一种用于多层材料组合式包装结构的方法
【技术领域】
1.本发明具体涉及一种用于多层材料组合式包装结构的方法。
背景技术:
2.包装盒用于包裹产品从而起到保护和装饰作用,但传统的包装盒都是在盒子内有一个放置产品的空间,传统的包装盒由于需要保证材质的硬度,为了提高包装盒的保护效果以及包装盒对材料的通用性,本技术人研究了一种通过多层片状材料逐层堆叠而形成的包装结构,即多层材料组合式包装结构,该种结构各层片状材料上开设有预设形状的镂空槽,各层片状材料在堆叠后各层的镂空槽组合形成一个用于放置物品的腔体,这种新型的包装结构不但对不同的材料具有较强的通用性,比如蜂窝纸板、塑料板、硬质纸板、纸张等片状材料都能够通过堆叠组合方式来制成该种包装结构。
3.参考图1到图3,该种层叠式包装结构由位于底层的第一片状材料a1以及堆叠在第一片状材料a1上方的第二片状材料a2,第一片状材料a1和第二片状材料a2依次堆叠,第二片状材料a2上有多个并且其上预设有镂空腔a21,它们堆叠后各个第二片状材料a2的镂空腔a21合并形成一个更大的容纳腔,用于放置产品。
4.然而制造上述的包装结构需要将每一层的片状材料粘胶后堆叠起来,再整形、压紧等多道工序,工序繁复,人工操作麻烦而且片状材料容易对不齐整,产品质量差。
5.本发明正是基于上述的不足而产生的。
技术实现要素:
6.本发明目的是克服了现有技术的不足,提供一种用于多层材料组合式包装结构的方法,采用该种方法可以提高效率、提高产品的质量。
7.发明是通过以下技术方案实现的:
8.一种用于多层材料组合式包装结构的方法,包括以下步骤:
9.a、机座上设有前上料装置和整形压合装置,整形压合装置具有整形工作区,前上料装置向整形压合装置的整形工作区输出第一片状材料;
10.b、机座上设有后上料装置,后上料装置向粘胶装置输出第二片状材料;
11.c、粘胶装置将第二片状材料逐个粘胶后输出到整形压合装置的整形工作区中,第一片状材料和第二片状材料先后到达并堆叠在整形工作区中;
12.d、整形压合装置将堆叠好的第一片状材料和第二片状材料整理对齐并粘接成为坯件;
13.e、整形压合装置将坯件压实成为成品;
14.其中步骤a和步骤b依次进行或者同步进行。
15.如上所述的用于多层材料组合式包装结构的方法,所述的后上料装置包括有至少两个上料组件,各个上料组件用于输出不同的第二片状材料,在步骤b中,各个上料组件按照预设的次序依次输出第二片状材料。
16.如上所述的用于多层材料组合式包装结构的方法,机座上设有控制装置,控制装置与前上料装置、上料装置均连接,在步骤a中,控制装置控制前上料装置动作并向整形压合装置的整形工作区输出一片第一片状材料,在步骤b中,控制装置控制后上料装置按照预设次序依次输出第二片状材料并使第二片状材料在第一片状材料之后到达整形压合装置的整形工作区。
17.如上所述的用于多层材料组合式包装结构的方法,所述的整形压合装置包括有与前上料装置的输出端对应设置的第三传送带,所述的整形工作区设置在第三传送带的上表面,所述的整形压合装置设有压合工作区,压合工作区在第三传送带传输方向上位于整形工作区的后方,所述的整形压合装置在整形工作区上设有用于将堆叠的第一片状材料和第二片状材料侧面整理对齐的整形组件,所述的整形压合装置在压合工作区上设有将坯件压实的压合组件,在步骤e中,第三传送带先将坯件运送到压合工作区中,压合组件在压合工作区中将坯件压实成为成品。
18.如上所述的用于多层材料组合式包装结构的方法,其特征在于:所述的后上料装置包括有第一机架,第一机架上设有至少一个上料组件,所述的上料组件包括有第一传送带,第一传送带两侧均设有第一侧挡板,第一传送带的输出侧设有第一阻隔板,第一传送带的上表面与第一侧挡板、第一阻隔板围成一个用于堆叠存放片状材料的容纳空间,所述的第一阻隔板设置在第一传送带上方并且二者之间留有供一片片状材料通过的第一出料缝隙,第一传送带连接有驱动第一传送带动作进而将位于最底层的片状材料从第一出料缝隙推出的第一驱动装置,每个上料组件的第一驱动装置均与控制装置连接。
