3.1~3.2份,na2o 3.3~3.4份,mgo 1.2~1.3份,cao 5.7~5.8份,sro 5.4~5.6份,zno 8.4~8.5份,li2o 0.5~0.8份。
17.陶瓷釉料配方非常多种,采用不同的成分和配比,结合不同的烧制工艺,会导致陶瓷产品性能存在差异。虽然釉料中各种组分都有积极的作用,但是并不是组分叠加越多效果就越好,如何筛选合适的组分以及组分含量,以得到所期望的光泽度、手感、显色度、耐磨等综合性能良好的瓷砖,一直都是陶瓷领域的研究重点和难点。
18.本发明选择了特定的底釉和蜡质釉配方,结合特定的烧制工艺,使得所制备的瓷砖不仅更为耐磨,而且呈现出独特的外观,对光的反射不强烈,在平滑的表面显示出丝状或绒状光泽,釉面细腻,浑厚润泽,具有华而不俗的视觉效果,符合当前部分人士的独特美学要求。
19.进一步地,步骤(2)中所述的喷淋底釉的具体技术参数为:底釉比重为1.9~2.0g/cm3,流速为35~40s,施釉量为400~800g/m2。
20.进一步地,步骤(4)中所述的保护釉按照质量份数计包括:fghk熔块:98.5份;煅烧氧化铝:1.5份;ch9羧甲基纤维素钠:0.07份;三聚磷酸钠:0.33份;防腐剂:0.1份;水:36份;
21.其中,保护釉中所述fghk熔块的化学组成包括:sio2 47~53份,al2o321~23份,k2o 4~5份,na2o 4~5份,cao 4~7份,li2o 0.5~1份,sro 5~6份,zno 6~8份。
22.进一步地,步骤(4)中所述的喷淋保护釉的具体操作为:用喷枪使釉浆雾化喷到坯体表面。
23.进一步地,步骤(5)中所述的喷淋蜡质釉的具体操作参数为:蜡质釉比重为1.88~1.9g/cm3,流速为35~40秒,施釉量为400~410g/m2。
24.进一步地,所述的蜡质釉的fh08熔块按照质量份数计还包括:tio
2 0.01~0.03份,fe2o
3 0.05~0.1份,bao 0.01~0.05份,cs2o 0.1~0.14份,p2o
5 0.2~0.6份,f 0.9~1份,rb2o 0.1~0.2份,防滑剂0.05~0.15份。
25.进一步地,所述底釉的熔块按照质量份数计还包括:tio
2 0.02~0.04份,fe2o
3 0.07~0.11份,rb2o 0.1~0.16份,bao 0.02~0.04份,cs2o 0.11~0.13份,p2o
5 0.3~0.5份,f 0.92~0.98份,防滑剂0.08~0.12份。
26.进一步地,步骤(6)中所述的烧制温度为1170~1220℃。
27.进一步地,本发明还提供了一种由上述制备方法制备得到的蜡质釉瓷砖。
28.本发明相比现有技术具有以下优点:
29.目前,市场上的常规的釉面砖的耐磨系数为3级,而采用上述制备方法得到的瓷砖耐磨系数数高达6级。
30.本发明方法制备的瓷砖具有独特的外观,对光的反射不强烈,在平滑的表面显示出丝状或绒状光泽,釉面细腻,浑厚润泽,具有华而不俗的视觉效果,符合当前部分人士的独特美学要求。
附图说明
31.图1为本发明实施例1所制备的肌肤釉瓷砖。
32.图2为本发明实施例2所制备的肌肤釉瓷砖。
33.图3为本发明实施例3所制备的肌肤釉瓷砖。
34.图4为本发明对比例1所制备的肌肤釉瓷砖。
