1.本发明涉及一种排料装置,特别涉及一种传感器连接插座嵌件自动排序装置。
背景技术:
2.传感器是一种检测装置,能感受到被测量的信息,并能将感受到的信息,按一定规律变换成为电信号或其他所需形式的信息输出,以满足信息的传输、处理、存储、显示、记录和控制等要求;传感器的特点包括微型化、数字化、智能化、多功能化、系统化、网络化。它是实现自动检测和自动控制的首要环节。传感器的存在和发展,让物体有了触觉、味觉和嗅觉等感官,让物体慢慢变得活了起来。通常根据其基本感知功能分为热敏元件、光敏元件、气敏元件、力敏元件、磁敏元件、湿敏元件、声敏元件、放射线敏感元件、色敏元件和味敏元件等十大类。
3.传感器连接插座通过注塑成型,在其内部设有金属嵌件,传统工艺中通过立式注塑机进行生产,设备体积大,需要人工放置嵌件,取放不便,且具有安全隐患,同时,效率低;因此,我司研发出一种自动上料(嵌件)和下料(成品)的自动注塑成型装置,在注塑时,为多个零件同时成型,在零件内设有金属的嵌件9,该嵌件9结构参阅图1,其包括水平的第一杆体91,第一杆体91的两端对称设置第二杆体92,第二杆体92的长度方向垂直于第一杆体91的长度方向,且第二杆体包括位于第一杆体上端的上杆体及位于第一杆体下端的下杆体,且下杆体的长度大于上杆体的长度,在下杆体的下端端部设有v形的开口920,在进入自动注塑成型装置前,需要对其进行排序放置,以实现批量注塑成型。
技术实现要素:
4.【1】要解决的技术问题本发明要解决的技术问题是提供一种结构紧凑、运行稳定、精度和效率高的传感器连接插座嵌件自动排序装置。
5.【2】解决问题的技术方案本发明提供一种传感器连接插座嵌件自动排序装置,其包括机架1及安装在所述机架1上的自动排序机构,所述自动排序机构包括:振动盘3,用于放置及输出待处理嵌件;出料轨道5,安装在所述振动盘3的出料端且水平设置,用于对所述振动盘3输出的嵌件进行排序输送;水平滑台6,所述水平滑台6上设有支撑底板7并能实现水平滑动,所述支撑底板7上可拆卸地安装有置物板8,所述置物板8的顶面开设有用于放置嵌件的放置孔;移料机械手4,用于将所述出料轨道5端部的嵌件移动至所述置物板8的放置孔内。
6.进一步的,所述移料机械手4包括安装支架41及固定在所述安装支架41顶部且水平设置的第一滑轨42,所述第一滑轨42上滑配有第一滑块43,所述第一滑块43的滑动方向垂直于所述支撑底板7的滑动方向;所述第一滑块43上固定有升降气缸45,所述升降气缸45
的输出端设有第二滑块46,所述第二滑块46上固定有垂直设置的夹紧气缸47,所述夹紧气缸47的下端输出端设有夹块471。
7.进一步的,所述水平滑台6和/或所述第一滑轨42为电动滑台。
8.进一步的,所述支撑底板7水平设置,所述支撑底板7的顶部设有至少三个垂直于所述支撑底板7的定位柱71,所述置物板8上开设有与所述定位柱71对应的定位孔82。
9.进一步的,所述置物板8包括整体为矩形的置物板本体81,所述置物板81的顶面开设有条形凹槽810,所述条形凹槽810的长度方向平行于所述置物板8的滑动方向,所述条形凹槽810内设有用于放置嵌件的放置槽811,所述放置槽811的长度方向垂直于所述条形凹槽811的长度方向,所述放置槽811为多个且沿所述条形凹槽的长度方向等距设置。
10.进一步的,所述条形凹槽810为两个且平行设置。
