1.本发明涉及服装生产机械技术领域,尤其涉及一种自动明线辑缝机。
背景技术:
2.现在衣服和裤子上的袋盖、衬衫上的袖克夫、衬衫上的衣领等服装小件,大部分采用普通的制作工艺流程,主要包含:裁片工序、暗线缝制工序、翻转工序、熨烫工序、明线缝制等多道工序,每道工序按次序加工完成。也就是先裁片,然后,暗线缝制,再翻转并熨烫,最后是明线缝制这样的加工顺序。现有技术主要存在以下缺陷:
3.按照现在的工序是完成裁片工序和暗线缝制工序,再由人工进行翻转,然后,进行熨烫和明线缝制。其中,熨烫和明线缝制这就需要两个人来完成。也就是一个人缝料翻转和熨烫,另一个工人进行明线缝制,由于明线缝制的要求比较高,会借助模板机来缝制,因此,效率不高。
技术实现要素:
4.基于此,有必要针对上述技术问题,提供一种自动明线辑缝机。
5.一种自动明线辑缝机,包括机架,所述机架上设有:
6.上料机构,设置在所述机架的上表面中部,所述上料机构上放置有缝料,所述上料机构能够对所述缝料进行撑开定型、旋转升降和前送至下个工位;
7.xy运动机构,与压脚机构相连接,所述xy运动机构能够控制所述压脚机构下移压紧所述缝料,并运送到缝制机头处进行明线缝制,且所述xy运动机构还用于将缝料运送到前收料机构处,所述前收料机构用于将缝料推送至熨烫机构处进行熨烫;
8.后收料机构,用于将熨烫完成的缝料进行收料。
9.在其中一个实施例中,所述上料机构包括:
10.滑动板;
11.模板架,通过轴承旋转连接在所述滑动板上,所述模板架与第一收缩气缸相连接,所述第一收缩气缸能够驱动所述模板架旋转抬升或下降;
12.模板,所述缝料能够套设在所述模板上,其中,所述模板包括依次并列的左模板、中间模板和右模板,所述左模板和右模板分别经连杆与撑开气缸相连接,所述撑开气缸能够带动连杆转动,使所述左模板和右模板相对于所述中间模板向左右两侧扩张并将缝料撑开定型;
13.限位单元,设置在所述模板的左右两侧,所述限位单元能够控制缝料的宽度和缝料的左右位置;
14.第二收缩气缸,当所述模板架旋转下降后,所述第二收缩气缸能够带动所述滑动板沿滑轨移动,将缝料前送定位。
15.在其中一个实施例中,所述限位单元包括限位螺钉和限位螺母,所述限位螺钉穿过所述限位螺母后与所述左模板和右模板相连接。
16.在其中一个实施例中,所述xy运动机构包括:
17.压料架,与分别x轴驱动电机和y轴驱动电机,所述x轴驱动电机和y轴驱动电机能够分别驱动压料架实现x和y两个方向的运动;
18.压紧气缸,与压料板相连接,所述压紧气缸能够带动所述压料板上下移动夹紧或松开所述缝料,所述x轴驱动电机和y轴驱动电机还能够将缝料移动到缝制机头位置进行明线缝制。
19.在其中一个实施例中,所述前收料机构包括:运输气缸和送料架,所述送料架与所述运输气缸相连接,所述运输气缸能够带动送料架推动所述缝料至熨烫机构下面。
20.在其中一个实施例中,所述熨烫机构包括:
21.熨烫气缸;
22.上压板,连接在所述熨烫气缸的下方,所述上压板上设有加热单元和喷湿单元;
23.下压板,设置在所述上压板的下方,所述下压板上设有加热单元和抽风单元。
24.在其中一个实施例中,所述后收料机构包括:
25.收料气缸,所述收料气缸经连接板连接有伸出气缸,所述收料气缸能够带动伸出气缸前后移动;
26.收料板,连接在所述伸出气缸上,所述伸出气缸能够带动所述收料板上下移动,所述收料板的外伸端设有吸料头,所述吸料头能够产生负压吸住缝制好的缝片;
27.收料输送带,用于输送缝制好的缝片。
28.在其中一个实施例中,所述熨烫机构还包括安全护罩,所述安全护罩罩设在所述收料气缸的上方。
