1.本发明属于往复运动装置领域,具体涉及一种电磁缸及其装配工装。
背景技术:
2.随着自动化设备小型化、智能化发展,工业生产对执行器件体积、性能、可控等方向提出较高的要求。往复运动器件主要有气动和磁动两种方式,气动方式中的往复式气缸具有结构复杂、体积臃肿且对气密性要求较高等缺点,磁动方式中的电磁缸结构简单、体积较小、使用方便,能够较好得适应狭小、对作业精度要求较高的工况。
3.现有磁力驱动装置应用广泛,但存在以下缺点:1.结构设计不够紧凑,难以满足小型化的发展需求;2.大多采用螺纹紧固,生产成本高。
技术实现要素:
4.有鉴如此,本发明要解决的技术问题是克服上述现有技术中至少一种缺陷,提供一种电磁缸及其装配工装,能减小体积、提高装配效率、降低成本。
5.作为本发明的第一个方面,所提供的电磁缸实施例如下:
6.一种电磁缸,包括:
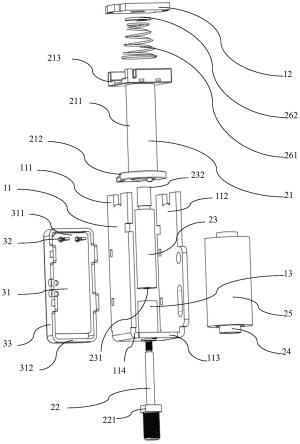
7.支架部分1,包括u型轭铁11、轭铁板12和静铁芯13,所述轭铁板12的两条侧边与所述u型轭铁11的两个纵向支路111及112砍铆连接形成一窗口,所述静铁芯13与所述u型轭铁11的水平支路113扩铆连接;
8.磁芯部分2,包括线架21、推杆22、动铁芯23、线圈25和弹性部件26,所述线架21包括一空腔部件211和设置于所述空腔部件211两端的第一挡板212和第二挡板213,所述空腔部件211中形成一容置空间,所述第一挡板212抵靠所述u型轭铁11的水平支路113实现固定,所述第二挡板213固定卡接于所述型轭铁11的两个纵向支路111及112,使得所述线架21位于所述窗口一侧,所述静铁芯13置于所述容置空间一侧,所述线圈25缠绕在所述空腔部件211的外壁,所述推杆22穿过所述静铁芯13与所述动铁芯13的第一端231固定连接,所述动铁芯13的第二端232穿过所述轭铁板12,所述弹性部件26位于所述第二挡板213和所述轭铁板12之间,并套设在所述动铁芯23的外表面;
9.电路部分3,包括pcb板31、端子32和外壳33,所述端子32设于所述pcb板31的第一端311,所述端子32插入所述第一挡板212后实现固定卡接,所述pcb板31的第二端312卡在所述第二挡板213的凹槽214中,所述外壳33与所述u型轭铁11卡扣连接;
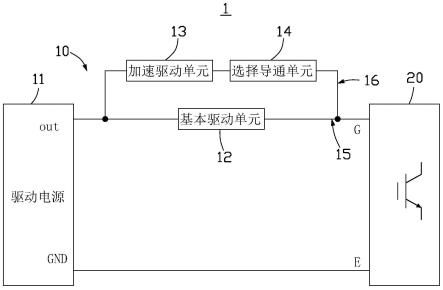
10.所述pcb板31通过所述端子32与所述线圈25实现电气连接,所述线圈25得电时,所述动铁芯23被吸合,拉动所述推杆22靠近所述静铁芯13移动;所述线圈25失电时,所述动铁芯23被释放,由所述弹性部件26带动所述推杆22复位。
11.进一步地,所述磁芯部分2还包括套管24,所述套管24扩铆连接于所述空腔部件211的内壁后形成所述容置空间。
12.进一步地,所述u型轭铁11的折弯处有折弯缺口114。
13.进一步地,所述轭铁板12两端开出燕尾槽121。
14.进一步地,所述线架21设置有防呆柱215。
15.作为本发明的第二个方面,所提供的电磁缸装配工装的实施例如下:
16.一种装配工装,适用于上述第一个方面所述电磁缸的装配,包括:
17.固定块45,用于放置所述静铁芯13和所述u型轭铁11;
18.静铁芯冲头43,通过对所述静铁芯冲头43的第一端施加一压力,能将所述静铁芯13中通孔的外壁径向扩张后与所述u型轭铁11水平支路的通孔内壁紧固配合,实现所述的扩铆连接。
19.进一步地,所述静铁芯冲头43直径比所述静铁芯13内孔直径大1-1.5mm,且所述静铁芯冲头43第二端倒角45
°
。
20.作为本发明的第三个方面,所提供的电磁缸装配工装的实施例如下:
