一种mini dp连接器铁壳全自动组装设备
技术领域
1.本实用新型涉及mini dp连接器自动组装设备技术领域,特别涉及一种mini dp连接器铁壳全自动组装设备。
背景技术:
2.mini dp连接器的装配操作大致分为两部分,即端子的装配和铁壳的装配。在铁壳装配过程中,需要经过铁壳上料、装入端子、铁壳折弯、装入定位脚等工序,操作繁琐。传统的人工装配,人员需求量大,装配效率低,组装治具较多,人力、物力和管理成本较高;也有使用自动机进行装配操作,但由于端子和铁壳的结构限制,大多需要人力同步进行辅助放料和同步进行全检操作,虽然对人力的需求有所降低,但对人员又有操作经验的要求,组装良品率和工作效率往往与自动机操控人员和全检人员的经验直接关联。因此,本实用新型对铁壳的组装自动机进行改进,以进一步提升自动机组装的效率和良品率,降低人为因素对组装过程的影响。
技术实现要素:
3.针对上述现有技术中存在的问题,本实用新型提供一种mini dp连接器铁壳全自动组装设备,可自动完成mini dp连接器成品的装配动作,整个装配过程仅需一名上料人员即可,生产效率高,品质稳定,组装成本较低。
4.为解决上述技术问题,本实用新型采取的一种技术方案如下:
5.一种mini dp连接器铁壳全自动组装设备,包括机架,所述机架上沿x向依次设有铁壳组配模块、胶芯组配模块、压铁壳模块、定位脚组配模块和下料模块,其中:
6.所述铁壳组配模块包括架设在所述机架上的第一装配台,所述第一装配台与第一驱动装置传动连接并能在其驱动下旋转,所述第一装配台上沿径向设有四个以上与铁壳适配的第一定位座;所述机架上在所述第一装配台的外围设有铁壳上料组件、端子上料组件和第一压紧组件:
7.所述铁壳上料组件设在所述第一装配台的y向一侧,包括沿y向延伸的铁壳上料轨道,所述铁壳上料轨道旁侧设有第二驱动装置和与其传动连接的第二滑板,所述第二滑板能在所述第二驱动装置的驱动下沿y向移动;所述第二滑板上设有第三驱动装置和与其传动连接并与铁壳适配的第三吸板,所述第三吸板与吸气装置相接,并能在所述第三驱动装置的驱动下沿z向移动,以逐个将铁壳移至一所述第一定位座上;
8.所述端子上料组件设在所述第一装配台的x向一侧,包括沿x向延伸的端子上料轨道,所述机架上在所述端子上料轨道上方设有第四驱动装置和与其传动连接的第四滑板,所述第四滑板能在所述第四驱动装置的驱动下沿x向移动;所述第四滑板上设第五驱动装置和与其传动连接的第五吸板,所述第五吸板与吸气装置相接,所述第五吸板能在所述第五驱动装置的驱动下沿z向移动,并能逐个将端子移至一所述第一定位座上的铁壳上;
9.所述第一压紧组件设在所述第一装配台的旁侧,包括第六驱动装置和与其传动连
接并沿所述第一装配台径向延伸的第六推杆,所述第六推杆能在所述第六驱动装置的驱动下直线移动,以将所述第一定位座上的端子推靠至铁壳内;
10.所述胶芯组配模块包括架设在所述机架上的第二装配台,所述第二装配台与第七驱动装置传动连接并能在其驱动下旋转,所述第二装配台上沿圆周方向设有四个以上第二定位座;所述机架上在所述第二装配台的旁侧设有第一移料组件、胶芯上料组件和第二压紧组件:
11.所述第一移料组件设在所述第一装配台和所述第二装配台之间,包括设在所述机架上的第八驱动装置和与其传动连接的第八滑板,所述第八滑板能在所述第八驱动装置的驱动下沿 x向移动;所述第八滑板上设第九驱动装置和与其传动连接的第九手指气缸,所述第九手指气缸能在所述第九驱动装置的驱动下沿z向移动,并能夹取一所述第一定位座上的半成品,将其移动到一所述第二定位座上;
12.所述胶芯上料组件设在所述第二装配台的y向一侧,包括与振动盘相接并沿y向延伸的胶芯上料轨道,所述机架上在所述胶芯上料轨道的上方设有第十驱动装置和与其传动连接的第十滑板,所述第十滑板能在所述第十驱动装置的驱动下沿y向移动,所述第十滑板上设有第十一驱动装置和与其传动连接的第十一手指气缸,所述第十一手指气缸能在所述第十一驱动装置的驱动下沿z向移动,并能夹取所述胶芯上料轨道上的胶芯,将其移至一所述第二定位座上的半成品上;
