1.本实用新型属于金属加工技术领域,具体涉及拼接式多工位平口钳。
背景技术:
2.平口钳又名机用虎钳,是一种通用夹具,常用于安装小型工件,它是铣床、钻床的随机附件,将其固定在机床工作台上,可用来夹持工件进行切削加工。由于每次小型工件被夹持在一个平口钳上,因为单独的平口钳需要一个固定件以将其安装在铣床、钻床,多个平口钳需要多个固定件进行固定,导致平口钳的安装费时费力。此外,动钳的活动仅通过转动螺杆,移动轨道不固定,从而在夹持小型工件过程中产生倾斜偏移,致使零件面与面之间的垂直度或平行度以及厚度超差。
技术实现要素:
3.针对上述现有技术的不足,本实用新型提供了拼接式多工位平口钳,目的是为了解决多个平口钳需要多个固定件固定在机床工作台,导致平口钳的安装费时费力,以及动钳的活动仅通过转动螺杆,移动轨道不固定,从而在夹持小型工件过程中产生倾斜偏移,致使零件面与面之间的垂直度或平行度以及厚度超差的技术问题。
4.本实用新型提供的拼接式多工位平口钳,具体技术方案如下:
5.拼接式多工位平口钳,包括钳体底座,所述钳体底座上定钳和动钳,所述定钳固定连接在所述钳体底座的一端,所述动钳通过其底部的滑块与所述钳体底座上的滑轨滑动连接,所述动钳通过转动螺杆驱动其滑动,所述钳体底座的一侧设有卡槽,所述钳体底座的另一侧配合所述卡槽开始有卡块,多个所述钳体底座通过所述卡块插入所述卡槽实现并排连接。
6.在某些实施方式中,所述定钳的顶面对称开设有定位半开口槽,定位块配制为嵌入两个所述定位半开口槽拼接形成的完整槽体中。
7.在某些实施方式中,所述定钳的顶面开始有固定钳口,所述动钳对准所述固定钳口开设有活动钳口,小型工件通过所述固定钳口和所述活动钳口配合形成完成的夹持口实现夹持。
8.在某些实施方式中,还包括定位座,所述螺杆穿设所述定位座与所述动钳连接,所述螺杆远离所述动钳的一端连接有把手。
9.进一步,所述把手通过弹簧销与所述螺杆连接。
10.进一步,所述定位座上端开设有通槽,所述通槽配置为插入透明挡板。
11.本实用新型具有以下有益效果:本实用新型提供的拼接式多工位平口钳,通过卡块插入卡槽实现多个钳体底座并排连接,从而实现多工位。多个并排连接的平口钳可以通过单一的固定件固定在机床的工作台,由于多组动钳并排设置构成多工位连体可以装夹一个工件,也可以装夹多个工件,故工作效率高。此外本实用新型通过滑块和滑轨的设置,保证动钳滑动过程中不会发生偏移歪斜,从而放置夹偏夹歪,如此进一步保持工件的加工精
度。
附图说明
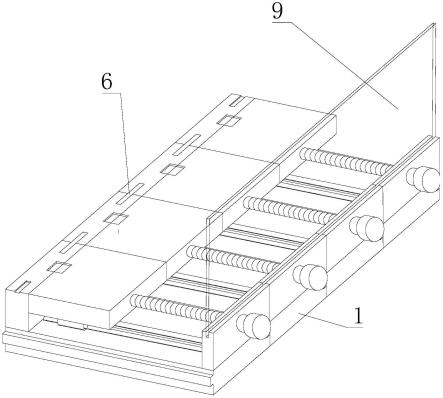
12.图1是本实用新型实施例1中并排连接的拼接式多工位平口钳的立体结构示意图;
13.图2是本实用新型实施例2中拼接式多工位平口钳的立体结构示意图;
14.图3是本实用新型实施例2中拼接式多工位平口钳的立体结构示意图;
15.图4是本实用新型实施例2中并排连接的拼接式多工位平口钳的立体结构示意图;
16.图5是本实用新型实施例2中并排连接的拼接式多工位平口钳的立体结构示意图。
具体实施方式
17.为使本实用新型的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图1-5,对本实用新型进一步详细说明。
18.实施例1
19.本实施例提供的拼接式多工位平口钳,具体技术方案如下:
20.拼接式多工位平口钳,包括钳体底座1,钳体底座1上定钳2和动钳3,定钳2固定连接在钳体底座1的一端,动钳3通过其底部的滑块42与钳体底座1上的滑轨41滑动连接,动钳3通过转动螺杆5驱动其滑动,钳体底座1的一侧设有卡槽11,钳体底座1的另一侧配合卡槽11开始有卡块12,多个钳体底座1通过卡块12插入卡槽11实现并排连接。四个平口钳通过钳体底座1上两侧的卡槽11和卡块12进行嵌插实现并排连接,如此构成多工位连体。本实施例中,如图1所示多工位连体用于夹持一个尺寸相对较大的工件,如此拓展了平口钳的应用范围。
