1.本发明涉及产品表面封装技术领域,具体涉及一种平面设计产品表面封装装置。
背景技术:
2.目前,对于平面设计后的产品来说,在平面产品生产或者加工好后为了保证产品的表面防磨、防尘、防湿、防腐等性能,产品在出厂前一般需要对产品进行封装处理,比如封装上封装膜或者封装纸等,而在封装时,目一般是先将封装膜或者封装纸等铺设在产品上,然后采用压盘进行压贴处理,同时配以加热实现稳定的固定,然而,在现有的产品封装时,由于产品的定位、加工误差、组装误差等,在进行压贴封装时,由于压贴力难以控制,很容易导致在产品封装压贴时出现封装贴合不紧或者对产品贴合压力过大导致产品变形的问题,导致封装的良率较低,影响封装质量与效果。
3.根据专利号“cn114751028a”所述的“一种平面设计用的平面设计产品表面封装装置”,通过在定位框架机构上连接支撑设置浮动框架机构,可以使得浮动框架机构进行上下微幅的浮动动作,有效提高封装压盘的浮动性能,防止在压贴时出现压贴不可靠或者由于压力过大导致产品变形或者损坏的问题,但是在实际使用的过程中若平面设计产品在进行封装时,浮动框架机构上下浮动极易使得平面设计产品与热熔膜接触部分出现褶皱的情况,从而使得平面设计产品与热熔膜封装贴合不紧。
4.鉴于此,本发明提供一种平面设计产品表面封装装置,利用抚平机构减少在热压合由于热熔膜在热压时收到的热应力过大造成包装盒与热熔膜之间出现褶皱,利用伸缩头减少热压台在对热熔膜进行热压作业后,热压触头的四周出现环形的褶皱,进而导致平面设计产品上的热熔膜出现的热压不紧密的情况出现。
技术实现要素:
5.针对现有技术的不足,本发明提供一种平面设计产品表面封装装置,包括:
6.具有刚性支撑作用的平台;
7.与平台的上表面固定连接的滑道;
8.与滑道滑动连接的承载台,承载台的中部开设有安置槽,承载台用于承载平面设计产品;平面设计产品放置在安置槽的内部;
9.热压模块,热压模块分为定位板、热压台、控制台三部分;
10.平台的上表面固定安装有控制台,控制台的下表面通过液压机构安装有热压台,热压台的下表面通过液压杆固定安装有定位板;
11.平台的底部固定安装有驱动电机,控制台与驱动电机电性连接,控制台通过控制驱动电机旋转使得承载台在滑道往复滑动。
12.热压触头,热压台的内部滑动连接有均匀分布的热压触头;
13.抚平机构,定位板的内部安装有抚平机构,抚平机构由热压台进行控制,抚平机构用于在对平面设计产品进行覆膜时将膜抚平,避免在热压的过程中由于膜处于不平整的状
态,从而造成褶皱或者热压不紧的状况出现。
14.优选的,抚平机构,包括:
15.齿条;热压台的下表面固定安装有均匀分布的齿条,定位板的上表面开设有与齿条相对应的空槽;
16.齿轮;定位板的内部转动安装有齿轮,齿轮与齿条相互啮合;
17.抚平辊,定位板的内部活动安装有抚平辊;
18.弹性伸缩杆,抚平辊的外壁上固定安装有弹性伸缩杆;
19.牵引绳,抚平辊的外壁上固定安装牵引绳,牵引绳的另一端穿过弹性伸缩杆与齿轮固定连接。
20.优选的,抚平辊的外壁上转动连接有内蜗杆,抚平辊的两端均转动安装有涡轮,涡轮与内蜗杆相互啮合,涡轮的偏心位置均固定安装有刀片一;抚平辊的截面呈倒“中”形,内蜗杆位于抚平辊的两端。
21.优选的,定位板的内部通过弹簧弹性连接有伸缩块,伸缩块的底部固定安装有刀片二,刀片二的底部低于定位板的下表面,承载台的上表面开设有与刀片一和刀片二相对应的刀槽。
22.优选的,热压触头长度由中部向两端依次递减,位于热压台两端的热压触头长度一致,热压触头的顶部均固定安装有伸缩弹簧,伸缩弹簧的另一端与热压台的内部固定连接,伸缩弹簧的弹力由中部向两端依次递增。
