1.本技术涉及管桩加工设备的领域,尤其是涉及一种短驳桩骨架加工设备及其生产工艺。
背景技术:
2.管桩是一种主要承受竖向荷载的地基加强用的钢筋混凝土构件,管桩按混凝土强度等级和壁厚分为预应力混凝土管桩、预应力混凝土薄壁管桩和预应力高强混凝土管桩。在进行老旧建筑物改造的施工过程中,经常用到管桩对老旧建筑物的基础进行加固,加固过程中使用的管桩一般由多节长度较短的预制短管桩拼接而成,以便拼接成不同长度的管桩,从而适用于各种不同老建筑的基础加固施工要求,这种长度较短的预制短管桩我们称之为短驳桩。
3.相关技术中,短驳桩一般包括短驳桩骨架和混凝土离心形成的空心桩体,其中短驳桩骨架一般包括两块环状端板和多条加固筋,两个端板位于桩体沿长度方向的两端,加固筋埋设于桩体内以增强短驳桩的强度和承载能力。制作短驳桩时,先将加固筋两端预先与两个端板焊接形成短驳桩骨架,然后将短驳桩骨架置于成型模具中浇筑混凝土并离心成型即制得短驳桩。
4.针对上述中的相关技术,发明人认为相关技术中在加工短驳桩骨架时,一次只能制作一个短驳桩骨架,无法实现批量生产,导致短驳桩的生产效率较低。
技术实现要素:
5.为了提高短驳桩的生产效率,本技术提供一种短驳桩骨架加工设备及其生产工艺。
6.第一方面,本技术提供的一种短驳桩骨架加工设备采用如下的技术方案:一种短驳桩骨架加工设备,包括用于固定端板的中心杆、支座和固定组件,所述中心杆沿轴向水平放置于支座上,所述端板同轴套设于中心杆上且能够沿中心杆轴向滑动,所述固定组件用于将端板和中心杆固定。
7.通过采用上述技术方案,加工制作短驳桩骨架时,将中心杆沿轴向水平放置于支座上,然后将偶数个端板套设于中心杆上,接着调节端板之间的间距,使得每组两个端板之间的间距与短驳桩的长度相等,然后利用固定组件将端板和中心杆固定,接着将加固筋依次穿过多个端板,然后将加固筋与端板焊接,接着将相邻两组端板之间的加固筋切断,并对加固筋的切割端头进行打磨,使得加固筋端头与端板平齐,然后拆卸掉固定组件和支座,再将中心杆抽出,即制得多个短驳桩骨架。通过上述设备,制备得到的加固筋具有结构稳定、强度高的优点,并且一次能够同时制得多个短驳桩骨架,因此能够实现短驳桩骨架的批量生产加工,进而有效提高了短驳桩的生产效率。
8.可选的,所述支座设有至少两个,所述支座包括卡座、紧固件和多个支撑杆,多个所述支撑杆位于卡座底部且和卡座固定连接,所述卡座上开设有用于放置中心杆的卡槽,
所述紧固件用于将中心杆和卡座固定。
9.通过采用上述技术方案,实际生产时能够选择不同直径的中心杆,进而匹配不同型号的短驳桩骨架的端板尺寸,通过卡座上的卡槽能够对不同直径的中心杆进行安装固定,使得本技术的加工设备能够制作不同型号的短驳桩骨架,因此有效增强了加工设备的适用性。
10.可选的,所述紧固件包括挡板、紧固螺栓和限位螺杆,所述挡板位于卡槽开口处,所述挡板一端和卡座铰接、另一端通过紧固螺栓与卡座固定,所述限位螺杆与挡板螺纹连接,所述中心杆于端部沿径向贯穿开设有限位孔,所述限位螺杆穿过挡板的一端插接于限位孔内。
11.通过采用上述技术方案,安装中心杆时,先将挡板打开,然后将中心杆放置于卡槽内,接着转动挡板以将卡槽封闭,然后转动挡板端部的紧固螺栓,以将挡板和卡槽固定,接着转动限位螺杆,使得限位螺杆一端穿过挡板并插接于中心杆的限位孔内,即完成对中心杆的安装固定。通过上述结构能够快速将中心杆于支座安装牢固,能够有效避免中心杆在卡槽内转动或沿轴向滑动的问题,有效增强了中心杆在加工过程中的稳定性,进而有利于使制得的短驳桩骨架保证良好的质量。