21.一种装配工装,适用于上述第一个方面增设所述套管24的所述电磁缸的装配,包括:
22.u型底座41,用于放置所述u型轭铁11、所述线架21和所述套管24,所述u型轭铁11已装配好所述静铁芯13;
23.套管冲头44,通过对所述套管冲头44的第一端施加一压力,能将所述套管24的外壁径向扩张后与所述线架21的空腔部件211内壁紧固配合,实现所述的扩铆连接。
24.进一步地,所述套管冲头44直径比所述套管24内腔直径大1-1.5mm,且所述套管冲头44第二端倒角30
°
。
25.作为本发明的第四个方面,所提供的电磁缸装配工装的实施例如下:
26.一种装配工装,适用于上述第一个方面所述电磁缸的装配,包括:
27.u型底座41,用于放置所述u型轭铁11;
28.u型轭铁砍铆刀42,其第二端包括两条刀刃,通过对所述u型轭铁砍铆刀42的第一端施加一压力,能将所述u型轭铁11的两个纵向支路111及112的端部各砍出两块材料挤到其中间的缺口,从而锁住所述轭铁板12位于所述缺口中的延伸部,实现所述的砍铆连接。
29.本发明的有益效果在于:pcb板31的第一端311通过端子32插入线圈25的第一挡板212后实现固定卡接,pcb板31的第二端312则通过推入线圈25第二挡板213的凹槽214实现固定卡接,不仅使得电磁缸的结构紧凑,有利于缩小电磁缸的体积,而且使得pcb板的装配形成了三点固定连接的稳定安装结构,有利于提高电磁缸的可靠性;此外,由于各部件连接方式为砍铆、扩铆、卡扣、套接等方式,不使用螺纹孔,减少了工艺成本、精简了结构、缩小了体积,适合工业大规模生产。
附图说明
30.图1为本发明实施例的电磁缸装配后的视图之一;图2为本发明实施例的电磁缸装配后的视图之二;
31.图3为本发明实施例的电磁缸装的剖视图;
32.图4为本发明实施例电磁缸的爆炸图;
33.图5为本发明实施例的装配工装扩铆装配静铁芯与u型轭铁水平支路的示意图;
34.图6为本发明实施例的装配工装扩铆装配套管与线架空腔的示意图
35.图7为本发明实施例的装配工装砍铆装配u型轭铁与轭铁板的示意图;图8为为本发明实施例电磁缸轭铁板上的燕尾槽示意图;
36.图9为本发明实施例电磁缸的其余部分装配示意图及安装使用图;
37.图10为图9中楔形块的局部放大图。
38.其中,上述附图包括以下附图标记:
39.1.支架部分,11.u型轭铁,111、112.纵向支路,113.水平支路,114.折弯缺口,115.安装孔,116.安装槽,117.倒扣孔,118.半圆孔,12.轭铁板,121.燕尾槽,13.静铁芯;
40.2.磁芯部分,21.线架,211.空腔部件,212.第一挡板,213.第二挡板,214.凹槽,215.防呆柱,216.楔形块,217.回弹槽,22.推杆,221.凸台,23.动铁芯,231动铁芯的第一端,232.动铁芯的第二端,24.套管,25.线圈,26.弹性部件,261.伸缩部,262.卡接部;
41.3.电路部分,31.pcb板,311.pcb板的第一端,312.pcb板的第二端,313.出线孔,314.端子孔,32.端子,33.外壳,331.倒扣;
42.41.u型底座,42.u型轭铁砍铆刀,43.静铁芯冲头,44.套管冲头,45.固定块。
具体实施方式
43.下面将结合具体实施方式和说明书附图对本发明及其有益效果作进一步详细说明,但是,本发明的具体实施方式并不局限于此。
44.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
45.除非另有指明,本技术使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
