1.本发明涉及汽车零配件加工技术领域,具体为一种用于汽车零配件加工的误差检测装置。
背景技术:
2.汽车配件加工(auto spare parts)是构成汽车配件加工整体的各单元及服务于汽车配件加工的产品,在汽车零配件加工结束之后需对零配件的尺寸进行误差检测,把误差较大的不合格零配件剔除。
3.现有的汽车零配件检测装置在使用过程中存在工位不足,不便对所需进行检测的物品进行快速定位的同时在检测结束之后对不合格物品进行快速剔除的问题。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种用于汽车零配件加工的误差检测装置,解决了上述背景技术中提出的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种用于汽车零配件加工的误差检测装置,包括引导腔和延伸座,所述引导腔的中部开设有漏口,且漏口的底部表面设置有收纳底腔,所述引导腔的内部环形设置有定位盖,且定位盖的内部安装有用于进行固定安装的定位组件,所述定位组件的外部设置有用于进行定位的固定组件,且固定组件包括第一电动滑轨、定位块、第二电动滑轨和辅助定位块,两个所述第一电动滑轨之间安装有第二电动滑轨,且第二电动滑轨的内表面滑动设置有辅助定位块,所述第一电动滑轨的内表面滑动安装有定位块,所述第一电动滑轨的外部表面一侧设置有侧置板,且侧置板的内部固定安装有螺纹套,所述螺纹套的内部螺纹设置有螺纹杆,且螺纹杆的端部转动安装有衔接盘,所述衔接盘的中部设置有接近开关,所述延伸座设置于第一电动滑轨的端部。
6.进一步的,所述固定组件关于引导腔的中心环形设置有六组,且引导腔的形状为上下均设置有开口的圆台形结构,并且引导腔的上端直径大于引导腔的下端直径。
7.进一步的,所述延伸座的外表面安装有固定框,且固定框的中部设置有电机,所述电机的输出端安装有连接轴。
8.进一步的,所述连接轴的外表面设置有用于对物品进行旋转的辅助组件,且辅助组件包括第一液压气杆、连接板、延伸杆体、第二液压气杆和推板,所述第一液压气杆的端部表面设置有连接板,且连接板的外表面安装有延伸杆体,所述延伸杆体的后方设置有推板,且推板的表面中部连接有第二液压气杆。
9.进一步的,所述固定框内部下端中部转动设置有内置轴,且内置轴的外表面安装有叶片,所述内置轴的端部设置有齿盘。
10.进一步的,所述齿盘的外部一侧齿合安装有齿条,且齿条的外表面设置有安装板,所述安装板的上端安装有底杆,且底杆与定位块底部一侧为一体化结构。
11.进一步的,所述定位组件包括第一衔接槽、定位杆、中置螺纹杆和第二衔接槽,且
第一衔接槽的内部卡合安装有定位杆,所述定位盖的中部垂直设置有中置螺纹杆,且中置螺纹杆的端部螺纹安装有安装座,所述安装座的中部开设有安装槽,所述安装座内部两侧均开设有第二衔接槽。
12.进一步的,所述定位杆端部分别与第一衔接槽和第二衔接槽卡合连接,且定位杆关于安装座的中心呈对称分布。
13.进一步的,所述接近开关与固定组件为一一对应分布,所述侧置板与第一电动滑轨外侧卡合连接。
14.进一步的,所述第一电动滑轨和第二电动滑轨之间相互平行,且第一电动滑轨和第二电动滑轨的端部表面与安装座为一体化结构。
15.本发明提供了一种用于汽车零配件加工的误差检测装置,具备以下有益效果:
16.汽车零配件加工的误差检测装置具有多个工位,便于同时对多个汽车零配件进行误差检测处理,且能够根据物品的具体大小进行快速的定位处理,在定位结束之后能够利用接触开关的设计对限位之后零配件的尺寸进行误差检测,当检测不同尺寸的汽车零配件时能够对接触开关进行位置的调整,便于接触开关对限位之后的汽车零配件进行尺寸检测,并且能够根据汽车零配件中物品的形状通过电机和连接轴的设计对辅助组件进行旋转,便于利用辅助组件的设计对汽车零配件进行旋转,有利于利用接触开关的设计对同一零件不同区域的厚度进行检测,对与检测误差较大的汽车零件件能够剔除至漏口底部的收纳底腔中进行统一的收集。
17.1.该一种用于汽车零配件加工的误差检测装置,汽车零配件加工的误差检测装置具有多个工位,便于同时对多个汽车零配件进行误差检测处理,能够把所需进行误差检测的汽车零配件放置在定位块和辅助定位块之间,然后可同步利用第一电动滑轨和第二电动滑轨的设计对上述两者进行位置移动,以此能够对放置在定位块和辅助定位块之间的汽车零配件进行限位处理,且能够在限位之后通过定位块外部设有的触点与接近开关之间的距离进行误差检测;
18.2.该一种用于汽车零配件加工的误差检测装置,当检测同一汽车零配件时,可事先取出标准的汽车零配件,然后通过螺纹套的设计对螺纹杆进行顺时针转动,然后与螺纹杆转动连接的衔接盘会沿着侧置板水平方向进行位置移动,从而衔接盘内部设有的接近开关会同步进行位置移动,参照标准的汽车零配件使得接近开关调整至合适位置,当对需检测的同一型号汽车零配件检测时接近开关不产生信号标识时该汽车零配件不合格,存在误差较大的问题;
19.3.该一种用于汽车零配件加工的误差检测装置,同一个汽车零配件中不同位置厚度不一时,能够利用第一液压气杆的设计使得连接板移动至合适的位置之后,可使得延伸杆体贴合在汽车零配件的一端表面,然后可同步利用第二液压气杆的设计带动推板进行位置的移动,从而可利用推板与延伸杆体位置之间的不断靠近对汽车零配件进行限位处理,然后可利用电机和连接轴的设计对限位之后的汽车零配件进行旋转,便于对所需进行检测的汽车零配件调整至不同的位置再次利用定位块和辅助定位块进行限位处理,能够更加全面获取汽车零配件不同位置的厚度,提高汽车零配件误差检测时的全面性;
20.4.该一种用于汽车零配件加工的误差检测装置,通过安装槽的设计能够与中置螺纹杆螺纹连接处理,便于与安装座相连接的第一电动滑轨和第二电动滑轨存在故障或者需
进行独立误差检测时,可通过逆时针转动与中置螺纹杆相连接的定位盖,使得中置螺纹杆与安装槽分离开来,拆卸方便,安装时安装槽对准中置螺纹杆,然后可通过顺时针转动与中置螺纹杆相连接的定位盖,可使得整个安装座与中置螺纹杆相固定,然后可利用定位杆卡入至第一衔接槽和第二衔接槽中,避免安装槽与中置螺纹杆螺纹连接的设计产生转动问题,保持稳定;
21.5.该一种用于汽车零配件加工的误差检测装置,能够在检测出误差较大的不合格汽车零配件时,利用第一液压气杆的设计使得连接板移动至合适的位置之后,可使得延伸杆体贴合在汽车零配件的一端表面,然后可同步利用第二液压气杆的设计带动推板进行位置的移动,从而可利用推板与延伸杆体位置之间的不断靠近对汽车零配件进行限位处理,然后可使得限位之后的物品放置于定位块外表面,从而通过第一电动滑轨的设计能够带动定位块向引导腔处移动,使得不合格的汽车零配件转送至收纳底腔中,同时通过定位块的位置移动能够带动底杆、安装板和齿条进行同步的位置移动,从而齿条会带动齿盘进行转动,以此能够带动内置轴和叶片进行转动,便于对固定框内部电机工作时积蓄的热量快速流通。
附图说明
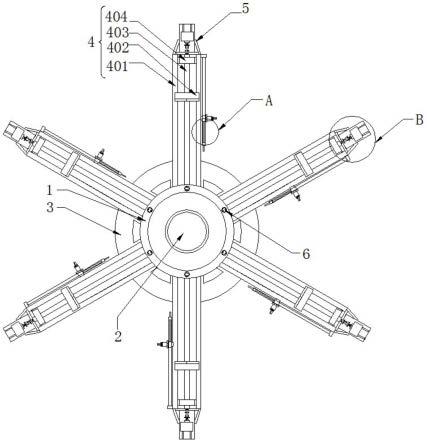
22.图1为本发明的一种用于汽车零配件加工的误差检测装置俯视结构示意图;
23.图2为本发明的一种用于汽车零配件加工的误差检测装置图1中a处放大结构示意图;
24.图3为本发明的一种用于汽车零配件加工的误差检测装置图1中b处放大结构示意图;
