一种pcb板的异型元件aoi缺陷检测方法与系统
技术领域
1.本发明涉及aoi检测领域,尤其是涉及一种pcb板的异型元件aoi缺陷检测方法与系统。
背景技术:
2.pcb板的缺陷检测是pcb板生产过程中的重要步骤,传统的人工检测的方法已难以满足要求。目前有一部分pcb板异型元件的缺陷检测的方法是采用数字图像处理的方式取代人工进行排查。这类方法主要是通过采集电容、连接器、排针、晶振、联子排等的侧面进行图像采集,通过图像处理技术来对采集的元件进行相关的完好性检测,但这种方式所需要的夹持装置较为复杂,且对于二维图像进行图像处理也较为繁琐。
3.也有一部分pcb板异型元件的缺陷检测的方法是仪器线上检测法,该方法通过模拟测试实验和电性能的测试,检查电路板焊接的开路、短路及故障元件和元器件的功能检测。然而如果电板上元器件布置密度过大,则测试点的设置具就有一定难度。此外该方法一般需要测试夹具,但是夹具有着制造成本高,使用难度大、编程与调试时间多等缺点。
技术实现要素:
4.为解决上述背景技术中提出的问题,本发明的目的在于提供一种pcb板的异型元件aoi缺陷检测方法。
5.为实现上述目的,本发明采取的技术方案为:一种pcb板的异型元件aoi缺陷检测方法,包括如下步骤:
6.s1、拍取待测pcb板的图像;
7.s2、将拍取的待测pcb板图像中各个部件的图像分别与预存的各个部件的标准模板图像进行对比,根据对比结果来检测待测pcb板的各个部件是否合格,检测过程中,依次判断pcb板的电容、连接器、晶振、排针及端子排是否合格;
8.s3、根据拍取的pcb板的板面图像,对pcb板板面进行缺陷检测,判断pcb板的板面是否合格;
9.s4、若步骤s2与步骤s3中检测均合格则将pcb板送至合格区,否则反馈pcb板不合格的类型,再将pcb板送至不合格区。
10.在一些实施例中,在步骤s2前,还包括步骤:根据待测pcb板的图像,对待测pcb板进行mark点定位,若定位成功则进入步骤s2,若定位失败则直接终止对该pcb板的检测。
11.在一些实施例中,步骤s2中,判断电容是否合格的步骤具体包括:
12.通过模板匹配算法,将拍取得到的pcb板图像中的电容图像与预存的标准电容模板图像进行对比;
13.根据对比结果,先判断电容是否缺失,若电容缺失则保存电容缺失信息并结束电容检测的步骤;
14.若电容未缺失则再判断电容的角度是否与标准模板电容的原角度相同,若相同则
直接结束电容检测,若不同则保存电容极性不正确的信息,再结束电容检测的步骤。
15.在一些实施例中,步骤s2中,判断连接器是否合格的步骤具体包括:
16.首先对待测pcb图像进行rgb颜色空间到hsv颜色空间的转换,得到在v通道下的pcb图像,并找到在v通道下的连接器图像,随后通过区域灰度值匹配算法,将处理后得到的连接器图像与预存的标准连接器模板图像进行对比;
17.根据对比结果,先判断连接器是否缺失,若连接器缺失则保存连接器缺失信息并结束连接器检测的步骤;
18.若连接器未缺失则再对连接器图像进行灰度值缩放,从而凸显连接器的特征点区域,并将特征点区域平均分为上下两个区域,判断上区域的灰度平均值与下区域的灰度平均值的差是否大于0,若是则直接结束连接器检测,若不是则保存连接器极性不正确的信息,再结束连接器检测的步骤。
19.在一些实施例中,步骤s2中,判断晶振是否合格的步骤具体包括:
20.找到在v通道下的晶振图像,随后通过区域灰度值匹配算法,将处理后得到的晶振图像与预存的标准晶振模板图像进行对比;
21.根据对比结果,判断晶振是否缺失,若晶振未缺失则直接结束晶振检测的步骤,若晶振缺失则保存晶振缺失信息再结束晶振检测的步骤。
22.在一些实施例中,步骤s2中,判断排针是否合格的步骤具体包括:
