1.本发明涉及鞋底制备技术领域,特别是涉及一种防止鞋用脚床分模线爆边的方法。
背景技术:
2.现有的脚床制作方法,以eva、尼龙体、tpu、tpe的一种或多种为发泡原料,经过超临界氮气发泡技术处理得到的半成品材料,特别是弹性超过45以上的高弹性半成品材料,以热烘烤材料冷模压定型方法进行生产,生产出来的脚床,在其分模线位置很容易出现爆边的情况。主要原因是半成品材料体积过大或弹性太高,现有技术为了避免这个问题,通常需要开制小发泡模具,通过小发泡模具发泡出与模压成型模具大小接近的次成品,导致开发流程长、生产成本高,即便是采用小发泡加工,由于次成品也是发泡材料,在成型模具中进行冷模压制时,仍然会有成品材料过大的问题产生,导致爆边的b品产生,合格率低,生产收益降低。为了解决以冷模压定型方法,使用高弹性材料生产的脚床在分模线位置出现爆边的问题,需要开发一种放置鞋用脚床分模线爆边的方法,提高脚床生产的合格率。
技术实现要素:
3.本发明的目的在于提供一种防止鞋用脚床分模线爆边的方法。
4.根据本发明的一个方面,提供了一种防止鞋用脚床分模线爆边的方法,包括以下步骤:
5.步骤a,选取第一发泡材料、第二发泡材料并进行剪裁,剪裁后的第一发泡材料的下表面的形状与剪裁后的第二发泡材料的上表面的形状相匹配;
6.步骤b,分别在剪裁后的第一发泡材料的下表面、剪裁后的第二发泡材料的上表面涂布胶水;
7.步骤c,对已涂布胶水的第一发泡材料、第二发泡材料进行加温,使其涂布的胶水溶解;
8.步骤d,利用模具对步骤c中第一发泡材料和第二发泡材料进行冷模压制,在压制过程中,第一发泡材料位于第二发泡材料上方,模具的分模线的位置与第一发泡材料的下表面、第二发泡材料的上表面相对应,脱模后,制备得到无分模线爆边的鞋用脚床。
9.在一些实施方式中,第一发泡材料的下表面设有依次连接的左平台、中间凸起和右平台,第二发泡材料的上表面设有依次连接的第一平台、中间凹陷和第二平台,第一平台的形状、位置与左平台相对应匹配,中间凹陷的形状、位置与中间凸起相对应匹配,第二平台的形状、位置与右平台相对应匹配,左平台与右平台相左右对称,第一平台与第二平台相左右对称。在冷模压制过程中,第一平台、中间凹陷和第二平台分别对左平台、中间凸起和右平台进行限位阻挡,避免弹性较大、硬度交底的第一发泡材料因体积过大、弹性较大而流动到模具的分模线位置,从而实现避免成品脚床分模线爆边。
10.在一些实施方式中,左平台、第一平台、右平台、第二平台均与模具的分模线的位
置相对应。
11.在一些实施方式中,第二发泡材料的下表面的宽度小于第一发泡材料的上表面的宽度,第一发泡材料设有相互对称分布的左侧弧边和右侧弧边,左侧弧边的两端分别与左平台、第一发泡材料的上表面相连接,右侧弧边的两端分别与右平台、第一发泡材料的上表面相连接,第二发泡材料设有相互对称分布的第一弧边和第二弧边,第一弧边的两端分别与第一平台、第二发泡材料的下表面相连接,第二弧边的两端分别与第二平台、第二发泡材料的下表面相连接。
12.在一些实施方式中,左侧弧边与第一弧边的圆心相同且半径相同,右侧弧边与第二弧边的圆心相同且半径相同。冷模压制处理时,左侧弧边与第一弧边一体成型,右侧弧边与第二弧边一体成型,制备得到的脚床成品的侧边弧线光滑,便于后续脚床与鞋中底组合安装。
13.在一些实施方式中,步骤a中胶水的熔点为60℃以上,步骤b中,加温温度为65℃以上,加温时间为120-200s,步骤c中,冷模压制的时间为80-120s。步骤b中加温温度为65℃以上,便于对热熔胶胶水进行溶解,使第一发泡材料与第二发泡材料粘接紧密。