13.所述第二压紧组件设在所述第二装配台的上方,包括设在所述机架上的第十二驱动装置和与其传动连接的第十二推板,所述第十二推板能将所述第二定位座上半成品上的端子推靠至胶芯上;
14.所述压铁壳模块包括架设在所述机架上并沿x向排列的第二移料组件、压铁壳组件和检测组件:
15.所述第二移料组件包括架设在所述机架上并沿x向延伸的移料轨道,所述移料轨道上设有若干第三定位座;所述机架上在所述移料轨道的上方设有第十三驱动装置和与其传动连接的第十三板,所述第十三板能在所述第十三驱动装置的驱动下沿x向移动;所述第十三板上设有第十四驱动装置和与其传动连接并沿x向延伸的第十四板,所述第十四板能在所述第十四驱动装置的驱动下沿z向移动;所述第十四板上沿x向阵列有若干第十四手指气缸,每个所述第十四手指气缸均设在一所述第三定位座的正上方;
16.所述压铁壳组件包括设在机架上的第十五驱动装置和与其传动连接并与所述铁壳适配的第十五推板,所述第十五推板能在所述第十五驱动装置的驱动下沿y向移动,以将铁壳的一端部压靠在所述胶芯上;所述第十五推板的上方旁侧设有第十六压板,所述第十六压板与第十六驱动装置传动连接,并能在其驱动下沿z向移动,以将半成品压靠在所述第三定位座上;
17.所述检测组件包括设在所述机架上的第十七驱动装置和与其传动连接的第十七滑板,所述第十七滑板能在所述第十七驱动装置的驱动下沿z向移动;所述第十七滑板的底端部设有与半成品适配的测试板,所述测试板与设在所机架上的测试主机电连接;
18.所述定位脚组配模块包括架设在所述机架上的第三装配台,所述第三装配台与第十八驱动装置传动连接并能在其驱动下旋转,所述第三装配台上设有两个以上第四定位座,一所述第四定位座设在一所述第十四手指气缸的正下方;所述第三装配台的旁侧设有
定位脚上料组件和第三压紧组件:
19.所述定位脚上料组件包括设在所述第三装配台y向一侧并沿y向延伸的定位脚上料轨道,所述定位脚上料轨道旁侧设有第十九驱动装置和与其传动连接的第十九滑板,所述第十九滑板能在所述第十九驱动装置的驱动下沿y向移动;所述第十九滑板上设有第二十驱动装置和与其传动连接并与铁壳适配的第二十吸杆,所述第二十吸杆与吸气装置相接,并能在所述第二十驱动装置的驱动下沿z向移动,以逐个将定位脚移至一所述第四定位座上;
20.所述第三压紧组件设在所述第三装配台的旁侧,包括第二一驱动装置和与其传动连接的并沿径向延伸的第二一推杆,所述第二一推杆能在所述第二一驱动装置的驱动下直线移动,以将所述第四定位座上的定位脚推靠至套设在铁壳的外围;
21.所述下料模块设在所述第三装配台的旁侧。
22.作为对上述技术方案的进一步阐述:
23.在上述技术方案中,所述胶芯上料组件上还设有第二二滑板,所述第二二滑板与所述第十一驱动装置传动连接并能在其驱动下沿z向移动;所述第二二滑板上设有第二三驱动装置和与其传动连接的所述第十一手指气缸,所述第二三驱动装置能驱动所述第十一手指气缸旋转。
24.在上述技术方案中,所述第二移料组件还包括设在所述第十四板端部的第二五驱动装置和与其传动连接的所述第十四手指气缸,所述第十四手指气缸能在所述第二五驱动装置的驱动下旋转。
25.在上述技术方案中,所述压铁壳模块包括两个以上沿x向排列的所述压铁壳组件,两所述压铁壳组件设在所述第二移料组件和所述检测组件之间。
26.在上述技术方案中,所述压铁壳组件还包括第一转盘,所述第一转盘与第二六驱动装置传动连接,并能在其驱动下旋转;所述第一转盘上设有两所述第三定位座,一所述第三定位座设在一所述第十四手指气缸的正下方,另一所述第三定位座设在所述第十六压板的正下方。