23.优选的,圆槽,承载台的上表面开设有与热压触头相对应的圆槽;
24.伸缩头,圆槽的内部滑动连接有伸缩头;抚平辊采用磁性材料制作,抚平辊与伸缩头磁性相吸;
25.卡块,伸缩头的底部固定安装有卡块,圆槽的内部开设有与卡块相对应的卡槽。
26.优选的,伸缩头的顶部固定安装有均匀分布的弹性片。
27.优选的,同一抚平辊两端内蜗杆的外表面开设有转向相反的螺纹,螺纹的外表面固定安装有绒毛。
28.本发明的有益效果如下:
29.1.本发明所述一种平面设计产品表面封装装置,抚平辊在向定位板两端移动的过程中,抚平辊上的内蜗杆与热熔膜的上表面相接触,随着抚平辊的移动,内蜗杆发生旋转,随着内蜗杆的旋转带动涡轮旋转,涡轮旋转的过程中,带动刀片一旋转,刀片一旋转的过程中将包装盒两侧的热熔膜切割切成若干条,使得热压合后热熔膜产生的热应力收缩及时得到分散,减少在热压合由于热熔膜在热压时收到的热应力过大造成包装盒与热熔膜之间出现褶皱,进而导致热熔膜对包装盒的封装效果降低的情况出现的可能。
30.2.本发明所述一种平面设计产品表面封装装置,热压台在下降的过程中,伸缩头使平面设计产品产生一定的轻微起伏,伸缩头将热熔膜与热压触头接触的部分顶起,随着热压台的下降伸缩头上的弹性片发生向下的形变,热熔膜被伸缩头顶起的部分被变相的抚平,从而减少热压台在对热熔膜进行热压作业后,热压台与热压触头在与热熔膜接触后,热压触头的四周出现环形的褶皱,进而导致平面设计产品上的热熔膜出现的热压不紧密的情况出现。
附图说明
31.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
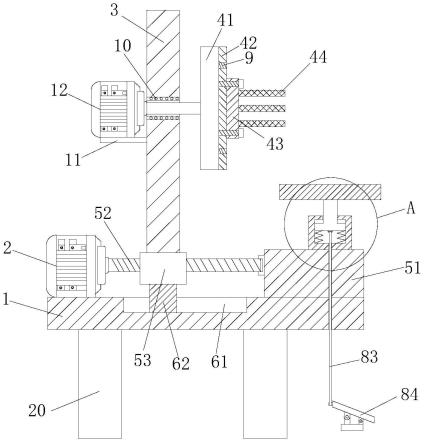
32.图1为本发明的主体结构示意图;
33.图2为本发明热压台的结构示意图;
34.图3为图2中的a处放大图;
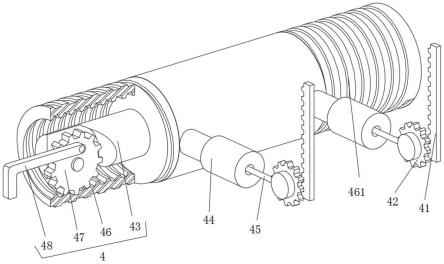
35.图4为本发明抚平机构的结构示意图;
36.图5为本发明承载台的内部结构示意图;
37.图6为图5中的b处放大图;
38.图7为本发明伸缩头的结构示意图。
39.图中:1、平台;11、滑道;2、承载台;21、安置槽;22、刀槽;3、热压模块;31、定位板;32、热压台;321、热压触头;322、伸缩弹簧;323、圆槽;33、控制台;4、抚平机构;41、齿条;42、齿轮;43、抚平辊;44、弹性伸缩杆;45、牵引绳;46、内蜗杆;461、螺纹;47、涡轮;48、刀片一;5、伸缩块;51、刀片二;6、伸缩头;61、卡块;62、卡槽;63、弹性片。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.实施例一:
42.如图1至图5所示:
43.一种平面设计产品表面封装装置,包括:
44.具有刚性支撑作用的平台1;
45.与平台1的上表面固定连接的滑道11;
46.与滑道11滑动连接的承载台2,承载台2的中部开设有安置槽21,承载台2用于承载平面设计产品;平面设计产品放置在安置槽21的内部;
47.热压模块3,热压模块3分为定位板31、热压台32、控制台33三部分;
48.平台1的上表面固定安装有控制台33,控制台33的下表面通过液压机构安装有热压台32,热压台32的下表面通过液压杆固定安装有定位板31;
49.平台1的底部固定安装有驱动电机,控制台33与驱动电机电性连接,控制台33通过控制驱动电机旋转使得承载台2在滑道11往复滑动。
50.热压触头321,热压台32的内部滑动连接有均匀分布的热压触头321;