19.如上所述的用于多层材料组合式包装结构的方法,所述的前上料装置包括有第二机架,第二机架上设有第二传送带,第二传送带的输出侧设有第二阻隔板,第二传送带两侧设有第二侧挡板,第二传送带的上表面与第二阻隔板、第二侧挡板围成一个用堆叠存放片状材料的容纳空间,所述的第二阻隔板设置在第二传送带上方并且二者之间留有供一片片状材料通过的第二出料缝隙,第二传送带连接有驱动第二传送带动作进而将位于最底层的片状材料从第二出料缝隙推出的第二驱动装置,所述的控制装置与第二驱动装置连接并控制第二驱动装置的动作。
20.如上所述的用于多层材料组合式包装结构的方法,所述的整形压合装置包括有第三机架,所述的第三传送带设置在第三机架上,所述的整形组件包括设置在第三机架上的第一限位板、设置在第三机架上且能够移动到第三传送带上侧的第二限位板、设置在第三机架上且位于第二限位板相对侧的第一推板组件、设置在第三机架上且位于第一限位板相对侧的第二推板组件,所述第一限位板、第二限位板、第一推板组件与第二推板组件位于整形工作区的周边。
21.如上所述的用于多层材料组合式包装结构的方法,所述的第一推板组件包括有第一推板以及驱动第一推板朝向第二限位板移动的第三驱动装置,所述的第二推板组件包括有第二推板以及驱动第二推板朝向第一限位板移动的第四驱动装置,所述的第二限位板连接有驱动其移动到第三传送带上侧的第五驱动装置,第二限位板移动到第三传送带上侧进而阻挡片状材料继续向后方传送,所述的第三驱动装置、第四驱动装置第五驱动装置均与控制装置连接,在步骤e中,控制装置控制第二限位板移动到第三传送带上侧,然后制装置控制第一限位板和第二限位板动作从而将堆叠好的第一片状材料和第二片状材料整理对
齐,在步骤f中,控制装置控制第二限位板移开第三传送带上侧,使得坯件运送到压合工作区中。
22.如上所述的用于多层材料组合式包装结构的方法,所述的设置在第三机架上设有在第三传送带传送方向上位于第二限位板后方的第三限位板,第三限位板连接有推动其移动到第三传送带上侧的第六驱动装置,进而阻挡片状材料继续向后方传送,所述的压合组件包括有设置在第三传送带上方的压块以及与压块连接并能够推动压块下压的第七驱动装置,第七驱动装置与控制装置相连接,在步骤f中,控制装置控制压块下压将坯件压实成为成品,然后控制装置控制第三限位板移开第三传送带上侧,第三传送带将成品送出。
23.如上所述的包装材料粘合机,所述的粘胶装置包括有第四机架,所述的第四机架上设有第四传送带,所述的第四传送带的上表面上设有至少两条导向板,两条导向板之间围成一条供片状材料输送的送料通道,所述的后上料装置的输出端设置在第四传送带的输入端或者设置在送料通道的上方,而送料通道的出口与整形区域对齐,所述的粘胶装置还包括有设置在第四传送带输出侧的粘胶组件,所述的粘胶组件包括有胶棍和压棍,胶棍和压棍留有与第四传送带上表面对齐的粘胶缝隙,所述的胶棍的侧面附着有粘接剂,所述的压棍和胶棍至少其中一个连接有驱动它们转动的第八驱动装置。
24.与现有技术相比,发明有如下优点:
25.本发明通过上料装置、整形压合装置、后上料装置、粘胶装置以及整形压合装置,从而将多层片状材料从上料、粘胶、堆叠对齐、压紧等工序通过一台设备全部完成,大大提升了生产的效率,同时各个装置之间的配合动作使得产品的制作误差比人工操作要小得多,在提升效率的同时提升产品的质素。
【附图说明】
26.图1是本发明的多层材料组合式包装结构其中第一种实施例的示意图;
