端进行拨弯,将新轨从运输位调整至钢轨焊接位44。除锈装置53用于钢轨表面的除锈。集成四箱6内设有乙炔间61和卸轨槽62,用于为焊接提供乙炔气体并实现卸轨。
31.前述本实用新型基本例及其各进一步选择例可以自由组合以形成多个实施例,均为本实用新型可采用并要求保护的实施例。本实用新型方案中,各选择例,与其他任何基本例和选择例都可以进行任意组合。
32.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。