51.抚平机构4,定位板31的内部安装有抚平机构4,抚平机构4由热压台32进行控制,抚平机构4用于在对平面设计产品进行覆膜时将膜抚平,避免在热压的过程中由于膜处于不平整的状态,从而造成褶皱或者热压不紧的状况出现。
52.抚平机构4,包括:
53.齿条41;热压台32的下表面固定安装有均匀分布的齿条41,定位板31的上表面开设有与齿条41相对应的空槽;
54.齿轮42;定位板31的内部转动安装有齿轮42,齿轮42与齿条41相互啮合;
55.抚平辊43,定位板31的内部活动安装有抚平辊43;
56.弹性伸缩杆44,抚平辊43的外壁上固定安装有弹性伸缩杆44;
57.牵引绳45,抚平辊43的外壁上固定安装牵引绳45,牵引绳45的另一端穿过弹性伸缩杆44与齿轮42固定连接。
58.抚平辊43的外壁上转动连接有内蜗杆46,抚平辊43的两端均转动安装有涡轮47,涡轮47与内蜗杆46相互啮合,涡轮47的偏心位置均固定安装有刀片一48;
59.定位板31的内部通过弹簧弹性连接有伸缩块5,伸缩块5的底部固定安装有刀片二51,刀片二51的底部低于定位板31的下表面,承载台2的上表面开设有与刀片一48和刀片二51相对应的刀槽22。
60.其中:
61.a、平台1的底部固定安装有驱动电机,控制台33与驱动电机电性连接,控制台33通过控制驱动电机旋转使得承载台2在滑道11往复滑动。
62.b、抚平辊43的截面呈倒“中”形,内蜗杆46位于抚平辊43的两端。
63.c、同一抚平辊43两端内蜗杆46的外表面开设有转向相反的螺纹461,螺纹461的外表面固定安装有绒毛。
64.平面设计产品以包装盒为例,首先将纸盒放置在安装槽的内部,之后启动控制台33,控制台33控制控制驱动电机旋转使得承载台2沿滑道11滑动到定位板31的底部,此时热熔膜位于承载台2与定位板31之间,之后控制台33控制与控制台33电性连接的液压机构运作(液压机构为热压工作的常用机构,在此不多做赘述),液压机构推动热压台32向承载台2的方向运行,随着热压台32的持续下降使得定位板31压在承载台2的上方,定位板31将热熔膜固定在承载台2的上表面;随着热压台32继续下降,热压台32带动抚平机构4对包装盒上表面的热熔膜抚平,同时随着热压台32的下降热压台32上的热压触头321先与热熔膜的上表面相接触,此时抚平机构4已将热熔膜进行抚平,之后随着热压台32继续下降使得热压台32与热熔膜上表面相接触,避免在热压的过程中由于热熔膜处于不平整的状态,从而造成褶皱或者热压不紧的状况出现;
65.随着热压台32继续下降,热压台32上的齿条41随着热压台32的下降而下降,齿条41在下降的过程中带动齿轮42旋转,齿轮42旋转的过程中对牵引绳45进行收卷,随着牵引绳45的收卷牵引绳45带动抚平辊43向定位板31的两端移动,抚平辊43与热熔膜的上表面相接触,抚平辊43移动的过程中将热熔膜褶皱的部分展平,避免在热压的过程中由于热熔膜处于不平整的状态,从而造成褶皱或者热压不紧的状况出现;
66.抚平辊43在向定位板31两端移动的过程中,抚平辊43上的内蜗杆46与热熔膜的上表面相接触,随着抚平辊43的移动,内蜗杆46发生旋转,随着内蜗杆46的旋转带动涡轮47旋转,涡轮47旋转的过程中,带动刀片一48旋转,刀片一48旋转的过程中将包装盒两侧的热熔膜切割切成若干条,使得热压合后热熔膜产生的热应力收缩及时得到分散,减少在热压合由于热熔膜在热压时收到的热应力过大造成包装盒与热熔膜之间出现褶皱,进而导致热熔膜对包装盒的封装效果降低的情况出现的可能;同时在内蜗杆46旋转的过程中,内蜗杆46