12.可选的,所述固定组件设有两个,两个所述固定组件分布于中心杆沿轴向的两侧;所述固定组件包括定位杆、滑套和顶丝,所述定位杆两端分别与卡座连接,所述定位杆的轴向与所述中心杆的轴向平行,所述滑套设有多个,所述滑套同轴套设于与定位杆上且与定位杆滑动连接,所述滑套上同轴固定连接有两个卡环,两个所述卡环之间形成用于固定端板的凹槽,所述顶丝用于将滑套和定位杆固定。
13.通过采用上述技术方案,当需要对端板和中心杆进行固定时,将定位杆两端与两个卡座连接,然后滑动滑套,使得端板卡接于滑套上的凹槽内,然后用顶丝将滑套和定位杆固定,从而完成对端板的固定。通过上述结构能够快速将端板于中心杆固定,从而便于后续进行焊接的操作,并且通过设置滑套能够对不同间距的端板进行固定,从而适用于不同型号的短驳桩骨架的制作需求,因此有效增强了固定组件的适用性。
14.可选的,所述卡座上开设有供定位杆穿过的通孔,所述定位杆端部穿设于通孔内且端部延伸至通孔外,所述定位杆延伸至通孔外的一端螺纹连接有用于将定位杆和支座固定的螺母。
15.通过采用上述技术方案,安装定位杆时,将定位杆端部穿设于通孔内,然后转动螺母,即可将定位杆与卡座固定,拆卸定位杆时,转动螺母以将螺母和定位杆分离,然后将定位杆从卡座上抽出即可。上述结构便于实现定位杆和卡座的安装和拆卸,有效增强了加工设备在使用过程中的便捷性。
16.可选的,所述通孔为腰形孔,所述腰形孔的长边水平设置。
17.通过采用上述技术方案,通过设置腰形槽,是的定位杆能够在腰形槽内水平滑动,从而调整定位杆与中心杆之间的间距,从而使得滑套能够对不同直径的端板进行固定,使得定位组件能够对不同型号的短驳桩的端板进行卡接固定,因此有效提高了定位组件的适用性。
18.可选的,所述支撑杆远离卡座的一端设置有万向轮。
19.通过采用上述技术方案,通过设置万向轮便于对支座进行移动,从而无需对中心
杆进行搬运,因此有效降低了工人在制作短驳桩骨架时的劳动强度。
20.第一方面,本技术提供的一种短驳桩骨架生产工艺,采用上述的短驳桩骨架加工设备,其包括如下步骤:s1、安装端板:取三个支座,分别记为支座a、支座b和支座c,将中心杆放置在支座a和支座b上,并使得中心杆一段延伸出支座a外,然后将偶数个端板套设于中心杆延伸出支座a外的一段,接着将支座c放置在中心杆延伸至支座a外一段的端部,然后将支座a移动至中心杆远离支座c的一端的端部,并将支座b拿走;s2、调节并固定端板:驱动端板沿中心杆滑动,直至一个短驳桩骨架的两个端板之间的间距与短驳桩长度相等,并使得相邻两个短驳桩骨架的端板之间预留20cm宽的间距,然后用固定组件将端板于中心杆固定;s3、焊接加固筋:将加固筋依次穿过多个端板,然后将加固筋与端板焊接;s4、切割、打磨:从预留的间距对加固筋进行切割,切割完成后对加固筋的断头进行打磨,直至加固筋断头与端板平齐;s5、拆模:拆卸固定组件和支座,然后将中心杆抽出,即得多个短驳桩骨架。
21.通过采用上述技术方案,通过三个支座的配合,在无需移动搬运中心杆的情况下即可简便的将端板套设于中心杆上,因此有效降低了工人的劳动强度,通过预留端板之间的间距,便于后续进行焊接和打磨的操作,从而有利于保证加固筋与端板保持平齐,在后续离心成型的过程中,端板侧壁能够紧密的与管桩模贴合,从而有利于保证成型的短驳桩的质量稳定。上述的方法一次能够同时制得多个短驳桩骨架,因此能够实现短驳桩骨架的批量生产加工,进而有效提高了短驳桩的生产效率。