46.在本发明中,在未作相反说明的情况下,使用的方位词如“上、下、左、右”等通常是针对附图所示的方向而言的,或者是针对部件本身在竖直、垂直或重力方面的方向而言的;同样地,为便于理解和描述,“内、外”是指相对于各部件本身的轮廓的内、外,但上述方位词并不用于限制本发明。
47.图1为本发明实施例的电磁缸装配后的视图之一;图2为本发明实施例的电磁缸装配后的视图之二;图3为本发明实施例的电磁缸装的剖视图;图4为本发明实施例电磁缸的爆炸图,请参考图1至4,其中的电磁缸包括:
48.电磁缸,其特征在于,包括:
49.支架部分1,包括u型轭铁11、轭铁板12和静铁芯13,轭铁板12的两条侧边与u型轭铁11的两个纵向支路111和112砍铆连接形成一窗口,静铁芯13与u型轭铁11的水平支路113扩铆连接;
50.磁芯部分2,包括线架21、推杆22、动铁芯23、线圈25和弹性部件26,线架21包括一空腔部件211和设置于空腔部件211两端的第一挡板212和第二挡板213,空腔部件211中形成一容置空间,第一挡板212抵靠u型轭铁11的水平支路113实现固定,第二挡板213固定卡接于型轭铁11的两个纵向支路111和112,使得线架21位于窗口一侧,静铁芯13置于空腔部件211中一侧,线圈25缠绕在空腔部件211的外壁,推杆22穿过静铁芯13与动铁芯13的第一端231固定连接,动铁芯13的第二端232穿过轭铁板12,弹性部件26位于第二挡板213和轭铁板12之间,并套设在动铁芯23的外表面;
51.电路部分3,包括pcb板31、端子32和外壳33,端子32设于pcb板31的第一端311,端子32插入第一挡板212后实现固定卡接,pcb板31的第二端312卡在第二挡板213的凹槽214中,外壳33与u型轭铁11卡扣连接;
52.pcb板31通过端子32与线圈25实现电气连接,pcb板31通电后,输出电流至端子32,线圈25得电,动铁芯23被吸合,拉动推杆22靠近静铁芯13,完成推动动作;pcb板31断电后,线圈25失电,动铁芯23被释放,由弹性部件(26)带动推杆22复位,完成回程动作。
53.其中,静铁芯13外径大于动铁芯23的外径,实现动铁芯23吸合向静铁芯13移动时的限位;推杆22设有凸台221,凸台直径大于静铁芯13下端,实现动铁芯23复位远离静铁芯13移动时的限位,从而使得动铁芯的第一端231在图3中的s区域内往复运动。
54.其中,弹性部件26包括伸缩部261和卡接部262,伸缩部261通过卡接部262套设在动铁芯23的外表面,卡接部262卡接在动铁芯第二端232附近的凹槽中,卡接部262位于上述容置空间之内且抵靠第一挡板212,设置卡接部262的目的在于使得伸缩部261的上端固定在卡接部262之上,从而动铁芯13吸合和释放时能带动伸缩部261拉伸和压缩;其中伸缩部261可以为弹簧等之类能够实现拉伸和压缩的部件,卡接部为卡簧之类的能实现卡接固定的部件。
55.其中,推杆22与动铁芯13第一端231的固定连接可以采用螺纹连接来实现,具体如何实现,本领域的技术人员可以根据需要进行选择,本发明不做限制。
56.进一步地,磁芯部分2还包括套管24,套管24扩铆连接于空腔部件211的内壁后形成上述容置空间,在线架21的内壁增加套管24的目的在于减少动铁芯与线架之间的摩擦,减少能耗,缩短相应时间,套管24可以为黄铜管之类的中空部件,具体采用何种部件,本领域的技术人员可以根据需要进行选择,本发明不做限制。
57.进一步地,u型轭铁11的折弯处(及纵向支路111/112与水平支路113的交接处)有折弯缺口114,避免u型轭铁11折弯时纯铁应力集中和过量形变。
58.本发明实施例的电磁缸装配步骤如下:
59.(1)静铁芯13与u型轭铁水平支路113装配,采用扩铆配合工艺,下文将详细阐述;
60.(2)线架21的装配,将线架21从沿u型轭铁开口插入其中,使得线架的第一挡板212抵靠u型轭铁11的水平支路113实现固定,然后将线架的第二挡板213固定卡接于型轭铁11的两个纵向支路111和112,使得线架21位于上述窗口一侧,静铁芯13位于上述容置空间一侧,线架的第二挡板213固定卡接于型轭铁11的两个纵向支路111和112可以通过楔形块和缺口结构来实现,下文将详细阐述
61.(3)套管24与线架的空腔部件211的装配,采用扩铆配合工艺,下文将详细阐述;
62.(4)推杆22、动铁芯23、线圈25和弹性部件26的装配,先将动铁芯23的第一端231插入上述容置空间,然后将推杆22穿过u型轭铁水平支路113和静铁芯13中的通孔,并完成推杆22与动铁芯13的第一端231固定连接,最后在动铁芯23的第二端232处套设弹性部件26;
63.(5)u型轭铁11与轭铁板12装配,采用砍铆配合工艺,下文将详细阐述;
64.(6)电路部分装配,下文将结合线架21等的装配一起进行介绍。
65.图5为本发明实施例的装配工装扩铆装配静铁芯与u型轭铁水平支路的示意图,其中的装配工装包括:
66.固定块45,用于放置静铁芯13和u型轭铁11;
67.静铁芯冲头43,通过对静铁芯冲头43的第一端施加一压力,能将静铁芯13的中通孔的外壁径向扩张后与u型轭铁11水平支路的通孔内壁紧固配合,实现扩铆连接。
68.优选地,静铁芯冲头43直径比静铁芯13内孔直径大1-1.5mm,且静铁芯冲头43第二端倒角45
°
。
69.请参见图5,静铁芯13与u型轭铁11水平支路113装配时,将静铁芯13与u型轭铁11倒置于固定块45上方,静铁芯冲头43置于静铁芯13中通孔的外壁扩铆,静铁芯13中通孔的外壁扩开0.8-1.2mm,使得静铁芯13中通孔的外壁与u型轭铁11水平支路的通孔内壁紧固配合,即实现了扩铆连接。
70.图6为本发明实施例的装配工装扩铆装配套管与线架空腔的示意图,其中的装配工装包括:
71.u型底座41,用于放置所述u型轭铁11、线架21和套管24,u型轭铁11已装配好静铁芯13;
72.套管冲头44,通过对套管冲头44的第一端施加一压力,能将套管24的外壁径向扩张后与线架21的空腔部件211内壁紧固配合,实现扩铆连接。
73.优选地,静铁芯冲头43直径比静铁芯13内孔直径大1-1.5mm,且静铁芯冲头43第二端倒角45
°
。
74.请参见图6,套管24与线架的空腔部件211装配时,将套管24与线架的空腔部件211套接,线架21与u型轭铁11套接,u型轭铁11置于u型工装u型底座41内,套管冲头44置于黄铜管套管24上方扩铆,套管24外壁扩开0.8-1.2mm。
75.有利地,在套管24与线架的空腔部件211装配时,先将套管24插入线架的空腔部件211,套管24的上端要比线架的第二挡板213的上平面高1-1.5mm,突出一定高度才能扩开套管24的外壁,实现扩铆连接。
76.图7为本发明实施例的装配工装砍铆装配u型轭铁与轭铁板的示意图;其中的装配工装包括:
77.u型底座41,用于放置所述u型轭铁11;
78.u型轭铁砍铆刀42,其第二端包括两条刀刃,通过对u型轭铁砍铆刀42的第一端施加一压力,能将u型轭铁11的两个纵向支路111和112的端部各砍出两块材料挤到其中间的缺口,从而锁住轭铁板12位于缺口中的延伸部,实现的砍铆连接。
79.优选地,u型轭铁砍铆刀42刃角为30
°
且刃边倒角。