25.图4为本发明的一种用于汽车零配件加工的误差检测装置第一电动滑轨和第二电动滑轨连接结构示意图;
26.图5为本发明的一种用于汽车零配件加工的误差检测装置定位盖主视剖视结构示意图;
27.图6为本发明的一种用于汽车零配件加工的误差检测装置定位块侧视连接结构示意图;
28.图7为本发明的一种用于汽车零配件加工的误差检测装置固定框内部结构示意图。
29.图中:1、引导腔;2、漏口;3、收纳底腔;4、定位组件;401、第一电动滑轨;402、定位块;403、第二电动滑轨;404、辅助定位块;5、延伸座;6、定位盖;7、侧置板;8、螺纹杆;9、螺纹套;10、衔接盘;11、接近开关;12、辅助组件;1201、第一液压气杆;1202、连接板;1203、延伸杆体;1204、第二液压气杆;1205、推板;13、固定框;14、连接轴;15、安装座;16、安装槽;17、定位组件;1701、第一衔接槽;1702、定位杆;1703、中置螺纹杆;1704、第二衔接槽;18、底杆;19、安装板;20、齿条;21、齿盘;22、内置轴;23、叶片;24、电机。
具体实施方式
30.请参阅图1至图7,本发明提供技术方案:一种用于汽车零配件加工的误差检测装置,包括引导腔1、漏口2、收纳底腔3、固定组件4、第一电动滑轨401、定位块402、第二电动滑
轨403、辅助定位块404、延伸座5、定位盖6、侧置板7、螺纹杆8、螺纹套9、衔接盘10、接近开关11、辅助组件12、第一液压气杆1201、连接板1202、延伸杆体1203、第二液压气杆1204、推板1205、固定框13、连接轴14、安装座15、安装槽16、定位组件17、第一衔接槽1701、定位杆1702、中置螺纹杆1703、第二衔接槽1704、底杆18、安装板19、齿条20、齿盘21、内置轴22、叶片23和电机24,引导腔1的中部开设有漏口2,且漏口2的底部表面设置有收纳底腔3,引导腔1的内部环形设置有定位盖6,且定位盖6的内部安装有用于进行固定安装的定位组件17,定位组件17的外部设置有用于进行定位的固定组件4,且固定组件4包括第一电动滑轨401、定位块402、第二电动滑轨403和辅助定位块404,两个第一电动滑轨401之间安装有第二电动滑轨403,且第二电动滑轨403的内表面滑动设置有辅助定位块404,第一电动滑轨401和第二电动滑轨403之间相互平行,且第一电动滑轨401和第二电动滑轨403的端部表面与安装座15为一体化结构,固定组件4关于引导腔1的中心环形设置有六组,且引导腔1的形状为上下均设置有开口的圆台形结构,并且引导腔1的上端直径大于引导腔1的下端直径,第一电动滑轨401的内表面滑动安装有定位块402,第一电动滑轨401的外部表面一侧设置有侧置板7,且侧置板7的内部固定安装有螺纹套9,螺纹套9的内部螺纹设置有螺纹杆8,且螺纹杆8的端部转动安装有衔接盘10,衔接盘10的中部设置有接近开关11,接近开关11与固定组件4为一一对应分布,侧置板7与第一电动滑轨401外侧卡合连接,延伸座5设置于第一电动滑轨401的端部;
31.具体操作如下,当检测同一汽车零配件时,可事先取出标准的汽车零配件,然后通过螺纹套9的设计对螺纹杆8进行顺时针转动,然后与螺纹杆8转动连接的衔接盘10会沿着侧置板7水平方向进行位置移动,从而衔接盘10内部设有的接近开关11会同步进行位置移动,参照标准的汽车零配件使得接近开关11调整至合适位置,当对需检测的同一型号汽车零配件检测时接近开关11不产生信号标识时该汽车零配件不合格,存在误差较大的问题,汽车零配件加工的误差检测装置具有多个工位,便于同时对多个汽车零配件进行误差检测处理,