具体实施方式
35.为了更好地理解和实施,下面将结合实施例对本发明的技术方案进行清楚、完整地描述。
36.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在限制本发明。
37.除非另有说明,否则在说明书和权利要求书中使用的表达成分的量、反应条件等的所有数值被理解为在被术语“约”修饰。因此,除非有相反指示,否则在这里阐述的数值参数是能够根据需要获得的所需性能来变化的近似值。
38.本文中所用的“和/或”是指所提及的要素之一或全部。
39.本文中所用“包括”和“包含”涵盖只有所提及要素的情形以及除了所提及要素还存在其它未提及要素的情形。
40.本发明中所有百分比均为重量百分比,另有说明的除外。
41.除非另有说明,否则在本说明书中所用的“一”、“一种”、“一个”和“该”意在包括“至少一种”或“一种或多种”。例如,“一组分”是指一种或多种组分,因此在所述实施方案的实施中可能考虑并可能采用或使用多于一种组分。
42.实施例1:
43.一种蜡质釉瓷砖的制备方法,包括如下步骤:
44.(1)将陶瓷原料按配方配比入球磨机制成釉浆,釉浆经喷雾干燥塔制成粉料,粉料经压机压制成生坯,入干燥窑干燥为坯体层;
45.(2)在坯体上首先淋底釉,形成底釉料层,喷淋底釉的具体操作为:底釉
46.比重为1.9g/cm3,流速为35秒,施釉量为400g/m2;所述底釉按照质量份数计包括:熔块:84.95份;煅烧氧化铝:1.5份;硅酸锆:13份;防腐剂:0.12份;羧甲基纤维素:0.15份;三聚磷酸钠:0.3份;其中,底釉中所述的熔块的化学组成包括:sio
2 52份,al2o
3 18份,k2o 3.1份,na2o 3.3份,mgo 1.2份,cao 5.7份,sro 5.4份,zno 8.4份,li2o 0.5份,tio
2 0.02份,fe2o
3 0.07份,rb2o 0.1份,bao 0.02份,cs2o 0.11份,p2o
5 0.3份,f 0.92份,防滑剂0.08份;
47.(3)在淋有底釉的坯体上通过喷墨印花机喷印完所需花纹图案;
48.(4)通过皮带输送至喷釉柜喷保护釉;所述的保护釉按照质量份数计包括:fghk熔块:98.5份;煅烧氧化铝:1.5份;ch9羧甲基纤维素钠:0.07份;三聚磷酸钠:0.33份;防腐剂:0.1份;水:36份;其中,保护釉中所述fghk熔块的化学组成包括:sio
2 47份,al2o
3 21份,k2o 4份,na2o 4份,cao 4份,li2o 0.5份,sro 5份,zno 6份;
49.(5)经皮带输送至钟罩,淋蜡质釉,蜡质釉比重为1.88g/cm3,流速为35秒,施釉量为400g/m2;所述蜡质釉按照质量份数计包括:fh08熔块:99.5份;ch9羧甲基纤维素钠:0.1份;三聚磷酸钠:0.3份;防腐剂:0.1份;水:36份;其中,蜡质釉中所述的fh08熔块的化学组成包括:sio
2 50份,al2o
3 17份,k2o 3份,na2o 3份,mgo 1份,cao 5份,li2o 0.5份,sro 5份,zno 8份,tio
2 0.01份,fe2o
3 0.05份,bao 0.01份,cs2o 0.1份,p2o