29.在其中一个实施例中,所述机架上设有第一搁料板和第二搁料板,所述第一搁料板和第二搁料板分别设置在所述上料机构和后收料机构处。
30.在其中一个实施例中,所述机架上还设有电控箱和操作显示器,所述电控箱分别与所述上料机构、xy运动机构、压脚机构、缝制机头、前收料机构、熨烫机构和后收料机构相连接,所述操作显示器与所述电控箱相连接。
31.上述自动明线辑缝机,通过将缝料套设到上料机构上进行撑开定型后前送,再由xy运动机构控制压脚机构带动缝料运送到缝制机头处进行明线缝制,其可以达到缝制线迹美观,缝线质量高,缝制速度快等优点,并且,xy运动机构还可以将缝制完成的缝料运送到前收料机构处,利用前收料机构将缝料推送至熨烫机构处进行熨烫,最后,通过收料机构将熨烫完成的缝料进行收料,其对操作工的要求大大降低,操作工只要完成缝料上料即可,其它的缝制、熨烫和收料由机器自动完成,减少了人工,提高了质量和效率,降低了服装工厂的用工成本。
附图说明
32.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
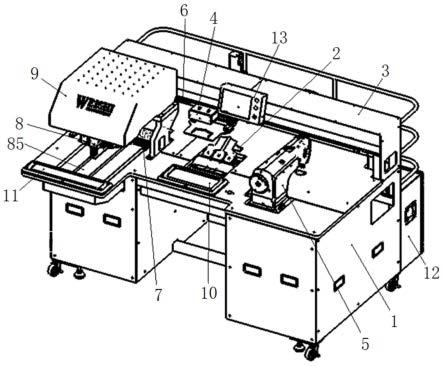
33.图1是本发明的自动明线辑缝机的机构示意图;
34.图2是本发明的上料机构的机构示意图;
35.图3是本发明的上料机构的另一角度机构示意图;
36.图4是本发明的xy运动机构的机构示意图;
37.图5是本发明的缝制机头的机构示意图;
38.图6是本发明的前收料部位的机构示意图;
39.图7是本发明的熨烫机构的机构示意图;
40.图8是本发明的后收料机构的机构示意图。
具体实施方式
41.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
42.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
43.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
44.参阅图1-8所示,本发明一实施例提供一种自动明线辑缝机,包括机架1,所述机架1上设有:
45.上料机构2,设置在所述机架1的上表面中部,所述上料机构2上放置有缝料,所述上料机构2能够对所述缝料进行撑开定型、旋转升降和前送至下个工位;
46.xy运动机构3,与压脚机构4相连接,所述xy运动机构3能够控制所述压脚机构4下移压紧所述缝料,并运送到缝制机头5处进行明线缝制,且所述xy运动机构3还用于将缝料运送到前收料机构6处,所述前收料机构6用于将缝料推送至熨烫机构7处进行熨烫;
47.后收料机构8,用于将熨烫完成的缝料进行收料。
48.上述自动明线辑缝机,通过将缝料套设到上料机构2上进行撑开定型后前送,再由xy运动机构3控制压脚机构4带动缝料运送到缝制机头5处进行明线缝制,其可以达到缝制线迹美观,缝线质量高,缝制速度快等优点,并且,xy运动机构3还可以将缝制完成的缝料运送到前收料机构6处,利用前收料机构6将缝料推送至熨烫机构7处进行熨烫,最后,通过后收料机构8将熨烫完成的缝料进行收料,其对操作工的要求大大降低,操作工只要完成缝料上料即可,其它的缝制、熨烫和收料由机器自动完成,减少了人工,提高了质量和效率,降低了服装工厂的用工成本。
49.在本发明一实施例中,所述上料机构2包括:
50.滑动板21;
51.模板架22,通过轴承23旋转连接在所述滑动板21上,所述模板架22与第一收缩气缸24相连接,所述第一收缩气缸24能够驱动所述模板架22旋转抬升或下降;
