1.本发明涉及根据本专利权利要求1的前序部分的包括轴承单元的轴承组件(bearing assembly)。
背景技术:
2.滚动轴承可用于相对于固定组件(/固定组成部件)(stationary components)支撑旋转组件(/旋转组成部件)(rotating components),例如,作为用于在座(/轴承座)(housing)中支撑旋转轴的非定位或定位轴承。这里,轴承圈连接到旋转组件和固定组件(例如,轴和座),使得该连接在应用的所有操作(/工作)(operating)状态和环境条件(/状况)(conditions)下尽可能保持恒定。因此,例如,预安装的轴承可以与座或座部件直接包覆成型(overmolded)。这确实提供了轴承与座或座部件之间的固定连接;然而,在包覆成型工艺期间,可能出现可由高温和/或高压导致的对轴承的损坏。
技术实现要素:
3.因此,本发明的一个目的是提供一种可以将轴承单元安装在固定组件中而不会使其由于高温或高压而损坏的轴承组件。
4.该目的通过根据专利方案1所述的轴承组件来实现。
5.所提出的轴承组件包括轴承单元,该轴承单元被构造为相对于固定组件支撑旋转组件。轴承单元包括第一固定轴承圈和第二可旋转轴承圈,其中,可旋转轴承圈可连接到旋转组件,并且其中,固定轴承圈可连接到特别是轴承承载件(/支座/托架)(carrier)的固定组件,使得固定轴承圈(stationary bearing ring)与固定组件一起旋转。
6.轴承组件既可以用作非定位轴承又可以用作定位轴承。在作为定位轴承的实施方式的情况下,固定轴承圈连接到固定组件,不仅使得固定轴承圈与固定组件一起旋转,而且使得固定轴承圈与固定组件在轴向上固定。在作为非定位轴承的实施方式的情况下,固定轴承圈确实(indeed)连接到固定组件使得固定轴承圈与固定组件一起旋转,但是固定轴承圈可在轴向上移位以能够补偿热膨胀。
7.在这两种情况下,可旋转轴承圈可固定地连接到旋转组件。这种固定的可连接性可以例如通过卡环(/卡扣环)(snap ring)或压座(press seat)来实现。
8.固定组件可以是例如座(/轴承座)(housing)。作为另一种选择,固定组件也可以是可固定地连接到座的轴承承载件,其中,固定轴承圈又以这样的方式附接在轴承承载件中:实质上固定,但是在某些情况下,使得固定轴承圈可在轴向上移位。在此,这是有利的,特别是当轴承组件被设置为由轴承承载件和轴承单元制成的预组装单元时。由此,整个轴承组件可以容易地附接到座,而无需在安装期间单独且费力地(laboriously)设定各个组件的公差。
9.为了允许(/使得)在不损坏轴承单元的情况下将轴承单元连接到固定组件(特别是轴承承载件),固定组件(或轴承承载件)和/或位于固定组件与固定轴承圈之间的连接元
件具有层构造(/层状构造)(layer construction)。
10.这里应注意的是,在本技术的意义上,连接元件不代表轴承承载件,而是仅用于连接固定组件(诸如,以轴承承载件为例)和固定轴承圈。因此,例如,连接元件可以简单地注射(/注入)(inject)在轴承圈与轴承承载件(或固定组件)之间,由此实现连接元件与固定组件或轴承圈之间的附接。
11.此外,应注意的是,这里,轴承单元不用作固定组件的整个注射成型(injection-molding)工艺中的插入件,而是轴承单元经由逐层组装的连接元件连接到固定组件,或者固定组件逐层构建在轴承圈上。由于逐层(/分层)(layer-wise)构造,作用在轴承单元上的压力可以减小,因为在轴向方向和/或径向方向上始终仅施加薄层。另一方面,由于这种薄层可以相对于整个轴承单元发射很少的热量,因此轴承单元仅在表面处被加热。
12.由于包覆成型(overmolding),轴承单元以过盈配合或摩擦配合的方式嵌入固定组件(特别是轴承承载件)或连接元件中。如果固定组件是轴承承载件,则其又可以经由附接部件附接到座等。连接元件也可以以摩擦配合和/或过盈配合的方式(例如,通过包覆成型)连接到固定组件(特别是轴承承载件)。