27.在上述技术方案中,所述检测组件还包括第二转盘,所述第二转盘与第二七驱动装置传动连接,并能在其驱动下旋转;所述第二转盘上设有两所述第四定位座,一所述第四定位座设在一所述第十四手指气缸的正下方,另一所述第四定位座设在所述测试板的正下方。
28.与现有技术相比,本实用新型的有益效果在于:本实用新型可自动完成mini dp连接器成品的装配动作,通过设置可旋转的第一装配台和第二装配台,并在其旁侧分别设置端子、铁壳和胶芯的上料和压紧机构,可替代人工操作,自动完成端子、铁壳和胶芯的装配;通过设置压铁壳模块,可自动将铁壳压合包覆在端子外围并自动完成对端子的电性检测;通过设置可旋转的第三装配台,并在其旁侧设置定位脚的上料和压紧机构,可自动完成定位脚的装配操作,整个装配过程仅需一名上料人员即可,生产效率高,品质稳定,组装成本较低。
附图说明
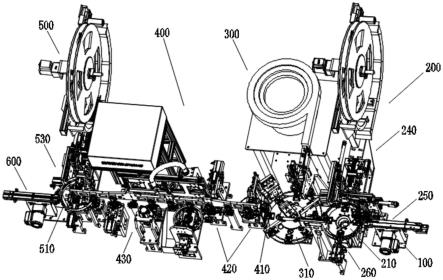
29.图1是本实用新型的结构示意图;
30.图2是本实施例中铁壳上料组件的结构示意图;
31.图3是本实施例中端子上料组件和第一压紧组件的结构示意图;
32.图4是本实施例中胶芯上料组件的结构示意图;
33.图5是本实施例中第一移料组件和第二压紧组的结构示意图;
34.图6是本实施例中第二移料组件的结构示意图;
35.图7是本实施例中压铁壳组件的结构示意图
36.图8是本实施例中检测组件的结构示意图;
37.图9是本实施例中定位脚上料组件的结构示意图;
38.图10是本实施例中第三压紧组件的结构示意图。
39.图中:
40.100、机架;
41.200、铁壳组配模块;210、第一装配台;220、第一驱动装置;230、第一定位座;240、铁壳上料组件;241、铁壳上料轨道;242、第二驱动装置;243、第二滑板;244、第三驱动装置;245、第三吸板;250、端子上料组件;251、端子上料轨道;252、第四驱动装置;253、第四滑板;254、第五驱动装置;255、第五吸杆;260、第一压紧组件;261、第六驱动装置; 262、第六推杆;
42.300、胶芯组配模块;310、第二装配台;320、第七驱动装置;330、第二定位座;340、第一移料组件;341、第八驱动装置;342、第八滑板;343、第九驱动装置;344、第九手指气缸;350、胶芯上料组件;351、胶芯上料轨道;352、第十驱动装置;353、第十滑板;354、第十一驱动装置;355、第十一手指气缸;356、第二二滑板;357、第二三驱动装置;360、第二压紧组件;361、第十二驱动装置;362、第十二推板;
43.400、压铁壳模块;410、第二移料组件;411、移料轨道;412、第三定位座;413、第十三驱动装置;414、第十三板;415、第十四驱动装置;416、第十四板;417、第十四手指气缸;418、第二五驱动装置;420、压铁壳组件;421、第十五驱动装置;422、第十五推板; 423、第十六压板;424、第十六驱动装置;425、第一转盘;426、第二六驱动装置;430、检测组件;431、第十七驱动装置;432、第十七滑板;433、测试板;434、第二转盘;435、第二七驱动装置;436、第四定位座;
44.500、定位脚组配模块;510、第三装配台;520、第十八驱动装置;530、定位脚上料组件;531、定位脚上料轨道;532、第十九驱动装置;533、第十九滑板;534、第二十驱动装置;535、第二十吸杆;540、第三压紧组件;541、第二一驱动装置;542、第二一滑板;
45.600、下料模块。
具体实施方式
46.下面结合附图对本实用新型作进一步详细的说明。
47.通过参考附图描述的实施例是示例性的,旨在用于解释本技术,而不能理解为对本技术的限制。在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方