5 0.2份,f 0.9份,
5份,na2o 5份,cao 7份,li2o 1份,sro 6份,zno 8份;
66.(5)经皮带输送至钟罩,淋蜡质釉,蜡质釉比重为1.9g/cm3,流速为40秒,施釉量为410g/m2;所述蜡质釉按照质量份数计包括:fh08熔块:99.5份;ch9羧甲基纤维素钠:0.1份;三聚磷酸钠:0.3份;防腐剂:0.1份;水:36份;其中,蜡质釉中所述的fh08熔块的化学组成包括:sio
2 55份,al2o
3 20份,k2o 4份,na2o 4份,mgo 2份,cao 8份,li2o 1份,sro 6份,zno 10份,tio
2 0.03份,fe2o
3 0.1份,bao 0.05份,cs2o 0.14份,p2o
5 0.6份,f 1份,rb2o 0.2份,防滑剂0.15份;
67.(6)经皮带输送到窑炉,在高温1220℃一次烧制后,即可得到成品,如图3所示。
68.对比例1:
69.一种蜡质釉瓷砖的制备方法,包括如下步骤:
70.(1)将陶瓷原料按配方配比入球磨机制成釉浆,釉浆经喷雾干燥塔制成粉料,粉料经压机压制成生坯,入干燥窑干燥为坯体层;
71.(2)在坯体上首先淋底釉,形成底釉料层,喷淋底釉的具体操作为:底釉
72.比重为1.95g/cm3,流速为37.5秒,施釉量为600g/m2;所述底釉按照质量份数计包括:熔块:85.4份;煅烧氧化铝:1.5份;硅酸锆:13份;防腐剂:0.1份;其中,底釉中所述的熔块的化学组成包括:sio
2 52份,al2o
3 18.5份,k2o 3.2份,na2o 3.3份,mgo 1.2份,cao 5.8份,sro 5.5份,zno 8.4份,li2o 0.6份,tio
2 0.03份,fe2o
3 0.09份,rb2o 0.13份,bao 0.03份,cs2o 0.12份,p2o
5 0.4份,f 0.95份,防滑剂0.1份;
73.(3)在淋有底釉的坯体上通过喷墨印花机喷印完所需花纹图案;
74.(4)经皮带输送至钟罩,淋蜡质釉,蜡质釉比重为1.89g/cm3,流速为37.5秒,施釉量为405g/m2;所述蜡质釉按照质量份数计包括:熔块:99.9份;防腐剂:0.1份;水:36份;其中,蜡质釉中所述的fh08熔块的化学组成包括:sio
2 52.5份,al2o
3 18.5份,k2o 3.5份,na2o 3.5份,mgo 1.5份,cao 6.5份,li2o 0.75份,sro 5.5份,zno 9份,tio
2 0.02份,fe2o
3 0.075份,bao 0.035份,cs2o 0.12份,p2o
5 0.4份,f 0.95份,rb2o 0.15份,防滑剂0.1份;
75.(5)经皮带输送到窑炉,在高温1200℃一次烧制后,即可得到成品,如图4所示。
76.对比例2:
77.一种蜡质釉瓷砖的制备方法,包括如下步骤:
78.(1)将陶瓷原料按配方配比入球磨机制成釉浆,釉浆经喷雾干燥塔制成粉料,粉料经压机压制成生坯,入干燥窑干燥为坯体层;
79.(2)在坯体上首先淋底釉,形成底釉料层,喷淋底釉的具体操作为:底釉
80.比重为1.9g/cm3,流速为35秒,施釉量为400g/m2;所述底釉按照质量份数计包括:熔块:85.4份;煅烧氧化铝:1.5份;硅酸锆:13份;防腐剂:0.1份;其中,底釉中所述的熔块的化学组成包括:sio