13.同时,由于通过高温和高压制造固定组件或连接元件而产生的负面影响被限制在轴承单元的待封闭(/包围)(enclose)的非常小的区域。这种情况是因为始终在一层之后仅一层被制造或施加到轴承单元上,并且因此压力和温度加热在轴承单元上仅作用至较小的穿透深度。
14.另一个优点是,因为由于层构造而防止了轴承组件的热影响或损害,因此这里的轴承单元可以完全预组装。
15.如上所述,如果连接元件设置在固定组件与固定轴承圈之间,则固定组件可以例如通过传统的注射成型工艺来预制。这简化了固定组件的制造。随后可以在轴承单元与固定组件之间逐层引入(/添加)(introduce)连接元件。轴承单元与连接元件之间和/或固定组件与连接元件之间的保持功能可以可选地由过盈配合元件提供。在这种情况下,由于只有“小部件”连接元件直接连接到轴承圈,因此温度和压力对轴承单元的影响也可以减小。作为另一种选择,固定组件可以绕着连接元件形成(例如,喷涂)。在这种情况下,由于连接元件在固定组件与轴承单元之间用作一种缓冲件,并且可以接收否则将直接作用在轴承单元上的温度和压力,因此温度和压力对轴承单元的影响也减小。
16.根据一个实施方式,层构造通过3d打印法、逐层喷涂(layer-wise spraying)或层叠(/层压)(laminating)生产。层型材料构造可以通过各种3d打印法(也称为增材制造或快速成型)制造,其中逐层施加材料,并且因此生成三维连接元件或固定组件。这些包括例如熔融沉积成型(fdm)、选择性激光熔化(slm)、立体光刻(sl)或电子束熔化(ebm)。作为另一种选择,可以使用其中连接元件或固定组件被喷涂成层的逐层注射成型工艺或者其中相同材料或不同材料的多个表面彼此粘附的层叠(法)。
17.这些方法的优点是,利用这种层型构造,不需要高压,由此可以防止损坏轴承单元。此外,由于它们是仅加热小区域的方法,从而轴承单元仅被略微加热,因此(对)轴承单元的不利温度影响非常低。此外,对于通过3d打印法、逐层喷涂或层叠(制造)的逐层构造,不需要专用产品工具,从而可以使工具成本最小化并且可以实现快速制造时间。
18.根据一个实施方式,层构造可以是相同材料的层。这意味着整个固定组件或整个
连接元件由单一材料制造。然而,它不是像传统的注射成型方法的情况那样由一个铸件(casting)制造,而是通过一层在一层上地施加的多个层来实现。
19.作为另一种选择,层构造可以由不同材料的层构成。在这种情况下,例如,可以将由碳纤维等制成的增强层引入到固定组件中,特别是轴承承载件或连接元件中。
20.根据另一实施方式,层构造中嵌有另外的元件。这些元件可以是嵌体(inlays)、附接部件、套筒、螺母等。也可以在层构造中引入导电元件,该导电元件可以用于例如通过与固定组件的电接触来使固定轴承圈接地。这具有以下优点:在制造层构造的过程中,可以直接集成另外的元件,而无需为此目的的另外后续步骤。
21.层构造的层可以在轴向方向和/或径向方向上一层在一层上地布置。层的取向可以适于对应的应用或制造。轴向构造是特别优选的,因为在这种情况下,对应的层仅通过轴承单元的边缘区域与轴承单元接触。由此,从层到轴承单元的热输入以及所施加的压力被最小化。
22.根据另一实施方式,固定组件(特别是轴承承载件)和/或连接元件由塑料(特别是热塑性塑料和/或热固性塑料)和/或由金属(特别是轻金属合金)形成。这些材料的优点是,它们可以以层构造的形式施加,以形成固定组件(特别是轴承承载件)和/或连接元件。
23.热固性材料是经由化学初级(/一级)(primary)价键三维交联的硬聚合物材料。它们提供的优点是它们在操作中即使在被加热的情况下也保持其强度,并且具有低的热膨胀,这导致(/使得)高的尺寸稳定性。实际上,热固性材料必须在高温下加工(特别是固化),但是由于施加是以层的方式进行的,因此仅少的热量输入到轴承单元中,使得尽管加工温度高,但不发生对轴承单元的损坏。这同样适用于轻金属合金,轻金属合金也被热加工,但是由于层构造而不会对轴承单元造成损坏。