27.图2是本发明的多层材料组合式包装结构其中第二种实施例的示意图;
28.图3是本发明的多层材料组合式包装结构其中第三种实施例的示意图;
29.图4是本发明的包装材料粘合装置立体示意图;
30.图5是本发明的前上料装置和整形压合装置的立体图示意图;
31.图6是本发明的前上料装置的立体示意图;
32.图7是本发明的整形压合装置的分解图一;
33.图8是本发明的整形压合装置的分解图二;
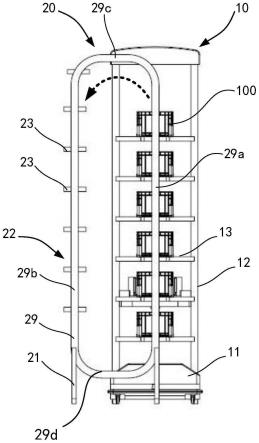
34.图9是本发明的后上料装置的立体示意图;
35.图10是本发明的上料组件的立体示意图;
36.图11是本发明的粘胶装置的立体示意图;
37.图12是本发明的粘胶组件的立体示意图;
38.图13是本发明的粘胶组件的剖视图。
【具体实施方式】
39.下面结合附图对发明作进一步描述:
40.发明说明书所述的方位,如“上”、“下”、“左”、“右”、“前”、“后”等均为以附图的方
位为基准,并以便于描述各个零部件之间关系为目的,并非指示各个零部件之间唯一或者绝对的位置关系,仅为实现发明的其中一种实施方式,并不是对其实施方式的一种限制。
41.一种用于多层材料组合式包装结构的方法,该方法中使用一种包装材料粘合装置,如图5所示,该种包装材料粘合装置,包括有机座10,机座10上设有能够输出产品最底层的片状材料的前上料装置1、与前上料装置1输出端连接的整形压合装置2、用于将产品其余层的片状材料依次输出的后上料装置3、与后上料装置3输出端连接进而将其输出的片状材料粘胶后输出的粘胶装置4,粘胶装置4输出端连接所述的整形压合装置2,在前上料装置1输出片状材料到整形压合装置2后粘胶装置4依次将粘胶后的片状材料输送到整形压合装置2使各层片状材料逐层堆叠起,整形压合装置2包括有将堆叠好的片状材料侧面对齐的整形组件21,整形压合装置2还包括有将对齐后的片状材料垂向压紧、压实的压合组件22。
42.作为进一步优选的方案,包装材料粘合装置还包括有控制装置5,控制装置5可采用一般的电控盒、微型电脑等,控制装置5与前上料装置1连接并控制前上料装置1动作,控制装置5与后上料装置3连接并控制后上料装置3按照预设的次序依次输出片状材料,进而使得在前上料装置1将一片片状材料输送到整形压合装置2之后所述的后上料装置3输出的片状材料通过粘胶装置4后逐片输送到整形压合装置2,所述的控制装置5与整形组件21连接进而在各层片状材料均输送到整形压合装置2后控制整形组件21动作,所述的控制装置5与压合组件22连接进而在片状材料整形后控制压合组件22动作,当然,在不设置控制装置5的前提下,可人工操作开关来控制前上料装置1、后上料装置3、整形压合装置2的动作。
43.详细结构如下:
44.多层材料组合式包装结构如图1到图3所示,该种层叠式包装结构由位于底层的底层片状材料a1以及堆叠在底层片状材料a1上方的其余层片状材料a2,底层片状材料a1和其余层片状材料a2依次堆叠,其余层片状材料a2有多个并且其上预设有镂空腔a21,它们堆叠后各个其余层片状材料a2的镂空腔a21合并构成一个更大的容纳腔,用于容纳物品、放置产品。
45.如图5和图6所示,所述的前上料装置1包括有第二机架11,第二机架11上设有第二传送带111,如图6所示,第二传送带111可以设置为一个,也可以并排地设置多个,以适应不同尺寸不同形状的片状材料,第二传送带111的输出侧设有第二阻隔板112,第二传送带111两侧设有第二侧挡板113,第二传送带111的上表面与第二阻隔板112、第二侧挡板113围成一个用堆叠存放片状材料的容纳空间,使用时该容纳空间中堆叠放置一定数量的用于产品最底层的片装材料,所述的第二阻隔板112设置在第二传送带111上方并且二者之间留有供一片片状材料通过的第二出料缝隙114,第二传送带111连接有驱动第二传送带111动作进而将位于最底层的片状材料从第二出料缝隙114推出的第二驱动装置115,所述的控制装置5与第二驱动装置115连接并控制第二驱动装置115的动作,第二传送带111动作时将位于该容纳空间中最底层的一片片状材料从第二出料缝隙114中推出至整形压合装置2,为了使得片状材平顺地传送,如图7所示,第二传送带111和整形压合装置2之间还设有一个导向辊组件102。