能够把所需进行误差检测的汽车零配件放置在定位块402和辅助定位块404之间,然后可同步利用第一电动滑轨401和第二电动滑轨403的设计对上述两者进行位置移动,以此能够对放置在定位块402和辅助定位块404之间的汽车零配件进行限位处理,且能够在限位之后通过定位块402外部设有的触点与接近开关11之间的距离进行误差检测,并且能够在检测出误差较大的不合格汽车零配件时,利用第一液压气杆1201的设计使得连接板1202移动至合适的位置之后,可使得延伸杆体1203贴合在汽车零配件的一端表面,然后可同步利用第二液压气杆1204的设计带动推板1205进行位置的移动,从而可利用推板1205与延伸杆体1203位置之间的不断靠近对汽车零配件进行限位处理,然后可使得限位之后的物品放置于定位块402外表面,从而通过第一电动滑轨401的设计能够带动定位块402向引导腔1处移动,使得不合格的汽车零配件转送至收纳底腔3中。
32.如图1、图3和图7所示,延伸座5的外表面安装有固定框13,且固定框13的中部设置有电机24,电机24的输出端安装有连接轴14,连接轴14的外表面设置有用于对物品进行旋转的辅助组件12,且辅助组件12包括第一液压气杆1201、连接板1202、延伸杆体1203、第二液压气杆1204和推板1205,第一液压气杆1201的端部表面设置有连接板1202,且连接板1202的外表面安装有延伸杆体1203,延伸杆体1203的后方设置有推板1205,且推板1205的表面中部连接有第二液压气杆1204;
33.同一个汽车零配件中不同位置厚度不一时,能够利用第一液压气杆1201的设计使得连接板1202移动至合适的位置之后,可使得延伸杆体1203贴合在汽车零配件的一端表面,然后可同步利用第二液压气杆1204的设计带动推板1205进行位置的移动,从而可利用推板1205与延伸杆体1203位置之间的不断靠近对汽车零配件进行限位处理,然后可利用电机24和连接轴14的设计对限位之后的汽车零配件进行旋转,便于对所需进行检测的汽车零配件调整至不同的位置再次利用定位块402和辅助定位块404进行限位处理,能够更加全面获取汽车零配件不同位置的厚度,提高汽车零配件误差检测时的全面性。
34.如图3、图6图7所示,固定框13内部下端中部转动设置有内置轴22,且内置轴22的外表面安装有叶片23,内置轴22的端部设置有齿盘21,齿盘21的外部一侧齿合安装有齿条20,且齿条20的外表面设置有安装板19,安装板19的上端安装有底杆18,且底杆18与定位块402底部一侧为一体化结构;
35.通过定位块402的位置移动能够带动底杆18、安装板19和齿条20进行同步的位置移动,从而齿条20会带动齿盘21进行转动,以此能够带动内置轴22和叶片23进行转动,便于对固定框13内部电机24工作时积蓄的热量快速流通。
36.如图1、图4和图5所示,定位组件17包括第一衔接槽1701、定位杆1702、中置螺纹杆1703和第二衔接槽1704,且第一衔接槽1701的内部卡合安装有定位杆1702,定位盖6的中部垂直设置有中置螺纹杆1703,且中置螺纹杆1703的端部螺纹安装有安装座15,安装座15的中部开设有安装槽16,安装座15内部两侧均开设有第二衔接槽1704,定位杆1702端部分别与第一衔接槽1701和第二衔接槽1704卡合连接,且定位杆1702关于安装座15的中心呈对称分布;