2 48份,al2o
3 20份,k2o 2.5份,na2o 4份,mgo 1.8份,cao 6.5份,sro 5.7份,zno 8.6份,li2o 0.5份,tio
2 0.02份,fe2o
3 0.07份,rb2o 0.1份,bao 0.02份,cs2o 0.11份,p2o
5 0.3份,f 0.92份,防滑剂0.08份;
81.(3)在淋有底釉的坯体上通过喷墨印花机喷印完所需花纹图案;
82.(4)通过皮带输送至喷釉柜喷保护釉;所述的保护釉按照质量份数计包括:熔块:98.8份;煅烧氧化铝:1.5份;防腐剂:0.1份;水:36份;其中,保护釉中所述熔块的化学组成包括:sio
2 47份,al2o
3 21份,k2o 4份,na2o 4份,cao 4份,li2o 0.5份,sro 5份,zno 6份;
83.(5)经皮带输送至钟罩,淋蜡质釉,蜡质釉比重为1.88g/cm3,流速为35秒,施釉量为400g/m2;所述蜡质釉按照质量份数计包括:熔块:99.9份;防腐剂:0.1份;水:36份;其中,蜡质釉中所述的fh08熔块的化学组成包括:sio
2 58份,al2o
3 15份,k2o 2份,na2o 2份,mgo 0.5份,cao 3份,li2o 0.5份,sro 4份,zno 6份,tio
2 0.02份,fe2o
3 0.1份,bao 0.03份,cs2o 0.08份,p2o
5 0.28份,f 0.85份,rb2o 0.08份,防滑剂0.1份;
84.(6)经皮带输送到窑炉,在高温1170℃一次烧制后,即可得到成品。
85.为了对比本技术技术效果,分别用上述实施例1~3以及对比例1~2的方法对应制备蜡质釉瓷砖,然后进行性能测试,具体为:
86.性能测试:
87.光泽度性能测试:瓷砖表面的光泽度是指瓷砖表面反射光的能力。采用科仕佳光电仪器有限公司生产的wgg60-y4型光泽度计来测试砖面光泽度。
88.防污性能测试:采用黑色钢笔墨水在抛光除蜡后的砖面均匀涂抹,其后用踩踏方式进行破坏性处理,待砖表面的墨水测试24小时后,用清水和抹布进行清洗,从而对比测试前后产品釉面效果的变化。
89.耐污染性测定:按照gb/t4100-2006《陶瓷砖》附录g标准,gb/t3810.14-2006陶瓷砖试验方法第14部分:耐污染性的测定方法。
90.耐磨性测试:用陶瓷砖釉面耐磨试验机测试其耐磨性。
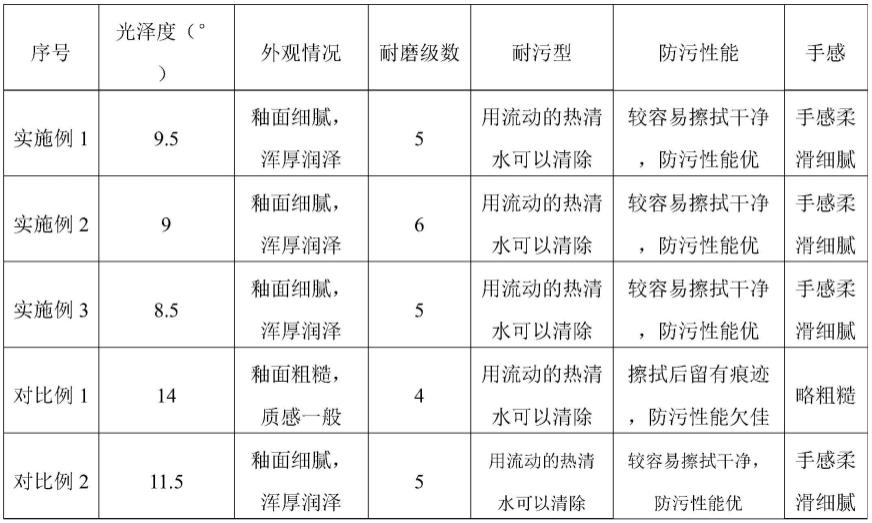
91.对实施例1~3以及对比实施例1~3的性能进行检测,检测结果如下表1所示。
92.表1:性能检测数据
[0093][0094]
由以上检测数据可知,采用上述制备方法得到的瓷砖耐磨系数高达6级。而且,本方法制备的瓷砖具有独特的外观,对光的反射不强烈,在平滑的表面显示出丝状或绒状光泽,釉面细腻,浑厚润泽,具有华而不俗的视觉效果,符合当前部分人士的独特美学要求。
[0095]
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,故凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