46.如图9和图10所示,所述的后上料装置3包括有第一机架31,第一机架31上设有至少一个上料组件32,所述的上料组件32包括有第一传送带321,第一传送带321可以设置为一个也可以并排地设置多个,以适应不同尺寸不同形状的片状材料,第一传送带321两侧均
设有第一侧挡板323,第一传送带321的输出侧设有第一阻隔板322,第一传送带321的上表面与第一侧挡板323、第一阻隔板322围成一个用于堆叠存放片状材料的容纳空间,使用时该容纳空间中堆叠放置一定数量的用于产品的二层、三层等其余层数的片状材料,若产品上存在使用数量较多的一种规格的片状材料,可以将该种片状材料分别存放在不同的上料组件32中,所述的第一阻隔板322设置在第一传送带321上方并且二者之间留有供一片片状材料通过的第一出料缝隙324,第一传送带321连接有驱动第一传送带321动作进而将位于最底层的片状材料从第一出料缝隙324推出的第一驱动装置325,每个上料组件32的第一驱动装置325均与控制装置5连接。
47.如图5、图7和图8所示,所述的整形压合装置2包括有第三机架23,所述的第三机架23上设有工作平台230,所述的整形组件21包括设置在第三机架23上并位于工作平台230上侧的第一限位板231、设置在第三机架23上且能够移动到工作平台230上侧的第二限位板232、设置在第三机架23上且位于第二限位板232相对侧的第一推板组件233、设置在第三机架23上且位于第一限位板231相对侧的第二推板组件234,所述第一限位板231、第二限位板232、第一推板组件233与第二推板组件234分别位于整形工作区201的四周,整形工作区201与粘胶装置4输出端连接或者粘胶装置4输出端设置在整形工作区201的上方。
48.如图7和图8所示,所述的第一推板组件233包括有第一推板236以及驱动第一推板235朝向第二限位板232移动的第三驱动装置237,所述的第二推板组件234包括有第二推板238以及驱动第二推板238朝向第一限位板231移动的第四驱动装置239,所述的第三驱动装置237和第四驱动装置239均与控制装置5连接,控制装置5控制二者在各层片状材料到达整形工作区201后开始动作。
49.如图7和图8所示,所述的第三机架23上设有若干第三传送带25,所述的工作平台230由第三传送带25的上表面构成,所述的前上料装置1的输出端与第三传送带25的输入端连接,使得从前上料装置1输出的片状材料能够通过第三传送带25输送到整形工作区201,所述的第二限位板232位于第三传送带25的中部,第二限位板232将工作平台230分割为整形工作区201和压合工作区202,第二限位板232连接有驱动其移动到第三传送带25上侧的第五驱动装置261,第二限位板232移动到第三传送带25上侧进而阻挡片状材料继续向后方传送,使得传送到整形工作区201的片状材料留在整形工作区201中,直至所有的片状材料全部到达整形工作区201中堆叠起来。