52.模板25,所述缝料能够套设在所述模板25上,其中,所述模板25包括依次并列的左
模板251、中间模板252和右模板253,所述左模板251和右模板253分别经连杆255与撑开气缸254相连接,所述撑开气缸254能够带动连杆255转动,使所述左模板251和右模板253相对于所述中间模板252向左右两侧扩张并将缝料撑开定型;
53.限位单元26,设置在所述模板25的左右两侧,所述限位单元26能够控制缝料的宽度和缝料的左右位置;
54.第二收缩气缸27,当所述模板架22旋转下降后,所述第二收缩气缸27能够带动所述滑动板21沿滑轨28移动,将缝料前送定位。
55.本实施例中,以轴承23为转动支点,第一收缩气缸24的活塞杆伸出,可以使模板架22靠近模板25的一侧抬高,操作人员可以将缝料套在模板25上;接着,通过撑开气缸254带动连杆255转动,将缝料撑开定型;最后,通过第一收缩气缸24使模板架22下压,再驱动第二收缩气缸27使缝料前送定位,完成整个上料过程,其自动化程度高,更加安全可靠。
56.在本发明一实施例中,所述限位单元26包括限位螺钉261和限位螺母262,所述限位螺钉261穿过所述限位螺母262后与所述左模板251和右模板252相连接。如此,通过左右两侧的限位螺钉261和限位螺母262便可精准控制缝料的宽度和缝料的左右位置。
57.在本发明一实施例中,所述xy运动机构3包括:
58.压料架31,与分别x轴驱动电机32和y轴驱动电机33,所述x轴驱动电机32和y轴驱动电机33能够分别驱动压料架31沿实现x和y两个方向的运动;
59.压紧气缸34,与压料板35相连接,所述压紧气缸34能够带动所述压料板35上下移动夹紧或松开所述缝料,所述x轴驱动电机32和y轴驱动电机33还能够将缝料移动到缝制机头5位置进行明线缝制。
60.本实施例中,缝制机头5可以采用日本juki高速自动缝纫机,线迹美观,性能稳定。x轴驱动电机32和y轴驱动电机33可以采用高速度和高精度的伺服电机,配合同步带实现压料架31在x和y两个方向的运动,其使缝片的定位精度得以提高,使缝片的一致性得到保障。
61.具体地,当压料板35沿xy运动到缝料上面位置时,驱动压紧气缸34下压压紧缝料,完成取料;接着,第二收缩气缸27推出模板25,第一收缩气缸24使模板架22抬高,从而为下片缝料上料做准备,完成整个取料过程。
62.还需要说明的是,在压料板35压紧缝料状态下,通过x轴驱动电机32和y轴驱动电机33,在压紧气缸34保持压紧的状态下,带动压料架31实现x\y两个方向的运动,从而带动缝料到缝制机头5位置,通过x/y两个方向的运动,进行缝料的明线缝制。
63.在本发明一实施例中,所述前收料机构6包括:运输气缸61和送料架62,所述送料架62与所述运输气缸61相连接,所述运输气缸61能够带动送料架62推动所述缝料至熨烫机构7下面。
64.本实施例中,通过x轴驱动电机32带动压料架31移动,并保持压料板35下压状态带动缝料一起运动。压料板35带着缝料送到左侧位置(压烫机构前),抬起压料板35;然后,由运输气缸61带动送料架62,推动缝料至熨烫机构7下面,完成运送。
65.在本发明一实施例中,所述熨烫机构7包括:
66.熨烫气缸71;
67.上压板72,连接在所述熨烫气缸71的下方,所述上压板72上设有加热单元和喷湿单元;其中,加热单元和喷湿单元使上压板72具有加热和喷湿功能;
68.下压板73,设置在所述上压板72的下方,所述下压板上设有加热单元和抽风单元。其中,加热单元和抽风单元使下压板73具有加热和抽风的功能;
