1.本发明涉及一种数控砂带磨削机床,属于砂带磨削抛光技术领域,更具体地,涉及一种四工位数控砂带磨削机床。
背景技术:
2.目前,市场上现有的抛光磨削机无法达到地漏表面要求的高精度抛光,每一道工序都是靠人工手拿着工件放在砂带机上抛光或者多采用单一工位进行抛光、每工位的工件夹具每次只能夹紧一个工件与一个抛光轮相匹配,还没有出现多工位同步驱动的结构形式,从粗磨到细磨逐步加工,人工劳动强度大,危险系数高,效率低,同时导致粉尘污染,难以满足环保要求,所以上述的种种缺陷都将导致企业的经济效益无法较好的提高,限制了企业更好的发展。
技术实现要素:
3.本发明的目的在于克服现有技术中的缺点与不足,提供一种四工位数控砂带磨削机床,该数控砂带磨削机床具有工件夹具组件和磨头机构,极大的提高了生产效率,保证工件抛光质量,节约占地面积和能耗,外框围板可以保证加工过程抛光颗粒的收集,环保性能高,数倍提高了生产效率和经济效益。
4.为实现上述目的,本发明按照以下技术方案实现:
5.一种四工位数控砂带磨削机床,包括有底座、外框围板、设置于底座上的转台机构、悬臂和操作屏幕,其特征在于所述底座围绕转台机构均匀布置有两工位的磨头机构、一个工位风轮清光机构及一工位的上下料工位,所述转台机构对应上述两工位的磨头机构、一个工位风轮清光机构和一工位的上下料工位等角度均匀布置有四工位的工件夹具组件,上述每一磨头机构包括有一磨头架及设置于磨头架上对应上述工件夹具组件的磨削抛光结构,上述风轮清光机构包括有一立柱及设置于立柱上对应上述工件夹具组件的风轮清光结构,上述每一工位的工件夹具组件包括有两个联动配合的工件夹头,其中:
6.上述每一双工位的工件夹具组件设置有第一和第二两组夹头,第二夹头为可活动夹头,所述的顶升摆动机构的顶升气缸顶起,通过定位销托起分度台上的活动夹头,使活动夹头与分度台台面脱开,工件与环形砂纸接触打磨,同时左右摆动气缸带着活动夹头和工件左右摆动。
7.进一步,所述磨削抛光结构中,包括有传动连接的电机,与电机传动连接的主动轮、从动轮、涨紧机构、环形砂纸组合,其中环形砂纸通过主动轮、从动轮、涨紧机构和同步带与电机传动连接,实现环形砂纸的旋转。
8.进一步,所述风轮清光结构中,包括有传动连接的电机,与电机传动连接的传动轴、滑台、风轮,气缸、导轨滑块、丝杠、手轮,其中风轮通过传动轴和同步带与电机传动连接,实风轮的旋转,通过气缸,利用导轨、滑块带动滑台上的风轮做前后往复运动,通过手轮手动补偿风轮损耗。
9.进一步,所述数控砂带磨削机床还设置有罩住底座、转台机构、工件夹具组件、磨头机构和风轮清光机构的外框围板,该外框围板设置有检修门、装卸口和除尘口。
10.进一步,所述操作屏幕为电子触摸屏,设置有控制机床动作及收集机床工作状态的功能,通过plc及电路对机床进行操作控制。
11.本发明与现有技术相比,其有益效果为:
12.本发明的磨头机构工位和工件夹具组件具有多个方向的组合运动,每个磨头机构工位可以按设定要求完成预定义的磨削抛光工序,实任意位置磨削抛光加工,抛光质量稳定,数字化控制可解放劳动力,可实现长时间稳定的连续工作,数倍提高生产效率和经济效益
13.由于磨头机构和工件夹具组件垂直布局,缩小占地面积,抛光加工全部在封闭的外框围板内进行,工人们脱离了振动、噪音、粉尘工作环境,有益于工人的身体健康同时抛光产生的粉尘与周围环境隔离,有粉尘的空气通过专业除尘设备过滤后才排入大气中,对环境无污染,降低设备能耗和生产成本,实现智能、安全、环保、高效、经济的抛光加工。
14.为了能更清晰的理解本发明,以下将结合附图说明阐述本发明的具体实施方式。
附图说明
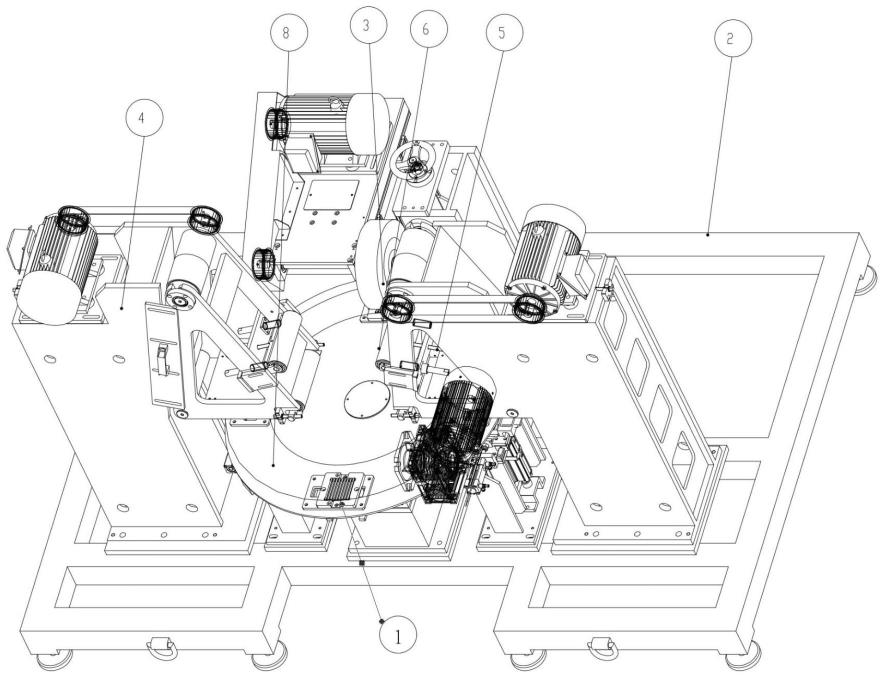
15.图1是本发明的正面结构示意图。
16.图2是本发明的俯视结构示意图。
17.图3是本发明中正面内部示意图。
18.图4是本发明中磨头组件的结构示意图。
19.图5是本发明中风轮清光机构示意图。
具体实施方式
20.下面详细描述本公开的实施例,所述实施例的示例在附图中示出。在附图中,相同或相似的标号表示相同或相似的元件或具有相同或相似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本公开,而不能理解为对本公开的限制。