50.如图7和图8所示,所述的设置在第三机架23上设有在第三传送带25传送方向上位于第二限位板232后方的第三限位板271,第三限位板271连接有推动其移动到第三传送带25上侧的第六驱动装置272,进而阻挡片状材料继续向后方传送,其中第六驱动装置272和上述的第五驱动装置261可以为同一个驱动装置也可以为独立的两个驱动装置,所述的压合组件22包括有设置在第三传送带25上方的压块221以及与压块221连接并能够推动压块221下压的第七驱动装置222,压块221在第三传送带25传送方向上位于第三限位板271的前侧,使得堆叠好的片状材料输送到第三限位板271处,通过压块221从上往下压紧、压实,移开第三限位板271,第三传送带25将制作好的产品输出,当然,通过人工拿取的方式取出。
51.如图11、图12和图13所示,所述的粘胶装置4包括有第四机架41,所述的第四机架41上设有第四传送带411,所述的第四传送带411的上表面上设有至少两条导向板412,两条导向板412之间围成一条供片状材料输送的送料通道410,所述的后上料装置3的输出端设
置在第四传送带411的输入端或者设置在送料通道410的上方,而送料通道410的出口与整形工作区201对齐,使得从送料通道410的出口输出的片状材料通过粘胶装置4后能够到达整形工作区201。
52.如图12和图13所示,所述的粘胶装置4还包括有设置在第四传送带411输出侧的粘胶组件42,所述的粘胶组件42包括有胶棍421和压棍422,胶棍421和压棍422留有与第四传送带411上表面对齐的粘胶缝隙420,所述的胶棍421的侧面附着有粘接剂,所述的压棍422和胶棍421至少其中一个连接有驱动它们转动的第八驱动装置423。
53.用于多层材料组合式包装结构的方法的流程如下:
54.步骤a,前上料装置1向整形压合装置2的整形工作区201输出第一片状材料a1。
55.详细地描述,如图5和图6所示,所述的控制装置5控制第二驱动装置115动作,从而推动将第二传送带111动作进而将位于最底层的第一片状材料a1从第二出料缝隙114推出至整形工作区201,另外导向辊组件102和第三传送带25可以辅助运输第一片状材料至整形工作区201。
56.步骤b,后上料装置3向粘胶装置4输出第二片状材料a2。
57.详细地描述,如图9和图10所示,每个上料组件32可以用于输出相同或者不同形状的第二片状材料a2,亦即可以输出镂空腔不同种的片状物料,控制装置5通过控制各个上料组件32的第一驱动装置325的动作次序,即可按照预先设定的次序输出第二片状材料a2,第二片状材料a2按照次序陆续输出到第四传送带411上。
58.步骤c,粘胶装置4将第二片状材料a2逐个粘胶后输出到整形压合装置2的整形工作区201中。
59.详细地描述,如图11、图12和图13所示,第四传送带411将其上的第二片状材料a2从送料通道410的出口送出,随后第二片状材料a2通过粘胶缝隙420,第二片状材料a2沾上粘接剂,随后第二片状材料a2运送到整形工作区201并与第一片状材料a1堆叠起来。
60.步骤d,整形压合装置2将堆叠好的第一片状材料a1和第二片状材料a2这些片状物料整理对齐并粘接成为坯件;
61.详细地描述,如图5、图7和图8所示,控制装置5控制第三驱动装置237和第四驱动装置239动作,从而使得第二推板238和第一推板235分别朝向第一限位板231和第一限位板231移动,从而将堆叠起来的片状物料整理对齐,同时他们之间都涂覆有粘接剂。
62.步骤d,整形压合装置2将坯件压实成为成品。
63.详细地描述,如图7和图8所示,控制装置5控制控制第六驱动装置272移开第三传送带25上侧,随后第三传送带25将坯件运送到压合工作区202中,然后控制装置5控制第六驱动装置272移到第三传送带25上侧,阻挡坯件向后传送,然后控制装置5控制第七驱动装置222推动压块221下压,从而将坯件压紧、压实成为成品。
64.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。