1.本发明涉及梭织布技术领域,具体为一种具有防辐射梭织布的制作工艺。
背景技术:
2.针织衣物由于其伸缩空间大、弹性强的特点,让穿戴的感觉更为舒服,同时具有花型多样颜色丰富等特性,因而广受大众的喜爱。常见的针织物有毛巾、内衣、运动服、袜子、帽子等。梭织面料是织机以投梭的形式,将纱线通过经、纬向的交错而组成,其组织一般有平纹、斜纹和缎纹三大类以及它们的变化。此类面料因织法经纬交错而牢固、挺括、不易变形、从组成成份来分类包括棉织物、丝织物、毛织物、麻织物、化纤织物及它们的混纺和交织织物等等,但是相比于市面上的梭织布面料不具备较好的防辐射性能,而且布料内部缺乏隔热结构,容易受热收缩损伤,且布料内部不具备抗菌功能,影响布料的使用。
技术实现要素:
3.本发明的目的在于提供一种具有防辐射梭织布的制作工艺,以解决上述背景技术中提出现有的防辐射梭织布不具备较好的防辐射性能,缺乏隔热结构,不具备抗菌功能的问题。
4.为实现上述目的,本发明提供如下技术方案:一种具有防辐射的梭织布,包括防护层,所述防护层下端面设置有防辐射层,所述防辐射层下端面设置有隔离层,所述隔离层下端面设置有回弹层和抗菌层,所述抗菌层下端面设置有阻燃层。
5.优选的,所述防辐射层的厚度小于隔离层,所述隔离层靠近防辐射层的一侧粘合有隔温层。
6.优选的,所述防辐射层采用金属细直径在3-50微米之间的金属微丝纺成,金属微丝网夹在两层天然材质面料之间,通过刺绣或者缝纫将其缝合成单层状面料,刺绣或者缝纫的缝合线保护了金属细线,并形成装饰性图案。
7.优选的,所述抗菌层采用纺丝级抗菌技术把抗菌剂或银离子直接做到化学纤维里面。
8.一种具有防辐射梭织布的制作工艺,包括以下步骤:s1、选用长余辉150d涤纶长丝,经加捻,提高涤纶长丝的强度,在加捻时,捻度适中,确保不散丝的同时提高长丝强力,捻度过大容易产生自身扭结,加捻后强力为330n~400n;s2、150d涤纶长丝采用倒筒机进行倒筒处理,倒筒后直接进行整经,无需进行染色处理,然后使用高速分条整经机,经纱穿入伸缩筘时,采用分排穿法,筒子退绕张力分区分层控制;s3、浆纱工艺:使用双浆槽浆纱机,前压3200n~4000n,后压4500n~5000n,上浆率10%~15%,回潮率2.5%~5%,伸长率控制在1.5%~2%,浆槽温度80℃~90℃,浆液粘度7~8秒;浆料采用无pva浆,中低温浆纱工艺;
s4、织造工艺:采用高速多臂剑杆织机进行织造制作,高速多臂剑杆织机各参数调整为:后梁高度:10cm~15cm,前后:6刻,停经架高低:3刻,前后:3刻,综平时间:300度,综框高度:11.2cm,开机效率:87.8%,车速:450rpm,张力:2600n,为了退浆彻底,织造过程禁止上蜡;s5、后整理工艺:采取二次退浆和中低温定型工艺整理,在二次退浆时,强化水洗操作,因为前织使用的是含有部分淀粉浆,加强对退浆效果的检查,生产现场用试验液随机检测,一次退浆:采用退浆机车速50m/min,堆置温度60℃,堆置时间45min,水洗温度90℃,非离子渗透剂5g/l,opt-280退浆酶4g/l,ph值5~6;二次退浆:车速50m/min,堆置温度60℃,堆置时间,45min,水洗温度90℃;优选的,步骤s3所述的浆液由ps-su:80kg~90kg,变性淀粉:30kg~40kg,963-抗静电剂:3kg~5kg组成。
9.优选的,步骤s5所述试验液为i2和ki,呈淡兰色和无色为基本退尽,呈棕红色反应为浆未退尽。
10.优选的,步骤s5所述中低温定型工艺:采用定型机车速70m/min,轧力30n/mm,预烘温度80℃,烘房温度120℃,风量上90%、下80%,湿度8%,落幅151cm,ph值5~6;预缩:采用预缩机,车速40m/min,落幅:150cm。
11.与现有技术相比,本发明的有益效果是:(1)本发明中,通过人员将防护层与防辐射层、隔离层、回弹层、抗菌层与阻燃层利用纺织技术进行编织制成,而隔离层靠近防辐射层的一侧粘合有隔温层,从而有效的进行隔离外部温度,并且还能够对人员起到较好的保温效果;(2)本发明中,防辐射层采用金属细直径在3-50微米之间的金属微丝纺成,金属微丝网夹在两层天然材质面料之间,通过刺绣或者缝纫将其缝合成单层状面料,刺绣或者缝纫的缝合线保护了金属细线,并形成装饰性图案,从而能够有效的进行隔离外部的辐射,对穿戴人员的皮肤进行防护,然后再通过利用纺丝级抗菌技术把抗菌剂或银离子直接做到化学纤维里面,从而进行抑制细菌的再生和繁殖。