位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此, 限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“若干个”、“多个”的含义是两个或两个以上,除非另有明确具体的限定。在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。在本技术中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度小于第二特征。
48.如图1-10所示,一种mini dp连接器铁壳全自动组装设备,包括机架100,机架100上沿x向依次设有铁壳组配模块200、胶芯组配模块300、压铁壳模块400、定位脚组配模块500 和下料模块600,其中:
49.如图2-3所示,铁壳组配模块200包括架设在机架100上的第一装配台210,第一装配台 210与第一驱动装置220传动连接并能在其驱动下旋转,第一装配台210上沿径向设有四个以上与铁壳适配的第一定位座230;机架100上在第一装配台210的外围设有铁壳上料组件 240、端子上料组件250和第一压紧组件260:
50.如图2所示,铁壳上料组件240设在第一装配台210的y向一侧,包括沿y向延伸的铁壳上料轨道241,铁壳上料轨道241旁侧设有第二驱动装置242和与其传动连接的第二滑板 243,第二滑板243能在第二驱动242装置的驱动下沿y向移动;第二滑板243上设有第三驱动装置244和与其传动连接并与铁壳适配的第三吸板245,第三吸板245与吸气装置相接,并能在第三驱动装置244的驱动下沿z向移动,以逐个将铁壳移至一第一定位座230上;
51.如图3所示,端子上料组件250设在第一装配台210的x向一侧,包括沿x向延伸的端子上料轨道251,机架100上在端子上料轨道251上方设有第四驱动装置252和与其传动连接的第四滑板253,第四滑板253能在第四驱动装置252的驱动下沿x向移动;第四滑板253 上设第五驱动装置254和与其传动连接的第五吸板255,第五吸板255与吸气装置相接,第五吸板255能在第五驱动装置254的驱动下沿z向移动,并能逐个将端子移至一第一定位座 230上的铁壳上;
52.如图3所示,第一压紧组件260设在第一装配台210的旁侧,包括第六驱动261装置和与其传动连接并沿第一装配台210径向延伸的第六推杆262,第六推杆262能在第六驱动装置261的驱动下直线移动,以将第一定位座230上的端子推靠至铁壳内;
53.如图4-5所示,胶芯组配模块300包括架设在机架上的第二装配台310,第二装配台310 与第七驱动装置320传动连接并能在其驱动下旋转,第二装配台310上沿圆周方向设有四个以上第二定位座330;机架100上在第二装配台310的旁侧设有第一移料组件340、胶芯上料组件350和第二压紧组件360:
54.如图5所示,第一移料组件340设在第一装配台210和第二装配台310之间,包括设在机架100上的第八驱动装置341和与其传动连接的第八滑板342,第八滑板342能在第八驱动装置341的驱动下沿x向移动;第八滑板342上设第九驱动装置343和与其传动连接的第九手指气缸344,第九手指气缸344能在第九驱动装置343的驱动下沿z向移动,并能夹取一第一定位座230上的半成品,将其移动到一第二定位座330上;
55.如图4所示,胶芯上料组件350设在第二装配台310的y向一侧,包括与振动盘相接并沿y向延伸的胶芯上料轨道351,机架100上在胶芯上料轨道351的上方设有第十驱动装置 352和与其传动连接的第十滑板353,第十滑板353能在第十驱动装置352的驱动下沿y向移动,第十滑板353上设有第十一驱动装置354和与其传动连接的第十一手指气缸355,第十一手指气缸355能在第十一驱动装置354的驱动下沿z向移动,并能夹取胶芯上料轨道351 上的胶芯,将其移至一第二定位座330上的半成品上;