37.通过安装槽16的设计能够与中置螺纹杆1703螺纹连接处理,便于与安装座15相连接的第一电动滑轨401和第二电动滑轨403存在故障或者需进行独立误差检测时,可通过逆时针转动与中置螺纹杆1703相连接的定位盖6,使得中置螺纹杆1703与安装槽16分离开来,拆卸方便,安装时安装槽16对准中置螺纹杆1703,然后可通过顺时针转动与中置螺纹杆1703相连接的定位盖6,可使得整个安装座15与中置螺纹杆1703相固定,然后可利用定位杆1702卡入至第一衔接槽1701和第二衔接槽1704中,避免安装槽16与中置螺纹杆1703螺纹连接的设计产生转动问题,保持稳定。
38.综上,该一种用于汽车零配件加工的误差检测装置,使用时,首先当检测同一汽车零配件时,可事先取出标准的汽车零配件,然后通过螺纹套9的设计对螺纹杆8进行顺时针转动,然后与螺纹杆8转动连接的衔接盘10会沿着侧置板7水平方向进行位置移动,从而衔接盘10内部设有的接近开关11会同步进行位置移动,参照标准的汽车零配件使得接近开关11调整至合适位置,当对需检测的同一型号汽车零配件检测时接近开关11不产生信号标识时该汽车零配件不合格,存在误差较大的问题,然后汽车零配件加工的误差检测装置具有多个工位,便于同时对多个汽车零配件进行误差检测处理,能够把所需进行误差检测的汽车零配件放置在定位块402和辅助定位块404之间,然后可同步利用第一电动滑轨401和第二电动滑轨403的设计对上述两者进行位置移动,以此能够对放置在定位块402和辅助定位块404之间的汽车零配件进行限位处理,且能够在限位之后通过定位块402外部设有的触点与接近开关11之间的距离进行误差检测,然后同一个汽车零配件中不同位置厚度不一时,能够利用第一液压气杆1201的设计使得连接板1202移动至合适的位置之后,可使得延伸杆
体1203贴合在汽车零配件的一端表面,然后可同步利用第二液压气杆1204的设计带动推板1205进行位置的移动,从而可利用推板1205与延伸杆体1203位置之间的不断靠近对汽车零配件进行限位处理,然后可利用电机24和连接轴14的设计对限位之后的汽车零配件进行旋转,便于对所需进行检测的汽车零配件调整至不同的位置再次利用定位块402和辅助定位块404进行限位处理,能够更加全面获取汽车零配件不同位置的厚度,接着能够在检测出误差较大的不合格汽车零配件时,利用第一液压气杆1201的设计使得连接板1202移动至合适的位置之后,可使得延伸杆体1203贴合在汽车零配件的一端表面,然后可同步利用第二液压气杆1204的设计带动推板1205进行位置的移动,从而可利用推板1205与延伸杆体1203位置之间的不断靠近对汽车零配件进行限位处理,然后可使得限位之后的物品放置于定位块402外表面,从而通过第一电动滑轨401的设计能够带动定位块402向引导腔1处移动,使得不合格的汽车零配件转送至收纳底腔3中,同时通过定位块402的位置移动能够带动底杆18、安装板19和齿条20进行同步的位置移动,从而齿条20会带动齿盘21进行转动,以此能够带动内置轴22和叶片23进行转动,便于对固定框13内部电机24工作时积蓄的热量快速流通,最后通过安装槽16的设计能够与中置螺纹杆1703螺纹连接处理,便于与安装座15相连接的第一电动滑轨401和第二电动滑轨403存在故障或者需进行独立误差检测时,可通过逆时针转动与中置螺纹杆1703相连接的定位盖6,使得中置螺纹杆1703与安装槽16分离开来,拆卸方便,安装时安装槽16对准中置螺纹杆1703,然后可通过顺时针转动与中置螺纹杆1703相连接的定位盖6,可使得整个安装座15与中置螺纹杆1703相固定,然后可利用定位杆1702卡入至第一衔接槽1701和第二衔接槽1704中,避免安装槽16与中置螺纹杆1703螺纹连接的设计产生转动问题。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。