附图说明
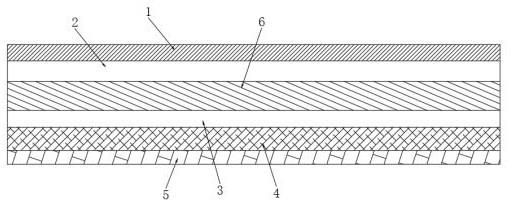
12.图1为本发明防辐射层剖视结构示意图。
13.1、防护层;2、防辐射层;3、回弹层;4、抗菌层;5、阻燃层;6、隔离层。
具体实施方式
14.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
15.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的若干实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容更加透彻全面。
16.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上
或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
17.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
18.一种具有防辐射梭织布的制作工艺,包括防护层1,防护层1下端面设置有防辐射层2,防辐射层2下端面设置有隔离层6,隔离层6下端面设置有回弹层3和抗菌层4,抗菌层4下端面设置有阻燃层5。
19.本实施例中,防辐射层2的厚度小于隔离层6,隔离层6靠近防辐射层2的一侧粘合有隔温层。
20.本实施例中,防辐射层2采用金属细直径在3-50微米之间的金属微丝纺成,金属微丝网夹在两层天然材质面料之间,通过刺绣或者缝纫将其缝合成单层状面料,刺绣或者缝纫的缝合线保护了金属细线,并形成装饰性图案。
21.本实施例中,抗菌层4采用纺丝级抗菌技术把抗菌剂或银离子直接做到化学纤维里面。
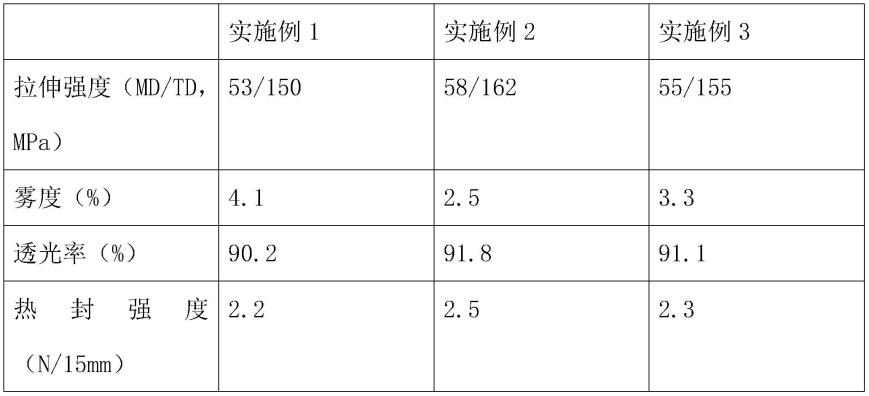
22.实施例1一种具有防辐射梭织布的制作工艺,包括以下步骤:s1、选用长余辉150d涤纶长丝,经加捻,提高涤纶长丝的强度,在加捻时,捻度适中,确保不散丝的同时提高长丝强力,捻度过大容易产生自身扭结,加捻后强力为330n;s2、150d涤纶长丝采用倒筒机进行倒筒处理,倒筒后直接进行整经,无需进行染色处理,然后使用高速分条整经机,经纱穿入伸缩筘时,采用分排穿法,筒子退绕张力分区分层控制;s3、浆纱工艺:使用双浆槽浆纱机,前压3200n,后压4500n,上浆率10%,回潮率2.5%,伸长率控制在1.5%,浆槽温度80℃,浆液粘度7秒;浆料采用无pva浆,中低温浆纱工艺;s4、织造工艺:采用高速多臂剑杆织机进行织造制作,高速多臂剑杆织机各参数调整为:后梁高度:10cm,前后:6刻,停经架高低:3刻,前后:3刻,综平时间:300度,综框高度:11.2cm,开机效率:87.8%,车速:450rpm,张力:2600n,为了退浆彻底,织造过程禁止上蜡;s5、后整理工艺:采取二次退浆和中低温定型工艺整理,在二次退浆时,强化水洗操作,因为前织使用的是含有部分淀粉浆,加强对退浆效果的检查,生产现场用试验液随机检测,一次退浆:采用退浆机车速50m/min,堆置温度60℃,堆置时间45min,水洗温度90℃,非离子渗透剂烟台润青5g/l,opt-280退浆酶联邦柯特4g/l,ph值5;二次退浆:车速50m/min,堆置温度60℃,堆置时间,45min,水洗温度90℃;本实施例中,步骤s3的浆液由ps-su:80kg,变性淀粉:30kg,963-抗静电剂:3kg组成。
23.本实施例中,步骤s5试验液为i2和ki,呈淡兰色和无色为基本退尽,呈棕红色反应为浆未退尽。
24.本实施例中,步骤s5中低温定型工艺:采用定型机车速70m/min,轧力30n/mm,预烘温度80℃,烘房温度120℃,风量上90%、下80%,湿度8%,落幅151cm,ph值5;预缩:采用预缩机,车速40m/min,落幅:150cm。