22.综上所述,本技术包括以下至少一种有益技术效果:1.本技术通过加工设备制备得到的加固筋具有结构稳定、强度高的优点,并且一次能够同时制得多个短驳桩骨架,因此能够实现短驳桩骨架的批量生产加工,进而有效提高了短驳桩的生产效率;2.本技术通过将中心杆固定于卡座上的卡槽内,实际生产时能够选择不同直径的中心杆,进而匹配不同型号的短驳桩骨架的端板尺寸,通过卡座上的卡槽能够对不同直径的中心杆进行安装固定,使得本技术的加工设备能够制作不同型号的短驳桩骨架,因此有效增强了加工设备的适用性;3.本技术的固定组件能够快速将端板于中心杆固定,从而便于后续进行焊接的操作,并且通过设置滑套能够对不同间距的端板进行固定,从而适用于不同型号的短驳桩骨架的制作需求,有效增强了固定组件的适用性;4.本技术的生产方法通过三个支座的配合,在无需移动搬运中心杆的情况下即可简便的将端板套设于中心杆上,因此有效降低了工人的劳动强度,通过预留端板之间的间距,便于后续进行焊接和打磨的操作。上述的方法一次能够同时制得多个短驳桩骨架,因此能够实现短驳桩骨架的批量生产加工,进而有效提高了短驳桩的生产效率。
附图说明
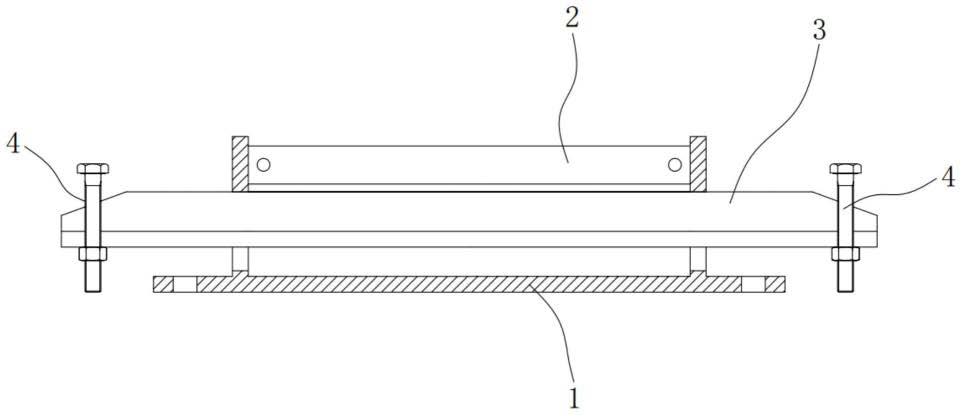
23.图1是本技术实施例的整体结构示意图;图2是本技术实施例的支座和固定组件的局部放大视图;
图3是图1中a部分的放大视图;图4是本技术实施例的端板的整体结构示意图。
24.附图标记:1、中心杆;11、限位孔;2、支座;21、卡座;211、卡槽;212、通孔;22、紧固件;221、挡板;222、紧固螺栓;223、限位螺杆;23、支撑杆;231、万向轮;3、固定组件;31、定位杆;311、螺母;32、滑套;321、卡环;322、凹槽;33、顶丝;4、端板;41、穿孔;42、沉孔。
具体实施方式
25.以下结合附图1-4对本技术作进一步详细说明。
26.本技术实施例公开一种短驳桩骨架加工设备。参照图1,一种短驳桩骨架加工设备包括中心杆1、支座2和固定组件3。
27.参照图1和图2,中心杆1为空心圆钢管,本实施例中支座2包括两个,两个支座2位于中心杆1沿轴向的两端,其他实施例中支座2的数量可以根据中心杆1的长度进行选择,其数量并不作为对本技术的限制。
28.参照图1和图2,支座2包括卡座21、紧固件22和四个支撑杆23,卡座21为长方体状,卡座21上沿厚度方向贯穿开设有用于放置中心杆1的卡槽211,卡槽211为v形槽,支撑杆23位于卡座21底部,支撑杆23一端和卡座21底部焊接、另一端通过螺丝固定连接有能够实现自锁的万向轮231。
29.参照图1和图2,紧固件22包括挡板221、紧固螺栓222和限位螺杆223,挡板221位于卡槽211开口处且将卡槽211封闭,挡板221一端与卡槽211采用轴铰接、另一端通过紧固螺栓222与卡座21固定。限位螺杆223位于挡板221沿长度方向的中心处,限位螺杆223与挡板221螺纹连接且限位螺杆223的轴向竖直,中心杆1于端部沿径向贯穿开设有限位孔11,限位螺杆223穿过挡板221的一端插接于限位孔11内。通过限位螺杆223能够有效避免中心杆1在卡槽211内转动或沿轴向滑动的问题。