69.本实施例中,缝料74由送料架62推至熨烫机构7处;上压板72由熨烫气缸71推动下压对缝料74进行熨烫;保持一定时间后,抬起上压板72,完成熨烫。
70.在本发明一实施例中,所述后收料机构8包括:
71.收料气缸81,所述收料气缸81经连接板86连接有伸出气缸82,所述收料气缸81能够带动伸出气缸82前后移动;
72.收料板83,连接在所述伸出气缸82上,所述伸出气缸82能够带动所述收料板83上下移动,所述收料板83的外伸端设有吸料头84,所述吸料头84能够产生负压吸住缝制好的缝片;
73.收料输送带85,用于输送缝制好的缝片。
74.本实施例中,收料气缸81可以带动伸出气缸82和收料板83前后移动至合适位置,然后,伸出气缸82带动收料板83下行,吸料头84产生负压吸住缝制好的缝片;接着,抬起伸出气缸82带动缝料上升,收料气缸81收回;之后,释放吸料头84负压,使缝料落在收料输送带85上,收料输送带85带缝料前移一小段距离;重复以上动作,可使缝料在收料输送带85上排成一排,完成收料。
75.在本发明一实施例中,所述熨烫机构7还包括安全护罩9,所述安全护罩9罩设在所述收料气缸81的上方。如此,可以进一步增加安全性。
76.在本发明一实施例中,所述机架1上设有第一搁料板10和第二搁料板11,所述第一搁料板10和第二搁料板11分别设置在所述上料机构2和后收料机构8处。如此,便于为上料机构2的上料和后收料机构8的收料提供临时的存放点。
77.在本发明一实施例中,所述机架1上还设有电控箱12和操作显示器13,所述电控箱12分别与所述上料机构2、xy运动机构3、压脚机构4、缝制机头5、前收料机构6、熨烫机构7和后收料机构8相连接,所述操作显示器13与所述电控箱12相连接。其中,电控箱12可以对上述机构的动作进行控制,所述操作显示器13可以显示每个机构的动作状态。
78.本发明中,根据目前工厂的使用情况统计:机器由一个操作工人,每十秒就能完成一片袖克夫,按八小时的工作时间计算,能生产约2800片明线小片缝制,如果一件衣服两个小片计算的话,也就是1400件衣服的小片明线预制件。
79.如果不使用本机器,按同样的工作节奏,大概每天生产2000片,也就是1000件衣服的小片明线预制件,而且需要多增加一个操作工人,即:一个工人完成熨烫,另一个操作工来完成明线缝制。
80.综上所述,本发明的优点在于:
81.1.优异的缝片质量:由于xy的运动是由两个伺服电机带动皮带传动,所以运行精度高,速度快,机器质量稳定,性能可靠,相比由熟练工人制作的明线缝片,缝片质量和一致性得到提高。
82.2.明线缝制是比较难控制的一环,又是比较重要的一环,缝制质量的好坏直接影响成衣的美观和质量,就算是经验丰富的操作工人缝制的每个明线小片也会存在尺寸偏差,现在由自动机器完成的明线缝制的小片一致性得到保障。
83.3.原来的工序由四道工序组成:根据现有的操作工序包括:裁片工序、暗线缝制工
序、翻转工序、熨烫工序、明线缝制。本机的特点是把现有熨烫工序和明线缝制工序的加工顺序进行了颠倒,并合二为一。这样由模板定位的缝片位置更加的准确,使明线缝制更加美观。
84.4.使用了模板定位缝片来加工后,对操作工人的操作要求大大降低,可以不再需要非常熟练的有经验的操作工人来完成工序,服装工厂节约了用工成本。而且两道工序合并提高了生产效率。
85.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
86.以上所述实施例仅表达了本发明的几种实施方式,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。