80.请参见图7,u型轭铁11与轭铁板12装配时,将u型轭铁11置于u型底座41方形槽中;然后将轭铁板12置于u型轭铁11两个纵向支路111和112端部的缺口内;u型轭铁砍铆刀42居中下砍,将u型轭铁11的两个纵向支路111和112的端部各砍出1mm左右的两块材料挤到其中间的缺口,实现轭铁板12和u型轭铁11紧固。
81.需要说明的是,u型轭铁11与轭铁板12装配时,u型轭铁11内已装配好静铁芯13、线架21、套管24、动铁芯23和弹性部件26,由于静铁芯23的第二端232需要穿过轭铁板12,因此在u型轭铁砍铆刀42上需要开设容纳静铁芯23的第二端232的避让口。
82.优选地,u型轭铁11两个纵向支路111和112端部的缺口各设计两个半圆孔118,避免影响轭铁板12与u型轭铁11贴合。
83.有利地,所述轭铁板12开有燕尾槽121,并预留空间容纳u型轭铁11两个纵向支路
111和112端部砍出的挤到其中间缺口的材料,图8为为本发明实施例电磁缸轭铁板上的燕尾槽示意图,燕尾槽121形成了上述轭铁板12位于u型轭铁11纵向支路111/112缺口中的延伸部。燕尾槽121为内小外大的结构,有利于进一步实现轭铁板12与u型轭铁11的紧固。
84.图9为本发明实施例电磁缸的其余部分装配示意图及安装使用图,请参见图9,线架21安装在u型轭铁11与轭铁板形成的窗口内,线架21的第二挡板213上设置有楔形块216(局部放大图请参见图10),与u型轭铁11的卡口卡位,限制线架21轴线方向的移动,楔形块216突出0.3-0.5mm,楔形块216同侧设置有回弹槽217,线架21向u型轭铁的水平支路113移动时能给予楔形块216回弹余量,回弹槽217宽度为0.5-0.8mm;端子32一端设置有倒刺结构,插入线架21的第一挡板212后固定卡接在第一挡板212中,端子32另一端穿插pcb板31的端子孔312,以焊锡固接,线圈25引出漆包线与端子32连接,从而pcb板31的第一端311通过端子32与线圈25实现了电气连接。pcb板31上设置有两个出线孔313,用于引出两根导线,外部电源通过这两根导线给pcb板31供电,实现pcb板31给线圈25供电。
85.请继续参见图9,线架的第二挡板213设置有凹槽214,凹槽214与pcb板31的第二端312卡住固结,由于端子32实现了pcb板31的第一端311与线架第一挡板212的固结,从而形成了pcb板31与线架31三点固定连接的稳定安装结构,凹槽214外侧设置为斜面,有利于推动pcb板31卡位;线架21设置有防呆柱215,pcb板31有一角缺口,在装配时,防呆柱215插入缺口,实现防呆作用,防止pcb板31布有元器件的两个面装错,防呆柱的位置例如可以设置在pcb板31第一端311的边缘处;pcb板31完成装配后,外壳33通过其上设置的四个倒扣331,与u型轭铁11上的倒扣孔117卡住固接,倒扣331突出0.3-0.5mm;pcb板31前后留有1-3mm空间余量,可供元器件排布。
86.请继续参见图9,本发明实施例的安装使用实现方法为,在u型轭铁11设置有安装孔115和安装槽116,安装孔115和安装槽116竖直相平,各安装一颗螺钉进行定位,安装孔115和安装槽116配合可实现安装尺寸自适应。
87.根据上述说明书的揭示和教导,本发明所属领域的技术人员还能够对上述实施方式进行变更和修改。因此,本发明并不局限于上述的具体实施方式,凡是本领域技术人员在本发明的基础上所作出的任何显而易见的改进、替换或变型均属于本发明的保护范围。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本发明构成任何限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。