11.进一步的,所述置物板8的两端对称设置有用于容夹持机械手上的定位柱插入以实现抓取的定位凹孔80,所述定位凹孔80的端部设有圆角或斜角。
12.进一步的,所述出料轨道5的端部设有定料机构,所述定料机构包括固定座52,所述固定座52上成型有上端敞口的安装腔520,所述安装腔的侧壁开设有与所述出料轨道上的第一出料槽510连通的进料口,所述安装腔520内水平滑配有置料块53,所述置料块53的滑动方向垂直于所述第一出料槽510的长度方向,所述置料块53上开设有平行于所述第一出料槽51、且与嵌件的长度相同的第二出料槽530,所述固定座的侧壁设有用于驱动所述置料块移动的驱动气缸;所述置料块移动至后极限位时,所述第一出料槽510与所述第二出料槽连通、且能容所述第一出料槽内的嵌件进入第二出料槽;当所述置料块运动至前极限位时,所述置料块侧壁挡住所述第一出料槽出口端、且所述第二出料槽位于所述移料机械手的正下方。
13.进一步的,所述固定座52上设有朝向所述第二出料槽并用于检测嵌件的传感器。
14.进一步的,所述自动排序机构为两个且对称设置,两所述自动排序机构上的水平滑台6同轴。
15.【3】有益效果本发明传感器连接插座嵌件自动排序装置,设置振动盘,能实现自动出料,安装空间小;设置定料机构,用于对工件进行独立,提高位置精度,进而提高抓取和放置精度,避免误差造成工件偏移;滑动式置料块设置,结构紧凑,行程短,定料效果好、精度高;采用电缸滑台,运行精度高,可靠性好,提高整体运行效率;拆卸式置物板设置,结构紧凑,安装定位精度高;设置条形凹槽,用于容纳机械手夹块,机械手放置时增大嵌件下端插入深度,提高放置可靠性;设置检测传感器,对定料机构进行工件检测,提高运行可靠性,避免空运行;本发明传感器连接插座嵌件自动排序装置,结构紧凑、制作成本低,运行稳定,精度和排料效率高。
附图说明
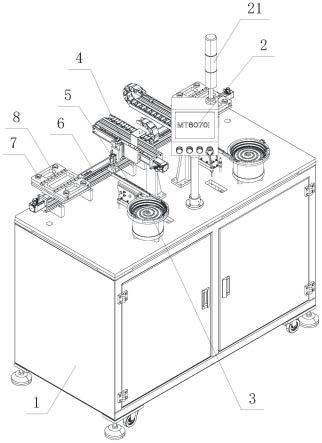
16.图1为嵌件的结构示意图;图2本发明传感器连接插座嵌件自动排序装置的结构示意图;图3本发明传感器连接插座嵌件自动排序装置的自动排序机构的结构示意图;图4本发明传感器连接插座嵌件自动排序装置的自动排序机构的另一角度结构示
意图;图5本发明传感器连接插座嵌件自动排序装置的移料机械手的结构示意图;图6本发明传感器连接插座嵌件自动排序装置的移料机械手的另一角度结构示意图;图7本发明传感器连接插座嵌件自动排序装置的水平滑台的结构示意图;图8本发明传感器连接插座嵌件自动排序装置的水平滑台的另一角度结构示意图;图9本发明传感器连接插座嵌件自动排序装置的置物板的结构示意图;图10为图9中a部放大图;图11为发明传感器连接插座嵌件自动排序装置的定料机构的结构示意图。
具体实施方式
17.下面结合附图,详细介绍本发明实施例。
18.参阅图2-图11,本发明提供一种传感器连接插座嵌件自动排序装置,用于对传感器连接插座的嵌件9进行排序,该嵌件结构参阅1,其包括水平的第一杆体91,第一杆体91的两端对称设置第二杆体92,第二杆体92的长度方向垂直于第一杆体91的长度方向,且第二杆体包括位于第一杆体上端的上杆体及位于第一杆体下端的下杆体,且下杆体的长度大于上杆体的长度,在下杆体的下端端部设有v形的开口920,上述第一杆体和第二杆体的横截面均为矩形,本发明自动排序装置用于对该嵌件进行排序,为后续的批量注塑做准备。