14.在一些实施方式中,第一发泡材料的厚度、弹性均大于第二发泡材料的厚度、弹性,第一发泡材料的硬度小于第二发泡材料的硬度,第二发泡材料的厚度为0.5-4mm。第二发泡材料的硬度大于第一发泡材料的硬度,可以对第一发泡材料起到一定的阻挡限位作用,避免第一发泡材料从模具的分模线位置流出,避免形成爆边。
15.在一些实施方式中,第一发泡材料与第二发泡材料是成分相同、但物理性质表现不同的两种材料,是以相同发泡原料经过不同的超临界氮气发泡条件处理后得到的半成品材料,第一发泡材料的发泡倍率为150%-250%,回弹率为50%-70%,硬度为25℃-27℃,热收缩率为0.4%-2.0%,压缩率为40%-80%,比重为0.07g/cm
3-0.28g/cm3。
16.在一些实施方式中,第二发泡材料的发泡倍率为150%-250%,回弹率为30%-50%,硬度为40℃-60℃,热收缩率为0.4%-2.0%,压缩率为40%-80%,比重为0.07g/cm
3-0.28g/cm3。
17.在一些实施方式中,第一发泡材料与第二发泡材料为不同种类材质,第二发泡材料的延伸率低于第一发泡材料,第一发泡材料是以发泡原料经过超临界氮气发泡条件处理后得到的半成品材料,第二发泡材料为布类材料或eva材料中的一种。第二发泡材料的延伸率低于第一发泡材料,第二发泡材料不会外溢到分模线的位置,同时可以对第一发泡材料起到一定的阻挡限位作用,避免第一发泡材料从模具的分模线位置流出,避免形成爆边。
18.本发明的有益效果:本发明的方法通过采用两种物理性质不同,即弹性、硬度以及延伸率不同的材料,将该两种材料进行相应的形状剪裁,使该两种材料以形状匹配组合在一起,弹性较差且硬度较高的第二发泡材料位于弹性较大且硬度较低的第一发泡材料下方,在冷模压制过程中,因第二发泡材料的弹性低、硬度大,第二发泡材料的第一弧边、第二弧边和上表面对第一发泡材料的左平台、中间凸起和右平台进行限位阻挡,将第一发泡材料与模具的分模线隔开,可以避免第一发泡材料因体积过大或弹性过高而流出分模线,避免生产出的脚床爆边,满足不爆边脚床的生产要求,提高合格率,减少生产流程,降低生产成本,提高收益。
附图说明
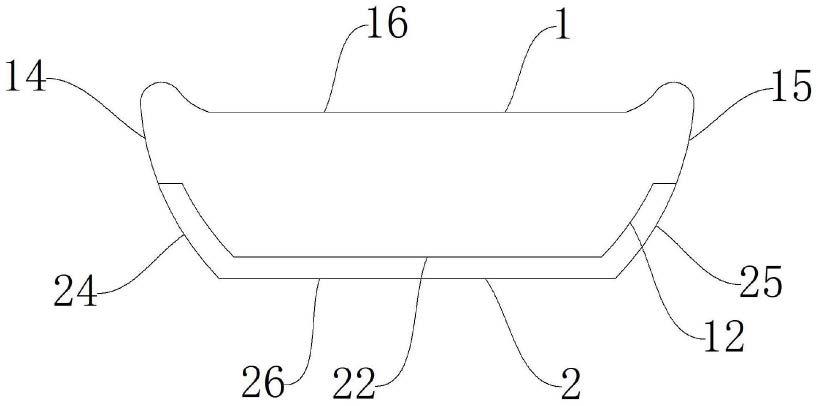
19.图1为本发明的一种实施方式的一种防止鞋用脚床分模线爆边的方法中第一发泡材料与第二发泡材料在冷模压制时的横截面图。
20.图2为本发明的一种实施方式的一种防止鞋用脚床分模线爆边的方法中剪裁后的第一发泡材料的横截面图。
21.图3为本发明的一种实施方式的一种防止鞋用脚床分模线爆边的方法中剪裁后的第二发泡材料的横截面图。
具体实施方式
22.下面结合实施例,对本发明作进一步详细的说明。
23.实施例1
24.本发明的一种防止鞋用脚床分模线爆边的方法,包括以下步骤:
25.步骤a,以tpu和尼龙体的混合物为发泡原料,经过不同条件的超临界氮气发泡处理,加工出第一发泡材料和第二发泡材料。第一发泡材料与第二发泡材料均为购买得到,购买于广东中天运动科技有限公司。其中第一发泡材料的发泡倍率为221%、回弹率为66%、硬度为27℃(27
°
表示为邵氏硬度,“c”表示采用c型硬度器测定)、热收缩率为0.56%、压缩率为55%,比重为0.083g/cm3,第二发泡材料的发泡倍率为221%、回弹率为40%、硬度为55℃、热收缩率为0.46%、压缩率为50%,比重为0.103g/cm3,第一发泡材料的弹性大于第二发泡材料的弹性,第一发泡材料的硬度小于第二发泡材料的硬度;