外表面的螺纹461向定位板31的两端旋转,螺纹461驱使热熔膜向定位板31的两侧拉伸,进一步将热熔膜展平,避免在热压的过程中由于膜处于不平整的状态,从而造成褶皱或者热压不紧的状况出现;同时螺纹461上的绒毛增加内蜗杆46与热熔膜的摩擦力,同时避免螺纹461将热熔膜刮破的情况出现。
67.由于刀片二51的底部低于定位板31的下表面,从而当定位板31将热熔膜固定在承载台2的上表面时,刀片二51先与热熔膜接触并将其刺破;随着抚平辊43向定位板31的两端继续移动,最终抚平辊43与伸缩块5相接触,并带动伸缩块5向定位板31的两端继续移动,在伸缩块5移动的过程中带动刀片二51对定位板31的两端的热熔膜进行切割,使得热压合后热熔膜产生的热应力收缩及时得到分散,减少在热压合由于热熔膜在热压时收到的热应力过大造成包装盒与热熔膜之间出现褶皱,进而导致热熔膜对包装盒的封装效果降低的情况出现的可能;刀片一48与刀片二51只在刀槽22内进行运行。
68.热压完毕后控制台33控制液压机构带动热压台32的上移,随着热压台32的上移,定位板31随之上移,从而使得齿条41带动齿轮42反转使得牵引绳45得到松弛,进而在弹性伸缩杆44的作用下使得抚平辊43恢复到初始状态。
69.实施例二:
70.如图2与图3所示:
71.热压触头321长度由中部向两端依次递减,位于热压台32两端的热压触头321长度一致,热压触头321的顶部均固定安装有伸缩弹簧322,伸缩弹簧322的另一端与热压台32的内部固定连接,伸缩弹簧322的弹力由中部向两端依次递增。
72.由于热压触头321长度由中部向两端依次递减,从而在抚平辊43向定位板31两端运行的过程中,热压台32上的热压触头321与热熔膜的上表面由中部向两端依次接触,热压触头321将热熔膜热压在包装盒的上表面进行初始定位,减少抚平辊43对热熔膜进行抚平操作的时候,抚平后的部分随着抚平辊43的运行出现回缩的现象出现的可能;同时由于伸缩弹簧322的弹力由中部向两端依次递增从而使得所有的热压触头321在与热熔膜接触之后,热熔膜所受的压力基本一致。
73.实施例三:
74.如图5至图7所示:
75.圆槽323,承载台2的上表面开设有与热压触头321相对应的圆槽323;
76.伸缩头6,圆槽323的内部滑动连接有伸缩头6;
77.卡块61,伸缩头6的底部固定安装有卡块61,圆槽323的内部开设有与卡块61相对应的卡槽62。
78.伸缩头6的顶部固定安装有均匀分布的弹性片63。
79.其中:
80.a、抚平辊43采用磁性材料制作,抚平辊43与伸缩头6磁性相吸;
81.由于抚平辊43为磁性材料制作,抚平辊43与伸缩头6磁性相吸,在抚平辊43向定位板31两端运行的过程中抚平辊43带动伸缩头6向定位板31的方向移动,使得伸缩头6上的卡块61卡接到卡槽62上,从而使得伸缩头6的顶部伸出圆槽323并与平面设计产品的下表面相接触;
82.在热压触头321与热熔膜接触之后,热压触头321在热熔膜上留下热熔点,之后随
着热压台32的下降热压台32与热熔膜进行面接触,使得热熔膜与平面设计产品之间的结合更加的紧密;随着热压台32的下降伸缩头6的顶部对热压触头321施加一定的反向作用力,使得热压触头321向上回缩;热压台32在下降的过程中,伸缩头6使平面设计产品产生一定的轻微起伏,伸缩头6将热熔膜与热压触头321接触的部分顶起,随着热压台32的下降伸缩头6上的弹性片63发生向下的形变,热熔膜被伸缩头6顶起的部分被变相的抚平,从而减少热压台32在对热熔膜进行热压作业后,热压台32与热压触头321在与热熔膜接触后,热压触头321的四周出现环形的褶皱,进而导致平面设计产品上的热熔膜出现的热压不紧密的情况出现。
83.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。