19.具体的,本发明提供一种传感器连接插座嵌件自动排序装置包括机架1,在机架1上设有控制面板2、报警灯21及用于排序的自动排序机构,自动排序机构包括振动盘3、出料轨道5、水平滑台6和移料机械手4。
20.振动盘3是一种自动组装或自动加工机械的辅助送料设备,它能把各种产品有序地排列出来,配合自动组装设备将产品各个部位组装起来成为完整的一个产品,或者配合自动加工机械完成对工件的加工;在振动盘料斗下面有个脉冲电磁铁,可以使料斗作垂直方向振动,由倾斜的弹簧片带动料斗绕其垂直轴做扭摆振动,料斗内零件,由于受到这种振动而沿螺旋轨道上升,在上升的过程中经过一系列轨道的筛选或者姿态变化,零件能够按照组装或者加工的要求呈统一状态自动进入组装或者加工位置, 其工作目的是通过振动将无序工件自动有序定向排列整齐、准确地输送到下道工序,该振动盘3用于放置及通过震动输出待处理嵌件9。
21.出料轨道5安装在振动盘3的出料端,其包括水平设置的轨道本体51,该轨道本体为横截面为矩形的长方体结构,在轨道本体51的顶部开设有第一出料槽510,该第一出料槽510的宽度与嵌件的厚度相同,能容单个嵌件通过,实现嵌件依次排序输送,具体工艺中,第一出料槽510的宽度为嵌件的厚度的1-1.5倍;第一出料槽的深度小于嵌件的高度,使上杆体上端部分外漏,用于红外检测及机械手夹持。
22.在水平滑台6上设有支撑底板7,支撑底板7能实现水平滑动,在支撑底板7上可拆卸地安装有置物板8,在置物板8的顶面开设有用于放置嵌件的放置孔,具体的,支撑底板7为矩形的板状结构,且水平设置,在支撑底板7的顶部设有定位柱71,该定位柱71至少为三个且垂直于支撑底板7,本实施例中,定位柱71为四个且设置在支撑底板7的四个角上;同
时,在置物板8上开设有与定位柱71对应的定位孔82,置物板通过定位孔与定位柱71实现精确放置。
23.参阅图9-图10,置物板8包括整体为矩形的板状结构的置物板本体81,在该置物板本体81上开设有多个矩形孔84,与后工序(自动注塑成型装置-已另案申请)中的模具上的凸起对应,实现精确安装;在置物板81的顶面开设有条形凹槽810,该条形凹槽的横截面为矩形,其长度方向平行于置物板8的滑动方向,在条形凹槽810内设有用于放置嵌件的放置槽811,放置槽811的长度方向垂直于条形凹槽811的长度方向,且该放置槽811为多个且沿条形凹槽的长度方向等距设置;本实施例中,该放置槽811的长度大于条形凹槽810的宽度,因此,放置槽811两端延伸至条形凹槽外,并延伸至置料板本体顶面,在放置槽811的两端设有两个圆形的孔体812,该孔体812位于条形凹槽外,位于置物板本体81表面,孔体垂直设置,用于放置第二杆体92;本实施例中的条形凹槽810(包括放置槽811)为两个且平行设置,在置物板8的两端对称设置有定位凹孔80,该定位凹孔80用于容夹持机械手上的定位柱插入以实现抓取,每端的定位凹孔80为两个,且设置在两端,本实施例中,定位凹孔80的轴线垂直于置物板的滑动方向,在定位凹孔80的端部设有圆角或斜角,用于实现快速插入并实现移料,在该自动排序装置的靠近水平滑台6的一侧设有搬运机械手,用于将水平滑台上的置物板移动至下一注塑成型装置的模具上。