26.对第一发泡材料、第二发泡材料进行剪裁,剪裁后的第一发泡材料1的下表面设有依次连接的左平台11、中间凸起12和右平台13,剪裁后的第二发泡材料2的上表面设有依次连接的第一平台21、中间凹陷22和第二平台23,第一平台21与第二平台23相左右对称,第一平台21的形状、位置与左平台11相对应匹配,中间凹陷22的形状、位置与中间凸起12相对应匹配,第二平台23的形状、位置与右平台13相对应匹配,即剪裁后的第一发泡材料1的下表面的形状与剪裁后的第二发泡材料2的上表面的形状相匹配,且左平台11、第一平台21、右平台13、第二平台23均与模具的分模线的位置相对应;
27.剪裁后的第一发泡材料1还设有相互对称分布的左侧弧边14和右侧弧边15,左侧弧边14的两端分别与左平台11、第一发泡材料的上表面16相连接,右侧弧边15的两端分别与右平台13、第一发泡材料的上表面16相连接,剪裁后的第二发泡材料2还设有相互对称分布的第一弧边24和第二弧边25,第一弧边24的两端分别与第一平台21、第二发泡材料的下表面26相连接,第二弧边25的两端分别与第二平台23、第二发泡材料的下表面26相连接,左侧弧边14与第一弧边24的圆心相同且半径相同,右侧弧边15与第二弧边25的圆心相同且半径相同。剪裁后的第二发泡材料2的下表面26的宽度小于剪裁后的第一发泡材料1的上表面16的宽度。剪裁后的第二发泡材料2的厚度为0.5mm,小于剪裁后的第一发泡材料1的厚度;
28.步骤b,分别在剪裁后的第一发泡材料1的下表面、剪裁后的第二发泡材料2的上表面滚涂熔点为65℃以上的热熔胶胶水;
29.步骤c,对已涂布热熔胶胶水的第一发泡材料1、第二发泡材料2进行68℃加温,加温时间为120s,使其涂布的热熔胶胶水溶解,并且使第一发泡材料1和第二发泡材料2处于可以进行模压处理的状态;
30.步骤d,将步骤c中加温处理后的第一发泡材料1和第二发泡材料2,按照第一发泡材料1位于第二发泡材料2上方、左平台11、中间凸起12、右平台13依次与第一平台21、中间凹陷22、第二平台23相对应匹配组装,使左侧弧边14与第一弧边24依次连接为同心同半径圆弧,使右侧弧边15与第二弧边24依次连接为同心同半径圆弧,将组装好的第一发泡材料1和第二发泡材料2放入脚床模具内,使左平台11、右平台13、第一平台21和第二平台23均与脚床模具的分模线位置相对应,进行冷模压制80s,脱模后,得到无分模线爆边的鞋用脚床。
31.实施例2
32.本发明的一种防止鞋用脚床分模线爆边的方法,包括以下步骤:
33.步骤a,以tpe和尼龙体的混合物为发泡原料,经过不同条件的超临界氮气发泡处理,加工出第一发泡材料和第二发泡材料。第一发泡材料与第二发泡材料均为购买得到,购买于广东中天运动科技有限公司。其中第一发泡材料的发泡倍率为150%、回弹率为50%、硬度为25℃、热收缩率为0.40%、压缩率为40%,比重为0.07g/cm3,第二发泡材料的发泡倍率为150%、回弹率为30%、硬度为40℃、热收缩率为0.40%、压缩率为40%,比重为0.07g/cm3,第一发泡材料的弹性大于第二发泡材料的弹性,第一发泡材料的硬度小于第二发泡材料的硬度;
34.对第一发泡材料、第二发泡材料进行剪裁,剪裁后的第一发泡材料1的下表面设有依次连接的左平台11、中间凸起12和右平台13,剪裁后的第二发泡材料2的上表面设有依次连接的第一平台21、中间凹陷22和第二平台23,第一平台21与第二平台23相左右对称,第一平台21的形状、位置与左平台11相对应匹配,中间凹陷22的形状、位置与中间凸起12相对应匹配,第二平台23的形状、位置与右平台13相对应匹配,即剪裁后的第一发泡材料1的下表面的形状与剪裁后的第二发泡材料2的上表面的形状相匹配,且左平台11、第一平台21、右平台13、第二平台23均与模具的分模线的位置相对应;