25.实施例2一种具有防辐射梭织布的制作工艺,包括以下步骤:s1、选用长余辉150d涤纶长丝,经加捻,提高涤纶长丝的强度,在加捻时,捻度适中,确保不散丝的同时提高长丝强力,捻度过大容易产生自身扭结,加捻后强力为350n;s2、150d涤纶长丝采用倒筒机进行倒筒处理,倒筒后直接进行整经,无需进行染色处理,然后使用高速分条整经机,经纱穿入伸缩筘时,采用分排穿法,筒子退绕张力分区分层控制;s3、浆纱工艺:使用双浆槽浆纱机,前压3600n,后压4600n,上浆率12%,回潮率3.5%,伸长率控制在1.5%~2%,浆槽温度85℃,浆液粘度7.5秒;浆料采用无pva浆,中低温浆纱工艺;s4、织造工艺:采用高速多臂剑杆织机进行织造制作,高速多臂剑杆织机各参数调整为:后梁高度:12.5cm,前后:6刻,停经架高低:3刻,前后:3刻,综平时间:300度,综框高度:11.2cm,开机效率:87.8%,车速:450rpm,张力:2600n,为了退浆彻底,织造过程禁止上蜡;s5、后整理工艺:采取二次退浆和中低温定型工艺整理,在二次退浆时,强化水洗操作,因为前织使用的是含有部分淀粉浆,加强对退浆效果的检查,生产现场用试验液随机检测,一次退浆:采用退浆机车速50m/min,堆置温度60℃,堆置时间45min,水洗温度90℃,非离子渗透剂烟台润青5g/l,opt-280退浆酶联邦柯特4g/l,ph值5.5;二次退浆:车速50m/min,堆置温度60℃,堆置时间,45min,水洗温度90℃;本实施例中,步骤s3的浆液由ps-su:85kg,变性淀粉:35kg,963-抗静电剂:4kg组成。
26.本实施例中,步骤s5试验液为i2和ki,呈淡兰色和无色为基本退尽, 呈棕红色反应为浆未退尽。
27.本实施例中,步骤s5中低温定型工艺:采用定型机车速70m/min,轧力30n/mm,预烘温度80℃,烘房温度120℃,风量上90% 、下80%,湿度8%,落幅151cm,ph值5.5;预缩:采用预缩机,车速40m/min,落幅:150cm。
28.实施例3一种具有防辐射梭织布的制作工艺,包括以下步骤:s1、选用长余辉150d涤纶长丝,经加捻,提高涤纶长丝的强度,在加捻时,捻度适中,确保不散丝的同时提高长丝强力,捻度过大容易产生自身扭结,加捻后强力为400n;s2、150d涤纶长丝采用倒筒机进行倒筒处理,倒筒后直接进行整经,无需进行染色处理,然后使用高速分条整经机,经纱穿入伸缩筘时,采用分排穿法,筒子退绕张力分区分层控制;s3、浆纱工艺:使用双浆槽浆纱机,前压4000n,后压5000n,上浆率15%,回潮率5%,伸长率控制在2%,浆槽温度90℃,浆液粘度8秒;浆料采用无pva浆,中低温浆纱工艺;s4、织造工艺:采用高速多臂剑杆织机进行织造制作,高速多臂剑杆织机各参数调
整为:后梁高度:15cm,前后:6刻,停经架高低:3刻,前后:3刻,综平时间:300度,综框高度:11.2cm,开机效率:87.8%,车速:450rpm,张力:2600n,为了退浆彻底,织造过程禁止上蜡;s5、后整理工艺:采取二次退浆和中低温定型工艺整理,在二次退浆时,强化水洗操作,因为前织使用的是含有部分淀粉浆,加强对退浆效果的检查,生产现场用试验液随机检测,一次退浆:采用退浆机车速50m/min,堆置温度60℃,堆置时间45min,水洗温度90℃,非离子渗透剂烟台润青5g/l,opt-280退浆酶联邦柯特4g/l,ph值6;二次退浆:车速50m/min,堆置温度60℃,堆置时间,45min,水洗温度90℃;本实施例中,步骤s3的浆液由ps-su:90kg,变性淀粉:40kg,963-抗静电剂:5kg组成。
29.本实施例中,步骤s5试验液为i2和ki,呈淡兰色和无色为基本退尽,呈棕红色反应为浆未退尽。
30.本实施例中,步骤s5中低温定型工艺:采用定型机车速70m/min,轧力30n/mm,预烘温度80℃,烘房温度120℃,风量上90%、下80%,湿度8%,落幅151cm,ph值6;预缩:采用预缩机,车速40m/min,落幅:150cm。
31.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。