30.参照图2和图3,固定组件3设有两个,两个固定组件3分布于中心杆1沿轴向的两侧,固定组件3包括定位杆31、滑套32和顶丝33,卡座21上沿厚度方向贯穿开设有供定位杆31穿过的通孔212,通孔212为腰形孔且腰形孔的长边水平设置。定位杆31端部穿设于通孔212内且端部延伸至通孔212外,定位杆31延伸至通孔212外的一端螺纹连接有用于将定位杆31和支座2固定的螺母311。
31.参照图2和图3,滑套32设有多个,滑套32同轴套设于定位杆31上且与定位杆31滑动连接,滑套32外壁同轴焊接有两个卡环321,两个卡环321之间形成用于固定端板4的凹槽322,凹槽322的宽度朝向远离卡环321圆心的方向逐渐增大,顶丝33与滑套32螺纹连接且一端延伸至滑套32内与定位杆31抵接。制作短驳桩骨架时,滑动滑套32,使得端板4卡接于凹槽322内,然后转动顶丝33将滑套32与定位杆31固定即可。
32.参照图4,端板4上开设有供加固筋穿过的穿孔41,穿孔41两端同轴开设有沉孔42,设置沉孔42便于在焊接加固筋和端板4时预留堆积焊料的空间,从而保证端板4于加固筋焊接处的平整。
33.本技术实施例一种短驳桩骨架加工设备的实施原理为:加工制作短驳桩骨架之间,根据需要制备的短驳桩的型号,选择与短驳桩骨架的端板4匹配的中心杆1,中心杆1的直径与端板4的内径相等。接着将中心杆1沿轴向水平放置于卡座21的卡槽211内,并利用紧
固件22将中心杆1和卡座21固定。
34.然后将偶数个端板4套设于中心杆1上,接着调节端板4之间的间距,使得每组两个端板4之间的间距与短驳桩的长度相等,然后将定位杆31与卡座21固定,并调节定位杆31上的滑套32的位置,使得一个滑套32与一个端板4对应,接着转动顶丝33将滑套32固定,然后在通孔212内滑动定位杆31,使得端板4卡接于凹槽322内。然后转动螺母311以将定位杆31和卡座21固定,从而实现将端板4与中心杆1固定。
35.接着将加固筋依次穿过多个端板4的穿孔41,然后将加固筋与端板4焊接,接着将相邻两组端板4之间的加固筋切断,并对加固筋的切割端头进行打磨,使得加固筋端头与端板4平齐,然后拆卸掉固定组件3和支座2,再将中心杆1抽出,即制得多个短驳桩骨架。
36.本技术实施例还公开一种短驳桩骨架生产工艺,采用上述的短驳桩骨架加工设备,包括如下步骤:s1、安装端板4:取三个支座2,分别记为支座a、支座b和支座c,将中心杆1放置在支座a和支座b上,并使得中心杆1一段延伸出支座a外,然后将偶数个端板4套设于中心杆1延伸出支座a外的一段,接着将支座c放置在中心杆1延伸至支座a外一段的端部,然后将支座a移动至中心杆1远离支座c的一端的端部,并将支座b拿走;s2、调节并固定端板4:驱动端板4沿中心杆1滑动,直至一个短驳桩骨架的两个端板4之间的间距与短驳桩长度相等,并使得相邻两个短驳桩骨架的端板4之间预留20cm宽的间距;然后将定位杆31两端与两个卡座21连接,然后滑动滑套32,使得一个滑套32与一个端板4对应,接着转动顶丝33将滑套32固定,然后在通孔212内滑动定位杆31,使得端板4卡接于凹槽322内,然后转动螺母311以将定位杆31和卡座21固定;s3、焊接加固筋:将加固筋依次穿过多个端板4的穿孔41,然后将加固筋与端板4焊接;s4、切割、打磨:从预留的间距对加固筋进行切割,切割完成后对加固筋的断头进行打磨,直至加固筋断头与端板4平齐;s5、拆模:拆卸固定组件3和支座2,然后将中心杆1抽出,即得多个短驳桩骨架。
37.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。