56.如图5所示,第二压紧组件360设在第二装配台310的上方,包括设在机架100上的第十二驱动装置361和与其传动连接的第十二推板362,第十二推板362能将第二定位座330 上半成品上的端子推靠至胶芯上;
57.如图6-8所示,压铁壳模块400包括架设在机架上并沿x向排列的第二移料组件410、压铁壳组件420和检测组件430:
58.如图6-7所示,第二移料组件410包括架设在机架上并沿x向延伸的移料轨道411,移料轨道411上设有若干第三定位座412;机架100上在移料轨道411的上方设有第十三驱动装置413和与其传动连接的第十三板414,第十三板414能在第十三驱动装置413的驱动下沿x向移动;第十三板414上设有第十四驱动装置415和与其传动连接并沿x向延伸的第十四板416,第十四板416能在第十四驱动装置415的驱动下沿z向移动;第十四板416上沿x 向阵列有若干第十四手指气缸417,每个第十四手指气缸417均设在一第三定位座412的正上方;
59.如图7所示,压铁壳组件420包括设在机架100上的第十五驱动装置421和与其传动连接并与铁壳适配的第十五推板422,第十五推板422能在第十五驱动装置421的驱动下沿y 向移动,以将铁壳的一端部压靠在胶芯上;第十五推板422的上方旁侧设有第十六压板423,第十六压板423与第十六驱动装置424传动连接,并能在其驱动下沿z向移动,以将半成品压靠在第三定位座412上;
60.如图8所示,检测组件430包括设在机架100上的第十七驱动装置431和与其传动连接的第十七滑板432,第十七滑板432能在第十七驱动装置431的驱动下沿z向移动;第十七滑板432的底端部设有与半成品适配的测试板433,测试板433与设在所机架100上的测试主机电连接;
61.如图9-10所示,定位脚组配模块500包括架设在机架100上的第三装配台510,第三装配台510与第十八驱动装置520传动连接并能在其驱动下旋转,第三装配台510上设有两个以上第四定位座436,一第四定位座436设在一第十四手指气缸417的正下方;第三装配台 510的旁侧设有定位脚上料组件530和第三压紧组件540:
62.如图9所示,定位脚上料组件530包括设在第三装配台510y向一侧并沿y向延伸的定位脚上料轨道531,定位脚上料轨道531旁侧设有第十九驱动装置532和与其传动连接的第十九滑板533,第十九滑板533能在第十九驱动装置532的驱动下沿y向移动;第十九滑板533 上设有第二十驱动装置534和与其传动连接并与铁壳适配的第二十吸杆535,第二十吸
杆535 与吸气装置相接,并能在第二十驱动装置534的驱动下沿z向移动,以逐个将定位脚移至一第四定位座436上;
63.如图10所示,第三压紧组件540设在第三装配台510的旁侧,包括第二一驱动装置541 和与其传动连接的并沿径向延伸的第二一推杆542,第二一推杆542能在第二一驱动装置541 的驱动下直线移动,以将第四定位座436上的定位脚推靠至套设在铁壳的外围;
64.如图1所示,下料模块600设在第三装配台510的旁侧。
65.本实用新型可自动完成mini dp连接器成品的装配动作,通过设置可旋转的第一装配台210和第二装配台310,并在其旁侧分别设置端子、铁壳和胶芯的上料和压紧机构,可替代人工操作,自动完成端子、铁壳和胶芯的装配;通过设置压铁壳模块400,可自动将铁壳压合包覆在端子外围并自动完成对端子的电性检测;通过设置可旋转的第三装配台510,并在其旁侧设置定位脚的上料和压紧机构,可自动完成定位脚的装配操作,整个装配过程仅需一名上料人员即可,生产效率高,品质稳定,组装成本较低。