23.找到在v通道下的排针图像,随后通过区域灰度值匹配算法,将处理后得到的排针图像与预存的标准排针模板图像进行对比;
24.根据对比结果,判断排针是否缺失,若排针未缺失则直接结束排针检测的步骤,若排针缺失则保存排针缺失信息再结束排针检测的步骤。
25.在一些实施例中,步骤s2中,判断端子排是否合格的步骤具体包括:
26.先对大端子排进行检测,找到在v通道下的大端子排图像,随后通过区域灰度值匹配算法,将处理后得到的大端子排图像与预存的标准大端子排模板图像进行对比;
27.根据对比结果,先判断大端子排是否缺失,若大端子排缺失则保存大端子排缺失信息再结束大端子排检测的步骤;
28.若大端子排未缺失,则对大端子排区域图像进行灰度值缩放,从而凸显大端子排的特征点区域,将特征点区域与标准大端子排模板的特征点区域进行灰度值对比,以判断大端子排的极性是否正确,若正确则直接结束大端子排检测,若不是则保存大端子排极性不正确的信息,再结束大端子排检测;
29.然后对小端子排进行检测,找到在v通道下的小端子排图像,随后通过区域灰度值匹配算法,将处理后得到的小端子排图像与预存的标准小端子排模板图像进行对比;
30.根据对比结果,先判断小端子排是否缺失,若小端子排缺失则保存小端子排缺失信息再结束小端子排检测的步骤;
31.若小端子排未缺失,则对小端子排区域图像进行灰度值缩放,从而凸显小端子排的特征点区域,将特征点区域与标准小端子排模板的特征点区域进行角度对比,以判断小端子排的极性是否正确,若正确则直接结束小端子排检测,若不是则保存小端子排极性不正确的信息,再结束小端子排检测。
32.在一些实施例中,步骤s3中,具体包括如下步骤:
33.根据拍取的pcb板的板面图像,先利用canny边缘梯度检测算法、模板匹配算法以及blob分析来判断pcb板的板面上是否存在划痕,若存在划痕则保存对应的不合格信息;
34.再对pcb板的板面图像进行二值化及缩放处理,以判断pcb板的板面上否存在发黑,若存在发黑则保存对应的不合格信息。
35.本发明另一方面提供了一种pcb板的异型元件aoi缺陷检测系统,采用上述的pcb板的异型元件aoi缺陷检测方法以完成pcb板的异型元件aoi缺陷检测,且包括工控机以及与工控机电连接的运动控制系统及图像采集系统;
36.所述运动控制系统用于控制待测pcb板的自动传输;
37.所述图像采集系统用于采集待测pcb板的图像,并将图像传输至所述工控机。
38.在一些实施例中,所述图像采集系统包括相机及光源,且所述光源从四周包围所述相机的镜头;
39.所述运动控制系统包括传输轨道,传输轨道上设置有用于隔绝外部光照的拍照区,所述图像采集系统的相机及光源均安装在所述拍照区内部的上方中部,且所述相机的镜头正对着所述传输轨道的中部。
40.与现有技术相比,本发明的有益效果是:
41.本发明提供的pcb板的异型元件aoi缺陷检测方法与系统,相对于传统的人工检测的方式及其他机械检测方式,大大减轻了工作人员的工作量,也提高了企业的经济效益,并且能够适应多种异型元器件的检测,检测的精度灵活可调,可以适应在不同的应用场景,本设计的结构特性就决定了本设计可以灵活的配置在自动化产线上,契合未来智能工厂、无人产线等的建设。
附图说明
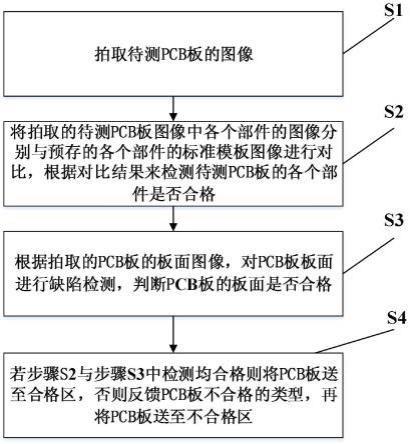
42.图1为本发明提供的pcb板的异型元件aoi缺陷检测方法的步骤流程示意图;
43.图2为本发明提供的pcb板的异型元件aoi缺陷检测系统的示意图。
具体实施方式
44.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合附图和具体实施方式,进一步阐述本发明是如何实施的。