35.剪裁后的第一发泡材料1还设有相互对称分布的左侧弧边14和右侧弧边15,左侧弧边14的两端分别与左平台11、第一发泡材料的上表面16相连接,右侧弧边15的两端分别与右平台13、第一发泡材料的上表面16相连接,剪裁后的第二发泡材料2还设有相互对称分布的第一弧边24和第二弧边25,第一弧边24的两端分别与第一平台21、第二发泡材料的下表面26相连接,第二弧边25的两端分别与第二平台23、第二发泡材料的下表面26相连接,左侧弧边14与第一弧边24的圆心相同且半径相同,右侧弧边15与第二弧边25的圆心相同且半径相同。剪裁后的第二发泡材料2的下表面26的宽度小于剪裁后的第一发泡材料1的上表面16的宽度。剪裁后的第二发泡材料2的厚度为1mm,小于剪裁后的第一发泡材料1的厚度;
36.步骤b,分别在剪裁后的第一发泡材料1的下表面、剪裁后的第二发泡材料2的上表面喷涂熔点为65℃以上的热熔胶胶水;
37.步骤c,对已涂布热熔胶胶水的第一发泡材料1、第二发泡材料2进行70℃加温,加温时间为200s,使其涂布的热熔胶胶水溶解,并且使第一发泡材料1和第二发泡材料2处于可以进行模压处理的状态;
38.步骤d,将步骤c中加温处理后的第一发泡材料1和第二发泡材料2,将第二发泡材料2放置于模具的下模内,将第一发泡材料1放置在第二发泡材料2上,使左平台11、中间凸起12、右平台13依次与第一平台21、中间凹陷22、第二平台23的位置相对应匹配,使左平台11、右平台13、第一平台21和第二平台23均与脚床模具的分模线位置相对应,使左侧弧边14
与第一弧边24依次连接为同心同半径圆弧,使右侧弧边15与第二弧边25依次连接为同心同半径圆弧,然后进行冷模压制120s,脱模后,得到无分模线爆边的鞋用脚床。
39.实施例3
40.本发明的一种防止鞋用脚床分模线爆边的方法,包括以下步骤:
41.步骤a,以eva、尼龙体和tpu的混合物为发泡原料,经过不同条件的超临界氮气发泡处理,加工出第一发泡材料和第二发泡材料。第一发泡材料与第二发泡材料均为购买得到,购买于广东中天运动科技有限公司。其中第一发泡材料的发泡倍率为250%、回弹率为70%、硬度为40℃、热收缩率为2.0%、压缩率为80%,比重为0.28g/cm3,第二发泡材料的发泡倍率为250%、回弹率为50%、硬度为60℃、热收缩率为2.0%、压缩率为80%,比重为0.28g/cm3,第一发泡材料的弹性大于第二发泡材料的弹性,第一发泡材料的硬度小于第二发泡材料的硬度;
42.对第一发泡材料、第二发泡材料进行剪裁,剪裁后的第一发泡材料1的下表面设有依次连接的左平台11、中间凸起12和右平台13,剪裁后的第二发泡材料2的上表面设有依次连接的第一平台21、中间凹陷22和第二平台23,第一平台21与第二平台23相左右对称,第一平台21的形状、位置与左平台11相对应匹配,中间凹陷22的形状、位置与中间凸起12相对应匹配,第二平台23的形状、位置与右平台13相对应匹配,即剪裁后的第一发泡材料1的下表面的形状与剪裁后的第二发泡材料2的上表面的形状相匹配,且左平台11、第一平台21、右平台13、第二平台23均与模具的分模线的位置相对应;
43.剪裁后的第一发泡材料1还设有相互对称分布的左侧弧边14和右侧弧边15,左侧弧边14的两端分别与左平台11、第一发泡材料的上表面16相连接,右侧弧边15的两端分别与右平台13、第一发泡材料的上表面16相连接,剪裁后的第二发泡材料2还设有相互对称分布的第一弧边24和第二弧边25,第一弧边24的两端分别与第一平台21、第二发泡材料的下表面26相连接,第二弧边25的两端分别与第二平台23、第二发泡材料的下表面26相连接,左侧弧边14与第一弧边24的圆心相同且半径相同,右侧弧边15与第二弧边25的圆心相同且半径相同。剪裁后的第二发泡材料2的下表面26的宽度小于剪裁后的第一发泡材料1的上表面16的宽度。剪裁后的第二发泡材料2的厚度为3mm,小于剪裁后的第一发泡材料1的厚度;