24.热塑性塑料的优点是它们可以在比热固性塑料(的加工温度)低的温度下加工,这进一步减少了在制造固定组件或连接元件期间高温对轴承单元的负面影响。
25.固定组件或连接元件可至少部分地布置在固定轴承圈的外径表面或内径表面上。如果它们布置在外径表面上,则固定组件可以是例如座或连接到座的轴承承载件。如果它们布置在固定轴承圈的内径表面上,则固定组件可以是例如轮毂或连接到轮毂的轴承承载件。
26.如果固定组件或连接元件仅部分地布置在固定轴承圈的外径表面或内径表面上,则高温和高压的影响进一步减小,因为不再是轴承单元的整个外径表面或内径表面与固定组件或连接元件接触。
27.根据另一实施方式,固定组件和/或连接元件和/或轴承圈包括至少一个(轴向)固定元件。根据配置,固定元件可以在固定组件与连接元件之间、在连接元件与轴承圈之间或者在固定组件与轴承圈之间提供过盈配合(/干涉配合)(interference fit)。由于这种固定元件,可以改善固定组件与轴承圈之间的连接,可选地,在固定组件与轴承圈之间布置有连接元件。
28.在说明书、附图和权利要求书中列举了另外的优点和有利的实施方式。这里,特别地,在说明书和附图中列举的特征的组合仅是示例性的,使得特征也可以单独存在或者以其他方式组合。
29.在下文中,使用附图中描绘的示例性实施方式更详细地描述本发明。这里,示例性
实施方式和示例性实施方式中所示的组合仅是示例性的,并不旨在限定本发明的范围。该范围仅由未决的权利要求限定。
附图说明
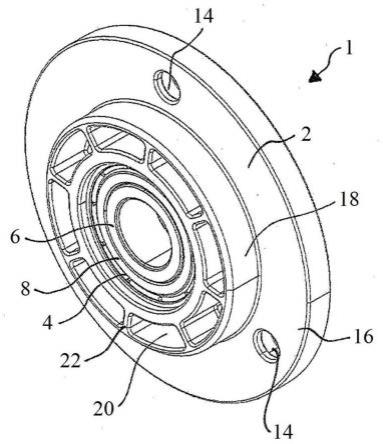
30.图1示出了布置在轴承承载件中的轴承单元的第一立体图;
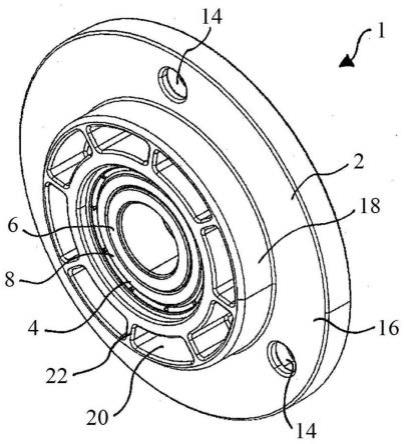
31.图2示出了布置在轴承承载件中的轴承单元的第二立体图;
32.图3示出了根据第一实施方式的布置在轴承承载件中的轴承单元的截面图;以及
33.图4示出了根据第二实施方式的布置在轴承承载件中的轴承单元的截面图,其中,包括连接元件。
34.1轴承组件
35.2轴承承载件
36.4轴承单元
37.6内圈
38.8外圈
39.10滚动元件
40.12保持架
41.14接纳部
42.16凸缘
43.18肩部
44.20凹部
45.22桥
46.24工作台
47.26喷头
48.30材料层
49.32,34轴向固定元件
50.36连接元件
51.38轴向固定元件
52.40凸缘
具体实施方式
53.在下文中,相同或功能等同的元件由相同的附图标记表示。
54.附图示出了包括轴承承载件(/支座/托架)(carrier)2的轴承组件1的优选示例性实施方式,其中,轴承单元4被布置为包括内圈6和外圈8。所描绘的示例性实施方式示出了可以用于例如在座(/轴承座)(housing)中支撑轴的轴承组件1,其中,座是固定的(/静止的)(stationary)并且轴是旋转的。当然,轴承组件1也可用于其他应用中,例如,固定销和旋转座。
55.轴承单元4的内圈6被构造为可旋转轴承圈,并且外圈8被构造为固定轴承圈并且连接到轴承承载件2。在轴承圈6、8之间布置有滚动元件10,滚动元件10由保持架12引导并且保持为均匀地间隔开(为此目的,特别参见图3和图4)。
56.在所描绘的示例性实施方式中,轴承单元4被构造为球轴承,但是所有其他类型的滚动轴承(诸如,以滚子轴承为例)或滑动轴承也是可行的。
57.为了附接到座(未描绘),轴承承载件2包括可以将附接部件(例如,螺丝)引入(/添加)(introduce)到其中的接纳部(receptacles),在这种情况下接纳部为贯通开口14。其他接纳部也是可行的。另外,其他附接部件也是可行的,诸如,以螺纹贯穿杆或单独的插入件为例。