45.参照图1所示,本发明提供了一种pcb板的异型元件aoi缺陷检测方法,包括如下步骤:
46.s1、拍取待测pcb板的图像;
47.s2、将拍取的待测pcb板图像中各个部件的图像分别与预存的各个部件的标准模板图像进行对比,根据对比结果来检测待测pcb板的各个部件是否合格,检测过程中,依次判断pcb板的电容、连接器、晶振、排针及端子排是否合格;
48.s3、根据拍取的pcb板的板面图像,对pcb板板面进行缺陷检测,判断pcb板的板面是否合格;
49.s4、若步骤s2与步骤s3中检测均合格则将pcb板送至合格区,否则反馈pcb板不合格的类型,再将pcb板送至不合格区。
50.进一步地,在步骤s2前,还包括步骤:根据待测pcb板的图像,对待测pcb板进行
mark点定位,若定位成功则进入步骤s2,若定位失败则直接终止对该pcb板的检测,后续可通过人工进行检测。
51.对待测pcb板的图像进行mark点定位成功后,即可根据mark点来确定图像中不同部件的位置,从而方便于后续的检测。
52.优选地,步骤s2中,判断电容是否合格的步骤具体包括:
53.通过模板匹配算法,将拍取得到的pcb板图像中的电容图像与预存的标准电容模板图像进行对比;
54.根据对比结果,先判断电容是否缺失,若电容缺失则保存电容缺失信息并结束电容检测的步骤;
55.若电容未缺失则再判断电容的角度是否与标准模板电容的原角度相同,若相同则直接结束电容检测,若不同则保存电容极性不正确的信息,再结束电容检测的步骤。
56.具体地,在点电容的角度进行判断时,设标准模板电容的位置为e1(a1,b1,angle1),a1,b1表示在二维坐标中的位置,angle1表示角度;设拍取得到的pcb板图像中的电容图像的位置为eo(ao,bo,angleo),则令偏移量d=(a
o-a1)2 (b
o-b1)2,旋转量ang=|angle
0-angle1|,根据工艺要求设定一个偏移阈值do和一个旋转阈值ango,然后将上述计算得到偏移量与旋转量与对应的阈值进行对比即可。可以理解的是,对于其他部件的判断,也可采用类似的方案,只要预先设定好合适的阈值及模板即可。
57.优选地,步骤s2中,判断连接器是否合格的步骤具体包括:
58.首先对待测pcb图像进行颜色空间转化处理,将pcb板rgb空间转换到hsv空间,得到在v通道下的pcb图像,并找到在v通道下的连接器图像,随后通过区域灰度值匹配算法,将处理后得到的连接器图像与预存的标准连接器模板图像进行对比;
59.根据对比结果,先判断连接器是否缺失,若连接器缺失则保存连接器缺失信息并结束连接器检测的步骤;
60.若连接器未缺失则再对连接器图像进行灰度值缩放,从而凸显连接器的特征点区域,并将特征点区域平均分为上下两个区域,判断上区域的灰度平均值与下区域的灰度平均值的差是否大于0,若是则直接结束连接器检测,若不是则保存连接器极性不正确的信息,再结束连接器检测的步骤。由于连接器的多个标准点通常是固定规格的,故可直接通过上下两个区域灰度平均值的差来判断极性是否正确。
61.优选地,步骤s2中,判断晶振是否合格的步骤具体包括:
62.找到在v通道下的晶振图像,随后通过区域灰度值匹配算法,将处理后得到的晶振图像与预存的标准晶振模板图像进行对比;
63.根据对比结果,判断晶振是否缺失,若晶振未缺失则直接结束晶振检测的步骤,若晶振缺失则保存晶振缺失信息再结束晶振检测的步骤。
64.优选地,步骤s2中,判断排针是否合格的步骤具体包括:
65.找到在v通道下的排针图像,随后通过区域灰度值匹配算法,将处理后得到的排针图像与预存的标准排针模板图像进行对比;