44.步骤b,分别在剪裁后的第一发泡材料1的下表面、剪裁后的第二发泡材料2的上表面手工刷涂熔点为65℃以上的热熔胶胶水;
45.步骤c,对已涂布热熔胶胶水的第一发泡材料1、第二发泡材料2进行65℃加温,加温时间为160s,使其涂布的热熔胶胶水溶解,并且使第一发泡材料1和第二发泡材料2处于可以进行模压处理的状态;
46.步骤d,将步骤c中加温处理后的第一发泡材料1和第二发泡材料2,按照第一发泡材料1位于第二发泡材料2上方、左平台11、中间凸起12、右平台13依次与第一平台21、中间凹陷22、第二平台23相对应匹配组装,使左侧弧边14与第一弧边24依次连接为同心同半径圆弧,使右侧弧边15与第二弧边25依次连接为同心同半径圆弧,将组装好的第一发泡材料1和第二发泡材料2放入脚床模具内,使左平台11、右平台13、第一平台21和第二平台23均与脚床模具的分模线位置相对应,进行冷模压制100s,脱模后,得到无分模线爆边的鞋用脚床。
47.实施例4
48.本发明的一种防止鞋用脚床分模线爆边的方法,包括以下步骤:
49.步骤a,以eva、尼龙体和tpe的混合物为发泡原料,经过超临界氮气发泡处理,加工出第一发泡材料。第二发泡材料为eva发泡材料,第一发泡材料与第二发泡材料均为购买得到,购买于广东中天运动科技有限公司。其中第一发泡材料的发泡倍率为200%、回弹率为60%、硬度为32.5℃、热收缩率为2.2%、压缩率为60%,比重为0.175g/cm3,第一发泡材料的弹性大于第二发泡材料的弹性,第一发泡材料的硬度小于第二发泡材料的硬度,第二发泡材料的延伸率低于第一发泡材料;
50.对第一发泡材料、第二发泡材料进行剪裁,剪裁后的第一发泡材料1的下表面设有依次连接的左平台11、中间凸起12和右平台13,剪裁后的第二发泡材料2的上表面设有依次连接的第一平台21、中间凹陷22和第二平台23,第一平台21与第二平台23相左右对称,第一平台21的形状、位置与左平台11相对应匹配,中间凹陷22的形状、位置与中间凸起12相对应匹配,第二平台23的形状、位置与右平台13相对应匹配,即剪裁后的第一发泡材料1的下表面的形状与剪裁后的第二发泡材料2的上表面的形状相匹配,且左平台11、第一平台21、右平台13、第二平台23均与模具的分模线的位置相对应;
51.剪裁后的第一发泡材料1还设有相互对称分布的左侧弧边14和右侧弧边15,左侧弧边14的两端分别与左平台11、第一发泡材料的上表面16相连接,右侧弧边15的两端分别与右平台13、第一发泡材料的上表面16相连接,剪裁后的第二发泡材料2还设有相互对称分布的第一弧边24和第二弧边25,第一弧边24的两端分别与第一平台21、第二发泡材料的下表面26相连接,第二弧边25的两端分别与第二平台23、第二发泡材料的下表面26相连接,左侧弧边14与第一弧边24的圆心相同且半径相同,右侧弧边15与第二弧边25的圆心相同且半径相同。剪裁后的第二发泡材料2的下表面26的宽度小于剪裁后的第一发泡材料1的上表面16的宽度。剪裁后的第二发泡材料2的厚度为2.25mm,小于剪裁后的第一发泡材料1的厚度;
52.步骤b,分别在剪裁后的第一发泡材料1的下表面、剪裁后的第二发泡材料2的上表面滚涂熔点为65℃以上的热熔胶胶水;
53.步骤c,对已涂布热熔胶胶水的第一发泡材料1、第二发泡材料2进行67℃加温,加温时间为180s,使其涂布的热熔胶胶水溶解,并且使第一发泡材料1和第二发泡材料2处于可以进行模压处理的状态;