58.在所描绘的示例性实施方式中,轴承承载件2包括:凸缘16,包括接纳部14;以及肩部18,轴承单元4布置在肩部18的中央。凸缘16具有特定厚度,以能够稳定地附接到座。如图2所示,凸缘16在一侧包括凹部20。这些(凹部)用于使轴承承载件2(变)轻,并且由于剩余的桥22而同时使轴承承载件2保持稳定。
59.如下面参照图3和图4所描述的,为了简化轴承单元4在轴承承载件2中的附接(或者,作为另一种选择,轴承单元4直接在座中的附接),并且特别是为了避免轴承单元4由于高温和高压而受到损害,轴承承载件2(或,作为另一种选择,座)由绕着轴承单元4的层型材料构造30构建。
60.如图3所示,轴承单元4布置在工作台24上。使用喷头26,然后在轴承单元4的轴向方向上绕着轴承单元4连续地施加材料层30。作为另一种选择,径向层构造(/层状构造)也是可行的。
61.层30可以例如通过3d打印法、逐层(/分层)(layer-wise)喷涂或层叠(/层压)(laminating)来施加。这里,逐层地施加材料,因此,在图3所示的实施方式中生成三维的轴承承载件2。如所说明的,各个层30可以包括相同的材料,使得整个轴承承载件2由单一材料构成。作为另一种选择,层也可以包括不同的材料,诸如,以附加的增强层为例。
62.由于逐层构造,作用在轴承单元4上的压力可以减小,因为始终仅施加薄层(这里是在轴向方向上)。另一方面,由于这种薄层相对于整个轴承单元4发出很少的热量,因此轴承单元4仅在表面处被加热。
63.在轴承承载件2的制造过程中,可以共同形成(co-form)轴向固定元件32、34,这导致(/使得)与轴承单元4的相应元件的过盈配合(/干涉配合)(interference fit)。此外,针对用于附接的附接部件的接纳部14可以直接形成在座上。作为另一种选择,这些接纳部14也可以稍后生产(/制造)。此外,其他元件(未示出)(诸如,以导电元件为例)还可以直接共同生产或共同成型。
64.代替以层构造制造轴承承载件2本身,也可以使用连接元件36(如图4所描绘的)。在这种情况下,轴承承载件2可以预先制造为注射成型(injection-molded)元件,并且仅位于轴承承载件2与轴承单元4之间的连接元件36被制造为层型材料构造(layer-type material construction)。
65.连接元件36也由布置在轴承承载件2与轴承单元4之间的多个层30通过轴向材料施加形成。由于逐层构造,对轴承单元4的压力和温度影响也减小。
66.使用连接元件36具有以下优点:轴承承载件2可以通过传统的注射成型法而预先制造。连接元件36随后被注射(inject)(/注入)(inject)在轴承单元4与预制的轴承承载件2之间。作为另一种选择,轴承承载件2可以稍后绕着连接元件36形成。这也可以使用传统的注射成型法来实现,因为高温和高压由于连接元件36而与轴承单元4保持隔离。
67.与图3的轴承承载件2一样,连接元件36也可以包括与轴承单元4的相应元件相互作用的轴向固定元件32、34。在所描绘的实施方式中,固定元件32、34设置在轴承圈8的外径上。此外,可以在轴承圈8的一个侧表面和/或两个侧表面上设置另外的轴向固定元件38。在图4所示的实施方式中,由此实现了外圈8的侧表面在轴向上被连接元件30的材料围绕。
68.这里,连接元件36与轴承承载件2的连接主要通过摩擦和过盈配合(例如,通过包覆成型(overmolding))来实现。如图4所示,过盈配合可以通过凸缘40实现,凸缘40固定连接元件36与轴承承载件2之间的连接。还可以提供另外的固定元件,其优选地在两个方向(向上和向下)或三个方向(向上、向下和周向)上起作用。
69.总之,由于这里提出的轴承组件包括固定组件(特别是轴承承载件),使得轴承单元的简单附接成为可能,而固定组件的制造不会对轴承单元产生负面影响。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。