66.根据对比结果,判断排针是否缺失,若排针未缺失则直接结束排针检测的步骤,若排针缺失则保存排针缺失信息再结束排针检测的步骤。
67.优选地,步骤s2中,判断端子排是否合格的步骤具体包括:
68.先对大端子排进行检测,找到在v通道下的大端子排图像,随后通过区域灰度值匹配算法,将处理后得到的大端子排图像与预存的标准大端子排模板图像进行对比;
69.根据对比结果,先判断大端子排是否缺失,若大端子排缺失则保存大端子排缺失信息再结束大端子排检测的步骤;
70.若大端子排未缺失,则对大端子排区域图像进行灰度值缩放,从而凸显大端子排的特征点区域(大端子排中间的凹角区域),将特征点区域与标准大端子排模板的特征点区域进行灰度值对比,以判断大端子排的极性是否正确,若正确则直接结束大端子排检测,若不是则保存大端子排极性不正确的信息,再结束大端子排检测;
71.然后对小端子排进行检测,找到在v通道下的小端子排图像,随后通过区域灰度值匹配算法,将处理后得到的小端子排图像与预存的标准小端子排模板图像进行对比;
72.根据对比结果,先判断小端子排是否缺失,若小端子排缺失则保存小端子排缺失信息再结束小端子排检测的步骤;
73.若小端子排未缺失,则对小端子排区域图像进行灰度值缩放,从而凸显小端子排的特征点区域(小端子排右上方的缺口区域),将特征点区域与标准小端子排模板的特征点区域进行角度对比,以判断小端子排的极性是否正确,若正确则直接结束小端子排检测,若不是则保存小端子排极性不正确的信息,再结束小端子排检测。
74.优选地,步骤s3中,具体包括如下步骤:
75.根据拍取的pcb板的板面图像,先利用canny边缘梯度检测算法、模板匹配算法以及blob分析来判断pcb板的板面上是否存在划痕,若存在划痕则保存对应的不合格信息;
76.再对pcb板的板面图像进行二值化及缩放处理,以判断pcb板的板面上否存在发黑,若存在发黑则保存对应的不合格信息。
77.本发明另一方面提供了一种pcb板的异型元件aoi缺陷检测系统,其采用上述的pcb板的异型元件aoi缺陷检测方法以完成pcb板的异型元件aoi缺陷检测,且包括工控机1以及与工控机1电连接的运动控制系统2及图像采集系统3;工控机1可通过集线器5分别与运动控制系统2及图像采集系统3电连接;运动控制系统2用于控制待测pcb板的自动传输;图像采集系统3用于采集待测pcb板的图像,并将图像传输至工控机1。
78.优选地,图像采集系统3包括相机及光源,且光源从四周包围相机的镜头;运动控制系统2包括传输轨道,传输轨道上设置有用于隔绝外部光照的拍照区4,图像采集系统3的相机及光源均安装在拍照区4内部的上方中部,且相机的镜头正对着传输轨道的中部。通过这样的设置,能够360度无死角垂直照射pcb板表面图像,可以使工业相机获取清晰明亮的元器件图像,从而减少后续算法处理的复杂度及难度。可以理解的是,传输轨道前端可连接pcb板的前端生产线,传输轨道后端可分别通向合格区与不合格区,以区分检测结果合格或不合格的pcb板。
79.综上,本发明提供的pcb板的异型元件aoi缺陷检测方法与系统,结合多种视觉处理算法,大幅提高了异形元器件检测的准确性,可针对pcb板元件出现的错件、漏件、反贴等标记抒写报警类型,例如:不良、缺件、偏移、侧立、立碑、反贴、错件、极反、缺锡等,实现了pcb板缺陷检测。相对于传统的人工检测的方式及其他机械检测方式,大大减轻了工作人员的工作量,也提高了企业的经济效益,并且能够适应多种异型元器件的检测,检测的精度灵活可调,可以适应在不同的应用场景,本设计的结构特性就决定了本设计可以灵活的配置
在自动化产线上,契合未来智能工厂、无人产线等的建设。
80.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。