21.具体的,定钳2的顶面对称开设有定位半开口槽21,定位块6配制为嵌入两个定位半开口槽21拼接形成的完整槽体中。定位块6嵌入两个定位半开口槽21中从而实现两个钳体底座1之间的连接稳固。
22.具体的,还包括定位座13,螺杆5穿设定位座13与动钳3连接,螺杆5远离动钳3的一端连接有把手7。通过把手7可调控螺杆5从而驱动动钳3在滑轨41上移动,达到定位夹紧的目的。
23.具体的,把手7通过弹簧销8与螺杆5连接。在平口钳不使用时,安装弹簧销8可避免造成意外的发生,可延长平口钳的寿命。
24.具体的,定位座13上端开设有通槽131,通槽131配置为可插入透明挡板9。透明挡板9插入在通槽131中,用于阻挡打磨时的碎屑,同时也不影响对打磨情况的观察。
25.实施例2
26.本实施例提供的拼接式多工位平口钳,具体技术方案如下:
27.如图2-3所示,拼接式多工位平口钳,包括钳体底座1,钳体底座1上定钳2和动钳3,定钳2固定连接在钳体底座1的一端,动钳3通过其底部的滑块42与钳体底座1上的滑轨41滑动连接,动钳3通过转动螺杆5驱动其滑动,钳体底座1的一侧设有卡槽11,钳体底座1的另一侧配合卡槽11开始有卡块12,多个钳体底座1通过卡块12插入卡槽11实现并排连接。四个平口钳通过钳体底座1上两侧的卡槽11和卡块12进行嵌插实现并排连接,如此构成多工位连体。本实施例中,如图4所示,多工位连体用于夹持多个工件进行同时加工,提高了打磨效
率。
28.具体的,定钳2的顶面对称开设有定位半开口槽21,定位块6配制为嵌入两个定位半开口槽21拼接形成的完整槽体中。定钳2的顶面对称开设有定位半开口槽21,定位块6配制为嵌入两个定位半开口槽21拼接形成的完整槽体中。定位块6嵌入两个定位半开口槽21中从而实现两个钳体底座1之间的连接稳固。
29.具体的,定钳2的顶面开始有固定钳口22,动钳3对准固定钳口22开设有活动钳口31,小型工件通过固定钳口22和活动钳口31配合形成完成的夹持口实现夹持。固定钳口22和活动钳口31形成一个夹持口,可以依据不同的工件加工出不同的固定钳口22和活动钳口31。可以实现多个相同工件的同时加工,也可以实现多个不同工件同时加工。
30.具体的,还包括定位座13,螺杆5穿设定位座13与动钳3连接,螺杆5远离动钳3的一端连接有把手7。通过把手7可调控螺杆5从而驱动动钳3在滑轨41上移动,达到定位夹紧的目的。
31.具体的,把手7通过弹簧销8与螺杆5连接。在平口钳不使用时,安装弹簧销8可避免造成意外的发生,可延长平口钳的寿命。
32.具体的,如图5所示,定位座13上端开设有通槽131,通槽131配置为可插入透明挡板9。透明挡板9插入在通槽131中,用于阻挡打磨时的碎屑,同时也不影响对打磨情况的观察。
33.综上所述,本实用新型提供的拼接式多工位平口钳,通过卡块12插入卡槽11实现多个钳体底座1并排连接,从而实现多工位。多个并排连接的平口钳可以通过单一的固定件固定在机床的工作台,由于多组动钳3并排设置构成多工位连体可以装夹一个工件,也可以装夹多个工件,故工作效率高。此外本实用新型通过滑块42和滑轨41的设置,保证动钳3滑动过程中不会发生偏移歪斜,从而放置夹偏夹歪,如此进一步保持工件的加工精度。
34.上述仅本实用新型较佳可行实施例,并非是对本实用新型的限制,本实用新型也并不限于上述举例,本技术领域的技术人员,在本实用新型的实质范围内,所作出的变化、改型、添加或替换,也应属于本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