54.步骤d,将步骤c中加温处理后的第一发泡材料1和第二发泡材料2,将第二发泡材料2放置于模具的下模内,将第一发泡材料1放置在第二发泡材料2上,使左平台11、中间凸起12、右平台13依次与第一平台21、中间凹陷22、第二平台23的位置相对应匹配,使左平台11、右平台13、第一平台21和第二平台23均与脚床模具的分模线位置相对应,使左侧弧边14与第一弧边24依次连接为同心同半径圆弧,使右侧弧边15与第二弧边25依次连接为同心同半径圆弧,然后进行冷模压制110s,脱模后,得到无分模线爆边的鞋用脚床。
55.实施例5
56.本发明的一种防止鞋用脚床分模线爆边的方法,包括以下步骤:
57.步骤a,以尼龙体和tpe的混合物为发泡原料,经过超临界氮气发泡处理,加工出第一发泡材料。第二发泡材料为布料,第一发泡材料与第二发泡材料均为购买得到,购买于广东中天运动科技有限公司。其中第一发泡材料的发泡倍率为170%、回弹率为58%、硬度为30℃、热收缩率为1.8%、压缩率为55%,比重为0.16g/cm3,第一发泡材料的弹性大于第二
发泡材料的弹性,第一发泡材料的硬度小于第二发泡材料的硬度,第二发泡材料的延伸率低于第一发泡材料;
58.对第一发泡材料、第二发泡材料进行剪裁,剪裁后的第一发泡材料1的下表面设有依次连接的左平台11、中间凸起12和右平台13,剪裁后的第二发泡材料2的上表面设有依次连接的第一平台21、中间凹陷22和第二平台23,第一平台21与第二平台23相左右对称,第一平台21的形状、位置与左平台11相对应匹配,中间凹陷22的形状、位置与中间凸起12相对应匹配,第二平台23的形状、位置与右平台13相对应匹配,即剪裁后的第一发泡材料1的下表面的形状与剪裁后的第二发泡材料2的上表面的形状相匹配,且左平台11、第一平台21、右平台13、第二平台23均与模具的分模线的位置相对应;
59.剪裁后的第一发泡材料1还设有相互对称分布的左侧弧边14和右侧弧边15,左侧弧边14的两端分别与左平台11、第一发泡材料的上表面16相连接,右侧弧边15的两端分别与右平台13、第一发泡材料的上表面16相连接,剪裁后的第二发泡材料2还设有相互对称分布的第一弧边24和第二弧边25,第一弧边24的两端分别与第一平台21、第二发泡材料的下表面26相连接,第二弧边25的两端分别与第二平台23、第二发泡材料的下表面26相连接,左侧弧边14与第一弧边24的圆心相同且半径相同,右侧弧边15与第二弧边25的圆心相同且半径相同。剪裁后的第二发泡材料2的下表面26的宽度小于剪裁后的第一发泡材料1的上表面16的宽度。剪裁后的第二发泡材料2的厚度为0.6mm,小于剪裁后的第一发泡材料1的厚度;
60.步骤b,分别在剪裁后的第一发泡材料1的下表面、剪裁后的第二发泡材料2的上表面喷涂熔点为65℃以上的热熔胶胶水;
61.步骤c,对已涂布热熔胶胶水的第一发泡材料1、第二发泡材料2进行66℃加温,加温时间为150s,使其涂布的热熔胶胶水溶解,并且使第一发泡材料1和第二发泡材料2处于可以进行模压处理的状态;
62.步骤d,将步骤c中加温处理后的第一发泡材料1和第二发泡材料2,按照第一发泡材料1位于第二发泡材料2上方、左平台11、中间凸起12、右平台13依次与第一平台21、中间凹陷22、第二平台23相对应匹配组装,使左侧弧边14与第一弧边24依次连接为同心同半径圆弧,使右侧弧边15与第二弧边25依次连接为同心同半径圆弧,将组装好的第一发泡材料1和第二发泡材料2放入脚床模具内,使左平台11、右平台21、第一平台13和第二平台23均与脚床模具的分模线位置相对应,进行冷模压制90s,脱模后,得到无分模线爆边的鞋用脚床。
63.以上所述的仅是本发明的一些实施方式,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。