66.如图1所示,本实施例中铁壳和定位脚均是卷料,铁壳和定位脚上均设有料带,如图2、 9所示,本实施例在铁壳上料轨道241和定位脚上料轨道531的下方均设有折料带的顶升驱动装置和与其传动连接的顶板,与上方的吸板和下移驱动装置配合,可将铁壳和定位脚逐个从料带上摘下。该结构属于本领域技术人员的常识认知,此处对其具体结构不做赘述。
67.进一步的,如图4所示,胶芯上料组件350上还设有第二二滑板356,第二二滑板356与第十一驱动装置354传动连接并能在其驱动下沿z向移动;第二二滑板356上设有第二三驱动装置357和与其传动连接的第十一手指气缸355,第二三驱动装置357能驱动第十一手指气缸355旋转。
68.在本实施例中,为了避免胶芯被上料轨道刮伤,并能自动卡入端子,在胶芯上料的末端设置了旋转驱动装置,可自动将胶芯旋转至需要的角度,以便自动完成胶芯的装配。
69.进一步的,如图6所示,第二移料组件410还包括设在第十四板416端部的第二五驱动装置418和与其传动连接的第十四手指气缸417,第十四手指气缸417能在第二五驱动装置 418的驱动下旋转。
70.在本实施例中,在压铁壳前也设置了旋转驱动装置,可自动将半成品旋转至适当的角度,以便自动完成铁壳的压接操作。
71.进一步的,如图1所示,压铁壳模块400包括两个以上沿x向排列的压铁壳组件420,两压铁壳组件420设在第二移料组件410和检测组件430之间。
72.在本实施例中,压铁壳操作是分两步进行的,避免压合力过大造成对端子和胶芯的损伤。
73.进一步的,如图7所示,压铁壳组件420还包括第一转盘425,第一转盘425与第二六驱动装置426传动连接,并能在其驱动下旋转;第一转盘425上设有两第三定位座412,一第三定位座412设在一第十四手指气缸417的正下方,另一第三定位座412设在第十六压板423 的正下方。
74.在本实施例中,为了平衡压接铁壳和组装铁壳的工时,在铁壳压接操作工位上设置了可旋转的第一转盘425,并在其上对称设置了两第三定位座412,以便前后工位上半成品的顺畅交接。
75.进一步的,如图8所示,检测组件430还包括第二转盘434,第二转盘434与第二七驱动装置435传动连接,并能在其驱动下旋转;第二转盘435上设有两第四定位座436,一第四定位座436设在一第十四手指气缸417的正下方,另一第四定位座436设在测试板433的正下方。
76.在本实施例中,为了平衡端子上焊脚检测和压接铁壳的工时,在检测工位上设置了可旋转的第二转盘434,并在其上对称设置了两第四定位座436,以便前后工位上半成品的顺畅交接。
77.本实用新型的工作过程如下:
78.1、铁壳组装:铁壳上料组件240将铁壳逐个传送至第一定位座230上,端子上料组件 250将端子放入铁壳内,第一压紧组件260将端子推入铁壳内部;
79.2、胶芯组装:第一移料组件340将第一定位座230上的半成品移至第二定位座330上,胶芯上料组件350将胶芯套在半成品上的焊脚上,第二压紧组件360将半成品上的一组焊脚推靠在胶芯上;
80.3、铁壳压合和焊脚测试:第二移料组件410将第二定位座330上的半成品移至第三定位座412上,并持续带动其在相邻工位间移动;压铁壳组件420将铁壳压接在胶芯和端子的外围;检测组件430对半成品上的焊脚进行电性检测;
81.4、定位脚组装:定位脚上料组件530将半成品移至第三装配台510的第四定位座436上,第三压紧组件540将定位脚扣合在铁壳的外围。
82.5、下料:下料模块600将产品从第三定位座412上移到下一工位。
83.以上并非对本实用新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。