21.如图1至5所示,本发明所述四工位数控砂带磨削机床,包括有底座2、外框围板、设置于底座上的转台机构8、悬臂和操作屏幕,用于所述底座上围绕转台机构均匀布置有两工位的磨头机构4和磨头机构5、一工位的风轮清光机构3及一工位的上下料工位1,所述转台机构对应上述两工位的磨头机构、一工位的风轮清光机构和一工位的上下料工位等角度均匀布置有四工位的工件夹具组件,上述每一磨头机构包括有一磨头架及设置于磨头架上对应上述工件夹具组件的磨削抛光结构,上述风轮清光机构如图5包括有一立柱1及设置于立柱上对应上述工件夹具组件的风轮清光结构,上述每一工位的工件夹具组件包括有两个联动配合的工件夹头。
22.其中:上述每一工位的工件夹具组件设置有第一和第二两组夹头,第二夹头为可活动夹头,所述的顶升摆动机构的顶升气缸顶起,通过定位销托起分度台上的活动夹头,使活动夹头与分度台台面脱开,工件与环形砂纸接触打磨,同时左右摆动气缸带着活动夹头和工件左右摆动。
23.如图4所示,上述磨削抛光结构中,所述环形砂纸6、主动轮4、从动轮3、电机7、涨紧
机构5通过和皮带组合保持传动连接,实现环形砂纸的旋转。
24.如图5所示,上述风轮清光机构设置有立柱1、滑台7、电机2、传动轴5、布轮6、气缸、导轨滑块、丝杠、手轮8,其中风轮通过传动轴和同步带与电机传动连接,实风轮的旋转,通过气缸,利用导轨、滑块带动滑台上的风轮做前后往复运动,通过手轮手动补偿风轮损耗。
25.进一步,所述数控砂带磨削机床还设置有罩住底座、转台机构、工件夹具组件、磨头机构和清光机构的外框围板,该外框围板设置有检修门、装卸口和除尘口。
26.进一步,所述操作屏幕为电子触摸屏,设置有控制机床动作及收集机床工作状态的功能,通过plc及电路对机床进行操作控制。
27.本发明的工作原理如下所述:
28.工件固定在工件夹具组件的工件夹头上,随顶升摆动机构的顶升气缸顶起,通过定位销托起分度台上的活动夹头及工件,使活动夹头与分度台台面脱开,工件与环形砂纸接触打磨,同时左右摆动气缸带着活动夹头和工件左右摆动,环形砂纸随着电机驱动旋转对工件进行磨削抛光加工。
29.本发明所述的数控砂带磨削机床结构可以按设定的磨削抛光要求完成预定义的抛光工序,两个磨头工位中每个磨头工位完成一种抛光工序,风轮清光工位完成清光去毛刺工序,一个工件经过两个抛光工位和一个清光工位的不同加工工序后才完成全部磨削抛光工作,3个工位可实现同时打磨。具体操作为:最开始工作时,在上下料工位的工件夹具组件装上工件后,转动90
°
到达第一个磨头工位进行第一道磨削抛光工序,电机启动,带动主动轮、从动轮、涨紧轮和环形砂带一起旋转,接着,顶升摆动机构的顶升气缸顶起,通过定位销托起分度台上的夹具,使夹具与分度台台面脱开,工件与砂带接触打磨,同时左右摆动气缸带着夹具和工件左右摆动,磨好后顶升摆动机构停止摆动并降落,完成第一次磨削抛光工序,与此同时在上下料工位再装上另一个工件;依次类推,转动90
°
到达第二个工位进行风轮清光工序,电机启动,带动传动轴和风轮一起旋转,接着,顶升摆动机构的顶升气缸顶起,通过定位销托起分度台上的夹具,使夹具与分度台台面脱开,工件与风轮接触打磨清光,同时左右摆动气缸带着夹具和工件左右摆动,通过气缸作用带动风轮机构前后运动,磨好后顶升摆动机构停止摆动并降落,风轮清光机构缩回,完成第二道清光工序,与此同时在上下料工位再装上另一个工件;当最开始的工件到达第三道磨削工位时,最开始的工件已经完成前面两个不同磨削抛光和清光工序开始第三道磨削抛光工序,此时再在上下料工位装上工件,当最开始的工件完成第三道抛光工序后,转动90
°
再回到上下料工位,此时卸下最开始的工件,再装上新的工件,此后每转动90
°
即可卸下工件再装新的工件,即转动一周可以完成4个工件的全部粗磨、清光去毛刺和细磨抛光工序,从而高效实现工件的磨削抛光加工。
30.本发明并不局限于上述实施方式,如果对本发明的各种改动或变型不脱离本发明的精神和范围,倘若这些改动和变型属于本发明的权利要求和等同技术范围之内,则本发明也意图包含这些改动和变型。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。