24.移料机械手4用于将出料轨道5端部的嵌件移动至置物板8的放置孔内,具体的,该移料机械手4包括安装支架41,该安装支架41为立式结构,在其上端固定有第一滑轨42,该第一滑轨42水平设置,第一滑轨42上滑配有第一滑块43,第一滑块43能实现水平滑动,其滑动方向垂直于置物板的滑动方向,同时平行于出料轨道的长度方向,在第一滑块43上固定有升降气缸45,在升降气缸45的输出端设有第二滑块46,第二滑块46能实现上下移动,在第二滑块46上固定有垂直设置的夹紧气缸47,在夹紧气缸47的下端输出端设有夹块471,夹块471能实现夹紧及松开,用于嵌件的抓取和放置,该夹块(夹紧气缸)的夹紧和松开方向垂直于出料轨道的输送方向,其能夹住嵌件的两端的第二杆体的上端。
25.本实施例中,水平滑台6和第一滑轨42为电动滑台;水平滑台6包括第一支架体,在第一支架体的端部设有第一电机44,第一电机为伺服电机或步进电机,其输出端设有丝杆,与滑配的第一滑块螺纹连接,用于驱动第一滑块精确移动;在第一滑块上设有第一触杆431,同时,在第一支架体上设有多个第一感应器48,用于对第一滑块的位置的精确检测,便于精确控制。
26.第一滑轨42包括第二支架体,在第二支架体的端部设有第二电机62,第二电机为伺服电机或步进电机,其输出端设有丝杆,与滑配的支撑底板螺纹连接,用于驱动支撑底板精确移动;在支撑底板下端设有第二触杆71,同时,在第二支架体上设有多个第二感应器61,用于对支撑底板的位置的精确检测,便于精确控制。
27.为了实现精确、快速的抓取取料,在出料轨道5的端部设有定料机构,参阅图11,该定料机构包括固定座52,该固定座52整体为长方体结构,在固定座52上开设有安装腔520,该安装腔520整体为长方体,且上端敞口,在安装腔的侧壁开设有与第一出料槽510连通的进料口,用于容第一出料槽上的嵌件进入,同时在安装腔520内水平滑配有置料块53,且置料块53的滑动方向垂直于第一出料槽510的长度方向,在置料块53上开设有第二出料槽530,该第二出料槽530平行于第一出料槽51,且第二出料槽530的长度与嵌件的长度相同,
刚好能容纳一个嵌件9,在固定座的侧壁设有驱动气缸,该驱动气缸与置料块连接并用于驱动置料块移动;当置料块移动至后极限位时,第一出料槽510与第二出料槽同轴并连通,能容第一出料槽内的嵌件进入第二出料槽;当置料块运动至前极限位时,置料块侧壁挡住第一出料槽出口端,避免第一出料槽端部出料,此时该第二出料槽位于移料机械手的正下方;为了提高自动化程度,避免空运行,在固定座52上设有红外传感器,该红外传感器朝向第二出料槽并用于第二出料槽内的嵌件。
28.本实施例中的自动排序机构为两个且对称设置,两个自动排序机构上的水平滑台6同轴,便于搬运机械手搬运,且提高整体运行效率。
29.本发明传感器连接插座嵌件自动排序装置,设置振动盘,能实现自动出料,安装空间小;设置定料机构,用于对工件进行独立,提高位置精度,进而提高抓取和放置精度,避免误差造成工件偏移;滑动式置料块设置,结构紧凑,行程短,定料效果好、精度高;采用电缸滑台,运行精度高,可靠性好,提高整体运行效率;拆卸式置物板设置,结构紧凑,安装定位精度高;设置条形凹槽,用于容纳机械手夹块,机械手放置时增大嵌件下端插入深度,提高放置可靠性;设置检测传感器,对定料机构进行工件检测,提高运行可靠性,避免空运行;本发明传感器连接插座嵌件自动排序装置,结构紧凑、制作成本低,运行稳定,精度和排料效率高。
30.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
